Традиционните електрически крушки с нажежаема жичка все още се използват от много хора. Те са консуматив, което означава, че след изгарянето си всяка крушкане може да се регенерира, а е необходимо да се замени с нова. Но дори изгорели, верните стари светила още има какво да ни предложат! В тази статия ще Ви дадем няколко интересни идеи какво да сътворите от току-що изгорелите си електрически крушки.
Най-напред изгорялатаелектрическата крушкатрябва да се отвори. Металическото кръгче от дъното на цокъла се премахва с помощта на клещи (фиг. 1). След това. се очуква изолационният слой с малко чукче или пила, като цокълът се опира върху ръба на масата или наковалня. През така направения отвор трябва да се извади стъклената тръбичка с електродите. С малка триъгълна или обла пила се обира стъкленият слой от цокъла. За да не се счупи електрическата крушка от начупените стъклени парчета. е необходимо при работа с пилата, крушката да се държи с отвора надолу (фиг. 2).
Какво да направим от изгоряла крушка Kakvo da napravim ot izgoryala krushka
Получава се малка обла колба. По-удобно е при работа с тези колби, дъното да бъде плоско. Сплескването може да се извърши посредством бензинова лампа. Обръшаме стъкления балон с дъното към пламъка. Въртим равномерно, но така, че пламъкът да бъде допирателен към най-изпъкналата част на дъното (фиг. 3). Ако няма налична бензинова лампа, може да се използва и примус, но в този случай е необходимо след зачервяване на електрическата крушка, дъното й да се сплеска с помощта на някое загрято метално парче или като се опира в загрятата част на примуса.
Какво да направим от изгоряла крушка Kakvo da napravim ot izgoryala krushka
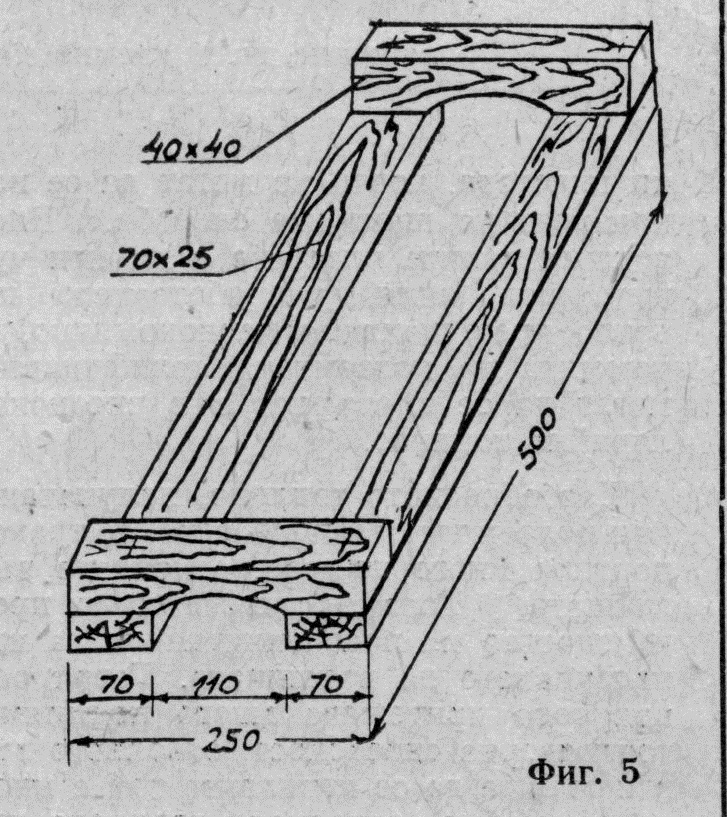
За някои от случаите е необходимо да се среже изгорялата електрическата крушка. Срязването може да се извърши с помощта на електрически ток. Оправя се парче реотан от 50—60 см. и се включва последователно през воден реостат в електрическата верига. Реостатът се наглася така, че реотанът да се загрява до зачервяване. С така подготвената опитна постановка се изрязват електрическите крушки. Реотанът се превива във вид на примка и се обвива около мястото, където искаме да извършим срязването (фиг. 5). При включване на електрическия ток трябва да се внимава да не се опират жичките в местото на кръстосването. Срязването става в момента, когато се чуе пукотът на стъклото. Чрез така посочената обработка на електрическите крушки могат да се направят различни нагледни помагала.
