")
От Сандъците – Sandacite решихме да ви запознаем как пристигат панелите до блоковете.
")
В последните няколко години из родния Интернет се изписа доволно много по историята и донякъде технологията на панелното строителство. Този немалък информационен поток беше предизвикан от няколко различни фактора, които не му е времето да обсъждаме сега. По-важното в случая е, че дори по-младите представители на културната българска общественост (родени след телоса на националното ни едропанелно грядуще) разбра, че панелите първоначално се произвеждат в домостроителните комбинати, извозват се до строителните площадки и едва тогава биват монтирани от бригадата. Това, което продължава да не се разказва обаче, е, че самият превоз на тези уж груби строителни материали е всъщност много деликатно дело! Необходими са твърде внимателни действия, та готовите панели от Земляне или Момчилград да пристигнат невредими до своите бъдещи блокове.
Това е и задачата на днешната публикация в Сандъците – Sandacite – да разкрие начина, по който панелите стигат до блоковете.
Производствените процеси по монтиране на строителните конструкции може да се разделят на три групи: 1) транспортиране и складиране на елементите на конструкциите; 2) подготвителни процеси; 3) основен монтажен процес.
Транспортиране и складиране
При транспортиране на строителните конструкции възникват редица въпроси —за якостта на бетона, за предотвратяване на остатъчни деформации в елементите, за транспортното положение на елементите, за укрепяването на елементите в транспортното средство, за степента на разчленяване на конструкциите, за подбора на транспортното средство и др.
Обикновено на мястото на строителната конструкция се образува т.н. приобектов склад – това е място непосредствено до строежа, в което се (при строги правила!) се складират докараните нови строителни елементи. В някои случаиприобектовият склад може и да не съществува – тях ще разгледаме по-надолу.
Необходимата якост на бетона на елементите при транспортиране, т. е. транспортната якост (RT) в кг/см2, зависи от вида и предназначението на елемента, статическата схема на транспортното му положение, вида на транспортното средство, състоянието на пътя и начина на монтаж (със или без приобектов склад). По-стройните елементи и елементите, транспортното положение на които е различно от експлоатационното, изискват по-голяма транспортна якост.
При автомобилния и тракторния транспорт поради по-голямото динамично въздействие, са нужни по-високи транспортни якости, отколкото при релсовия. При лошо състояние на пътищата транспортните якости трябва да се увеличават независимо от това, че скоростите на движение се намаляват. При монтаж от колела транспортните якости са най-високи и трябва да са равни на монтажните.
Транспортното положение на елементите и конструкциите трябва да бъде по възможност същото като експлоатационното. В противен случай се търси такава статическа схема на транспортното положение, при която те ще бъдат най-устойчиви.
Общо взето, елементите и строителните конструкции се транспортират в хоризонтално и вертикално положение. Елементите за подовите и покривните конструкции трябва да се товарят на транспортните средства най-много в четири вертикални реда, за колоните и гредите — в два, и за ригелите — в един ред. (Ригел – това е строителна част, която обикновено представлява стоманена греда с Г-образен профил, който стои на върха на подпорна колона и на който се поставят и закрепват напречните греди на конструкцията). Всички елементи, транспортирани в хоризонтално и вертикално положение, трябва да бъдат подпрени като греда на две подпори със или без конзоли. Подпирането се извършва с еднакви по размери трупчета, поставяни напречно на дългата ос на елемента, точно едно над друго. Конзолите, образувани при подпирането, могат да бъдат не по-големи от 1/10 от дължината на елемента.
")
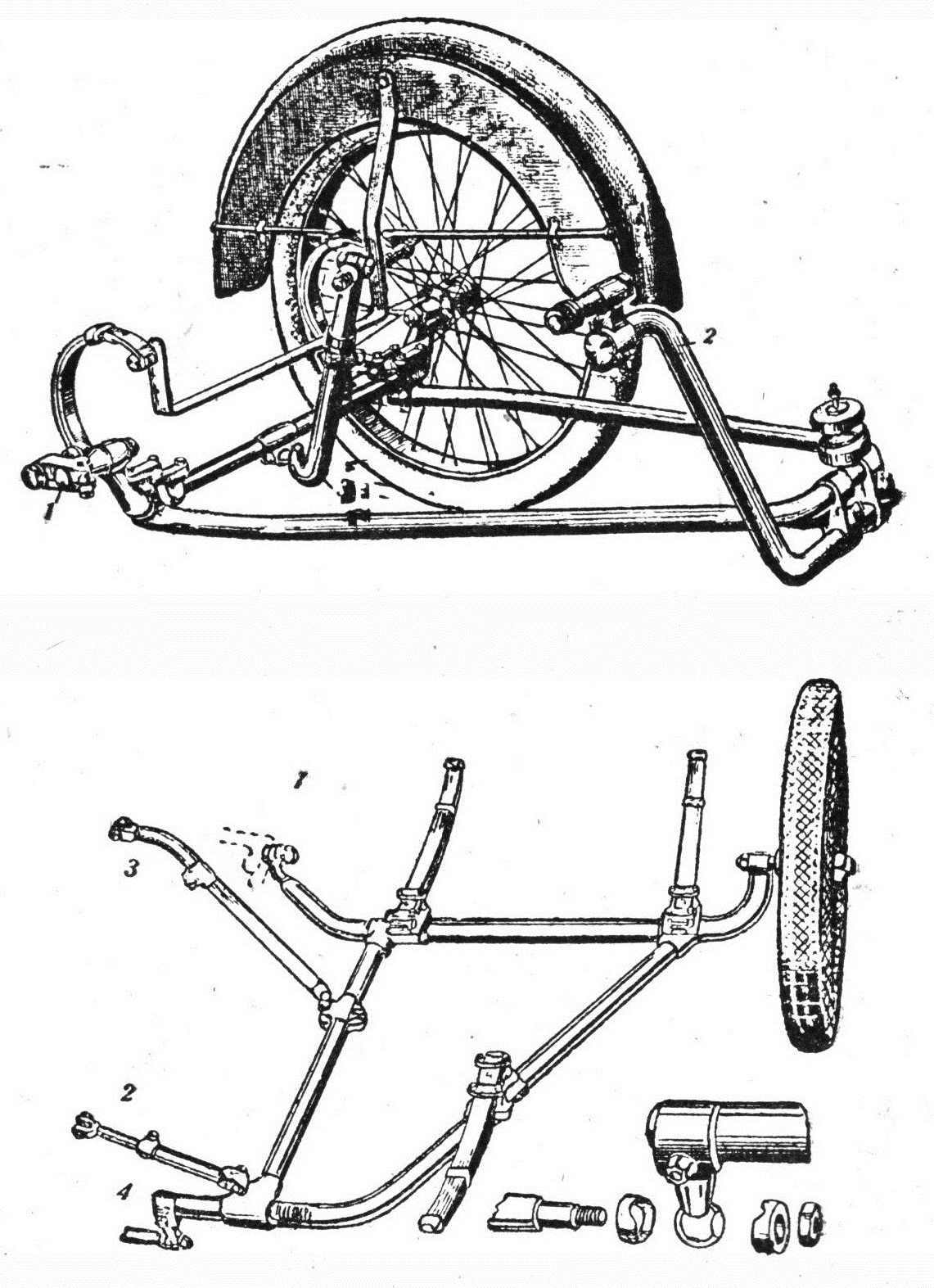
Фиг. 1. Подпиране и укрепяване на елементи при транспортиране в хоризонтално положение а — надлъжно укрепяване; 6 — напречно укрепяване; 1 — елементи; 2— подложни бичмета; 3 — обтяжки за надлъжно укрепяване; 4 — опори за странично укрепяване
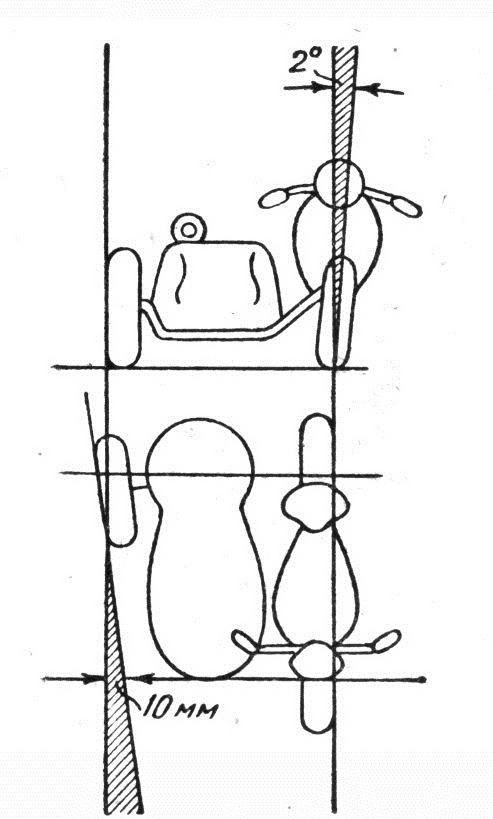
Всички елементи с дължина до 6 м може да се извозват в хоризонтално положение с платформени транспортни средства — вагонетки. Транспортираните в хоризонтално положение елементи трябва да се укрепяват, когато превозването им ще се извършва на дълго разстояние с по-големи скорости и когато елементите са натоварени на няколко реда. В такива случаи укрепяването се извършва надлъжно само на най-горния ред елементи и вертикално в четири точки — по две срещуположно за всички редове (фиг. 1). Превозваните във вертикално положение елементи трябва да се укрепяват, за да се предотвратят обръщането и повреждането им. Средствата и начините на укрепяване зависят от вида на елементите и транспортните средства (фиг. 2).