Какво да направим от изгорели крушки Kakvo da napravim ot izgoryeli krushki
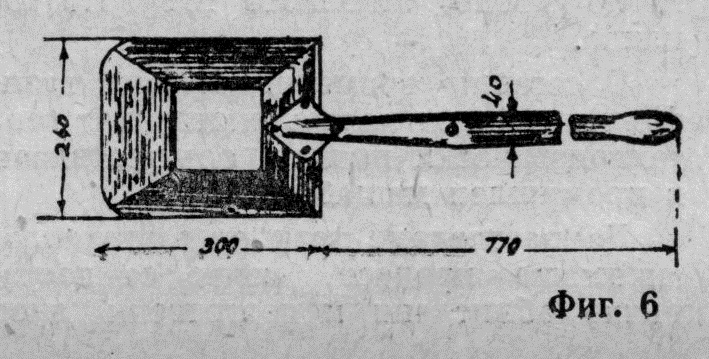
Плоскодънните колби на изгорелите електрически крушки могат да се използват за сбирка на течности с различни специфични тегла (фиг. 6), или за съхраняване на някои материали за кабинета по физика. Същите биха могли да се приспособят при запознаване е разширението на течности (фиг. 7). Облите колби могат да се използват при кипене (фиг, 8), топене и др,
От изрязаните електрически крушки могат да се приготвят блюдца (фиг.8), които могат да се използват в редица лабораторни работи за поставяне на някои материали като железни стърготини, течности за определяне на специфичните тегла и др. Другата част от крушката може да се пригоди за фунийка (фиг. 10). Освен това могат да се приготвят различни скачени съдове (фиг. 11), уред за показване зависимостта между хидростатичното налягане и дълбочината на потапяне (фиг. 12) и др. За да се покаже как се изменя атмосферното налягане с увеличаване степента на разреждането, може да се използува уредът от фиг. 13, като се настави под похлупака на разредителната помпа. Електрическите крушки са удобни и за направа на спиртни лампи (фиг. 14), пулверизатори, (фиг. 15), стъпален реостат, табло за запознаване с устройството на електрическата крушка, галванична батерия и др.
Какво да направим от изгорели крушки Kakvo da napravim ot izgoryeli krushki
Използвана литература: сп. Наука и техника за младежта – 8-1957.
Повечето хора знаят за възникналото в Съветския съюз през 1935 г. Стахановско движение – начинание на последователи на миньора Алексей Стаханов, новатори в производството, които си поставят за цел да увеличат производителността на труда, превишавайки установените норми на производство.
Днес в Сандъците – сандъцитемалко по изключение няма да пишем за сандъци. В тази статия ще се опитаме да хвърлим светлина върху това как стахановскатаинициатива е прилагана в България, и то не къде да е, а в практическа дейност, ключова за властта през 1950-те г. – строителството.
Както е добре известно, 50-те са време на масови строежи в България. Тогава страната е усилено електрифицирана, радиофицирана и също така са започнати и завършени страхотно много хидротехнически съоръжения – язовири и други – които ползваме и до днес, а така също и големи заводски сгради. Повечето от тях – изоставени и вече отдавна не действащи – могат да се видят, пътувайки из Родината. Тогава е изграден и Димитровград.
Основен принцип на т.н. социалистическото стопанство става непрекъснатото повишаване производителността на труда. От втората половина на 30-те г. (а в страните от източния блок – след 1945 г.) Стахановското движениее взето на въоръжение като една от формите за прилагането на този принцип на практика. ,,Чрез научно организиране на труда, чрез правилно използване квалификацията на работника, чрез обстойно запознаване с оръдията на производството и уместни рационализации стахановското движение доведе до неколкократно увеличаване производителността на труда, без с това да се пресилва трудещият се“ – четем в статия от ,,Наръчник на пропагандиста“, издание 1952 г.
Стахановско движение Stahanovsko dvizhenie
Стахановското движение намира широко приложение и в строителството при извършването на масовите работи, които не могат да се заменят напълно от машината. Особено добри резултати биват постигани при зидането, където производителността на труда нарастнала до 9 пъти. ,,Тези постижения не идват от прекомерни усилия на работника, а от правилната организация на труда“ – категоричен е текстът.
При стахановското зидане всеки изпълнител в колективния труд извършва работа според квалификацията, която има. Тук трудът се разпределя така, че майсторът-зидар, който има най-висока квалификация, да нарежда тухлите, отвесира и контролира работата на другите членове от зидарското звено. Поставянето на тухлите и разтвора върху зида под ръка на майстора е работа, която не изисква квалифициран труд и се извършва от помощниците в звеното — общи работници. Преди, когато се е работело по стария метод, майсторът заделяше процент от времето си за поставяне на тухлите и разтвора върху зида. Материалите се донасяли до работната площадка и се оставяли безразборно натрупани. Майсторът-зидар извършвал и всички манипулации на работното място — кляка, става, търси съответната тухла или парче, взема и разстила разтвор и т. н. При този начин на работа майсторът иззидвал при нормални условия 2—3 куб. м зидария в зависимост от сръчността. Това прави 800—1,200 навеждания за вземане на тухли и още толкова за вземане на разтвор или 3 до 5 навеждания в минута. Естествено е, при такъв труд след завършване на работния ден зидарят да бъде уморен.
Стахановско движение Stahanovsko dvizhenie
С прилагане на т.н. стахановскотозидане при работата с двойка през ръцете на майстора минават 2,000 до 3,000 тухли и въпреки това майсторът не се изморява, понеже тухлите и разтворът му са под ръка. Правилното подреждане на работното място и стахановскитеуреди спомагат също за запазване силите и на помощниците на зидаря. От медицинските наблюдения, извършени през 1949 г. върху бригадата на първия в България скоростник-зидар Фердо Стоименов, се установява, че при стахановскотозидане се изразходва около два пъти по-малко човешка енергия. отколкото при обикновеното. (За незапознатите ще припомним, че награденият през 1950 г. строител Фердо Стоименовсе сдобива с голяма популярност заради въведения от него метод на скоростно зидане и мазане, неговата бригада е зидала на смяна по 14 кубически метра, при норма от 2).
Стахановското движение намира широко приложение и в строителствотопри извършването на масовите работи, които не могат да се заменят напълно от машината. Особено добри резултати са постигнати при зидането, където производителността на труда нарасна до 9 пъти. Тези постижения не идват от прекомерни усилия на работника, а от правилната организация на труда. По стахановскотозидане всеки изпълнител в колективния труд извършва работа според квалификацията, която има. Тук трудът се разпределя така, че майсторът-зидар, който има най-висока квалификация, да нарежда тухлите, отвесира и контролира работата на другите членове от зидарското звено. Поставянето на тухлите и разтвора върху зида под ръка на майстора е работа, която не изисква квалифициран труд и се извършва от помощниците в звеното — общи работници. Преди, когато се е работело по традиционен метод, майсторът заделял % от времето си за поставяне иа тухлите и разтвора върху зида. Материалите се донасяли до работната площадка и се оставяли безразборно натрупани. Майсторът-зидар извършвал всички манипулации на работното място — кляка, става, търси съответната тухла или парче, взема и разстила разтвор и т. н. При този начин на работа майсторът иззижда при нормални условия 2—3 куб. м зидария в зависимост от сръчността. Това прави 800—1,200 навеждания за вземане на тухли и още толкова за вземане на разтвор или 3 до 5 навеждания в минута. Естествено е, при такъв труд след завършване на работния ден зидарят да бъде уморен.
Стахановско движение Stahanovsko dvizhenie
При стахановскотозидане при работата с двойка през ръцете на майстора минават 2,000 до 3,000 тухли и въпреки това майсторът не се изморява, понеже тухлите и разтворът му са под ръка. Правилното подреждане на работното място и стахановскитеуреди спомагат също за запазване силите и на помощниците на зидаря. От медицинските наблюдения, извършени върху бригадата на първия у нас скоростник-зидар Фердо Стоименов, се установява, че при стахановскотозидане се изразходва около два пъти по-малко човешка енергия. отколкото при обикновеното.