")
Фиг. 2. Подпиране и укрепяване на елементи и конструкции при транспортиране във вертикално положение: а — на ригели; б — на ферми; 1 — ритли; 2 — стоманена рамка; 3 — укрепяваща греда; 4 — трупчета; 5 — винтове; 6 — болт; 7 — стоманобетонна ферма; 8 — стоманена ферма
Всички елементи с дължина до 6 м и повече може да се извозват в хоризонтално положение с платформени транспортни средства – камиони, ремаркета, вагонетки, а до 8 м — с вагони. За превозването на елементи с по-голяма дължина в хоризонтално и вертикално положение се използват специални едноосни и двуосни ремаркета и вагони с различна товароподемност. Стенните и подовите панели с размери на стая се транспортират със специални ремаркета-панеловози.
Eто и видеоматериал по темата, в който се виждат и разглежданите по-долу панеловози:

Начини и средства за транспорт
В зависимост от производствените условия транспортирането на строителните конструкции от склада на производственото предприятие до приобектния склад може да се извършва различно — със средства за превоз на малки разстояния, с автомобилен, тракторен (влекач + ремаркета) и железопътен транспорт.
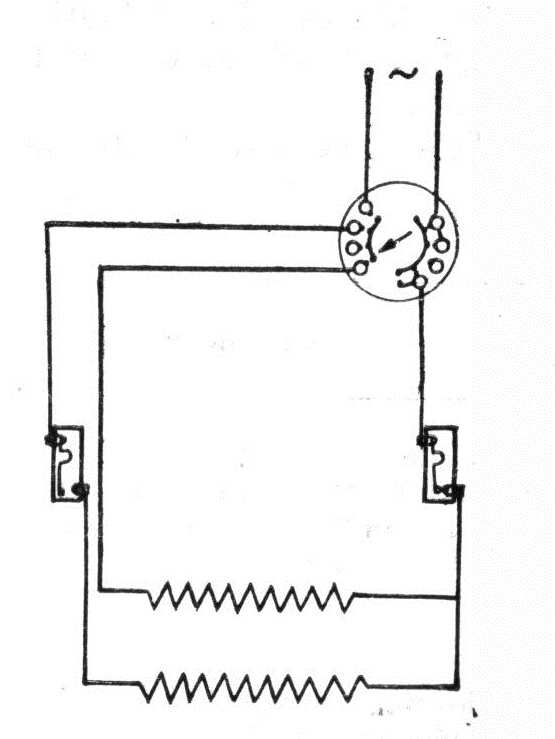
За къси разстояния може да се използуват релсов транспорт с въжено теглене, леки портални кранове и подемнотранспортни машини. Релсовият транспорт с въжено теглене се прилага в случаите, когато производственото предприятие (полигонът или дворът за метални конструкции) се намира много близко до обекта и може да се прокара праволинеен път. При превозване на панелни елементи се използуват обикновени платформени вагонетки, при линейни елементи с голяма дължина — две платформени вагонетки, при ферми, ригели и други подобни — две платформени вагонетки с приспособления за укрепяване на конструкциите във вертикално положение, при пространствени и широкоплощни конструкции — два коловоза с по една или две вагонетки и т. н. Схема на такъв транспорт е представена на фиг. 3.
")
Фиг. 3. Схема за транспортиране на елементи на къси разстояния: 1 —– формовъчна площ на полигона; 2 — складова площ на полигона; 3 — портален кран; 4 — чашковидни фундаменти на едноетажна промишлена сграда; 5 — едноколовозен релсов път; 6 — двуколовозен релсов път; 7 — лебедка с теглително въже; 8 — комплект от две вагонетки за колони; 9 — единична вагонетка; 10 — комплект от две вагонетки за ферми; 11 — комплект от две вагонетки за черупки
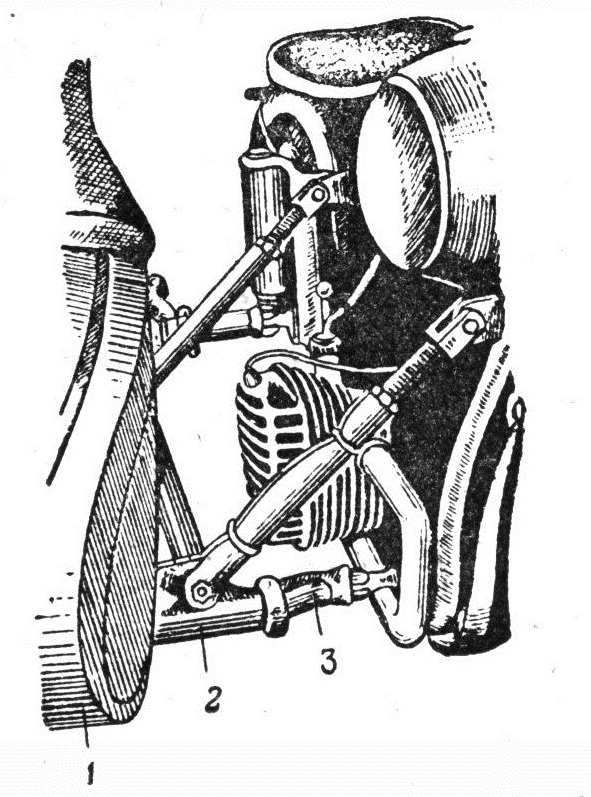
Леките портални кранове с отвор 5—7 м могат да се използват в същите случаи, както релсовият транспорт с въжено теглене. При тях не са нужни машини за товарене и разтоварване на елементите. Те са целесъобразни за пренасяне на елементи до 3 т.
На фиг. 4 е показано транспортиране на елементи на къси разстояния с автокран с вилков подемник:
")
Автомобилният транспорт за строителни конструкции се прилага по два начина — с единични товарни коли и с товарни коли с реморкета.
С единични товарни коли се превозват елементи с дължина до 6 м като подови и покривни панели, греди, колони, фундаментни блокове, подкранови греди и др. Този начин на транспортиране е по-целесъобразен за случаите, в които се използува приобектен склад. Автомобилният транспорт с ремаркета се предпочита обикновено, когато превозваните конструкции имат по-големи габарити от габаритите на платформите на товарните коли. Ремаркетата могат да бъдат платформени и неплатформени. С първите се транспортират елементи като при единичните товарни коли, а с вторите — конструкции с голяма дължина и голямо тегло като обемни елементи, ферми, ригели, дълги колони и греди и др. (фиг. 5)
")
В най-общия случай ремаркетата, теглени от влекач, имат товароспособност 50 kN. Препоръчвало се е при такъв начин на превоз всеки влекач да бъде комплектуван с три ремаркета: едното да се товари при завода-производител, второто да бъде в движение, а третото да се разтоварва на обекта. Наторварването на елементите се е извършвало обикновено с порталните кранове на самия полигон, а разтоварването – с наличното на обекта монтажно съоръжение; кран тип Пионер, автокран, багер-кран, кулокран и т.н.
Тракторният транспорт на строителни конструкции се извършва с двуосни платформени и неплатформени ремаркета (фиг. 6). Той е целесъобразен за по-къси разстояния (до 5 км) и при монтаж от колела.
")
За транспортиране на едропанелни елементи във вертикално положение се използуват специални реморкета-панеловози (фиг. 7).
")
Железопътният транспорт на строителни конструкции у нас дълги години има ограничено приложение — предимно за стоманени конструкции и по-рядко за стоманобетонни сглобяеми конструкции. В сглобяемото строителство той е можел да намери по-широко приложение, когато производството на стоманобетонни елементи се пренесе в специализирани заводи с голяма производителна мощност.
Ето още един вид панеловоз:
1 – предна неподвижна конструкция; 2 — задна неподвижна конструкция; 3 — приспособление за страничво укрепване; 4 – балансьор с устройство за прикачване; 5 – влекач
Складиране на елементи при обекта
Складиране на елементите на строителната площадка трябва да се допуска в краен случай, когато няма възможност монтажът да се извършва от колела, нито елементите да се разнасят направо по местата, където ще се монтират. Приобектното складиране трябва особено да се избягва в случаите, когато за това са необходими по-специално устройство на складовата площадка и спомагателни съоръжения, като например при едропанелното жилищно строителство.
Когато елементите се складират на строителната площадка, трябва да се спазват следните условия: 1) местата за складиране да бъдат в обсега на монтажното средство; 2) складовото положение на елементите да бъде същото или приблизително същото като експлоатационното, а ако това не е възможно, да се поставят в друго, при което ще им се осигури максимално възможна устойчивост; 3) да се осигурява възможност за лесно и бързо окачване на елементите на монтажната машина и за удобното им повдигане; 4) разположението на елементите в склада да бъде такова, че пренасянето при монтирането им да е минимално.
Литература:
Вълев, Вълю. Технология на строителното производство. София, Техника, 1964.
Гочев, Александър. Технология на строителното производство. София, Техника, 1960.
Славков, Христо, Антон Николов. Индустриализирано строителство. София, Техника, 1966.