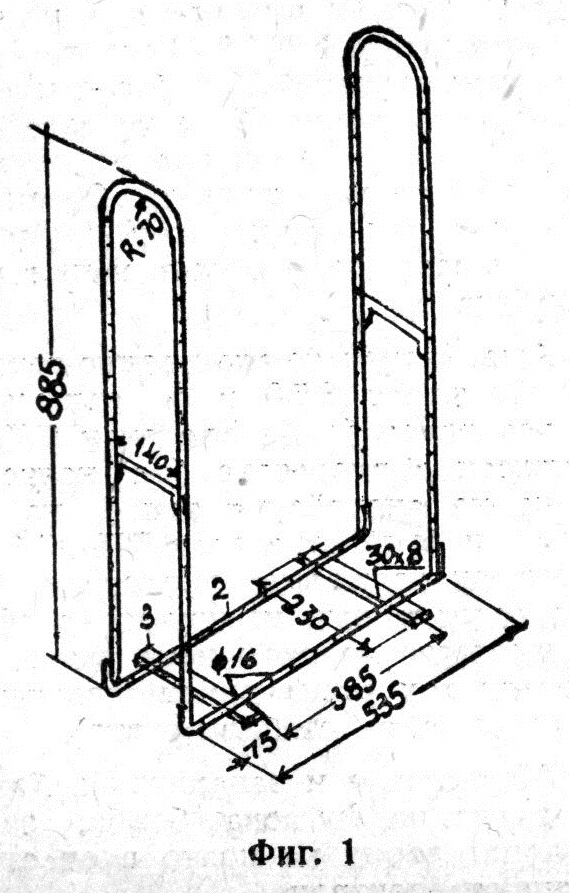
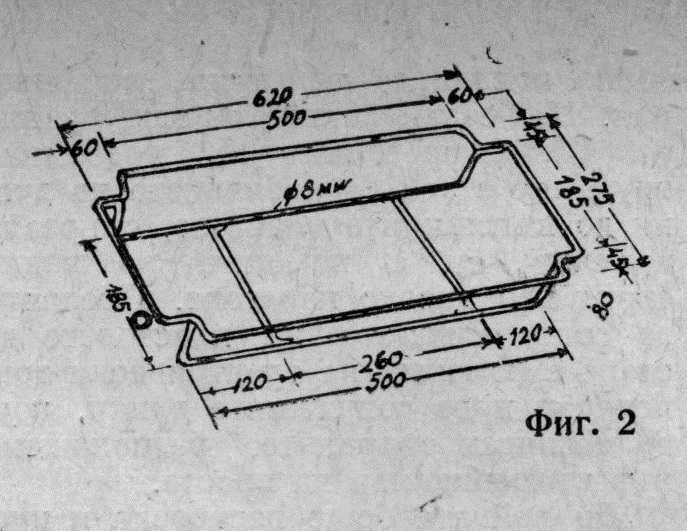
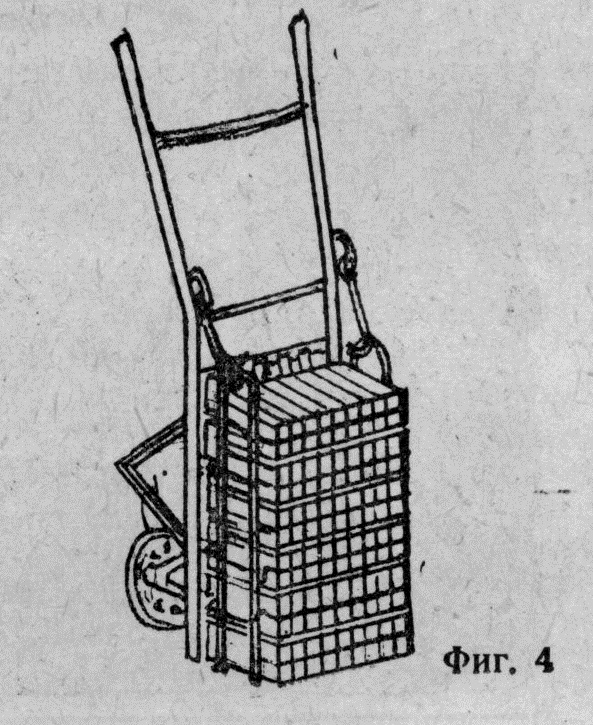
Като първо условие за прилагане на стахановскотозидане е правилното подреждане на работното място. Изсипаните в безпорядък тухли пречат на зидаря, стесняват неговите движения, а това довежда до ниска производителност на труда. Ето защо тухлите трябва да пристигат на работното място подредени. Това става още с пренасянето им. За целта се използуват рамки от бетонно желязо, или дъски, превозвани със специални колички (фиг. 1, 2, 3, 4 и 5). Разтворът се поставя в корита, а разстилането му върху зида става с лопати, снабдени с дръжки, дълги 70—80 см (фиг. 6). Използването на тези лопати премахва навеждането на помощника и запазва силите му. Подреждането на материалите на работната площадка става така, че да се намаляват до минимум излишните движения на зидарите. Тухлите и картата за разтвора се поставят по продължение на стената, която трябва да бъде изградена на разстояние от 60—70 см. Това е работната зона, която позволява свободно движение на зидарското звено и дава възможност с едно обръщане да се поемат тухлите и разтворът. Масовият материал — тухлите, се подрежда непосредствено срещу плътните части на зида, а коритата и разтворът — срещу отворите за врати и прозорци. По този начин се намалява преносното разстояние, печели се време и сили. Работата на зидарското звено започва, след като строителната площадка е подредена. Разтворът се сипва в коритата непосредствено преди зидането.
Стахановско движение в България Stahanovsko dvizhenie v Balgariya
Стахановскотозидане е колективен метод на работа. То се извършва от зидарски звена. Опитът на съветския скоростник-зидар В. В. Каральов и този на нашия челник в стахановскотозидане — Фердо Стоименов, показват, че най-подходящият състав на звената е от двама, трима или пет души — „петорката“ при нужда се разделя на една „двойка“ и една „тройка“. Това разбиване на звеното се предприема винаги, когато се забележи, че някои от хората му не уплътняват времето си. По този начин скоростният метод на зидане става много гъвкав и леко се приспособява към различните условия на строежа. При по-специални случаи се използва зидане със звена от 4 до 6 души или пък зидане само от майстор-зидар.
Стахановско движение в България Stahanovsko dvizhenie v Balgariya
Съставът на звената зависи от характера на зидарията. Нормално силно разчленените тънки стени се зидат от майстор-зидаря сам или пък от „двойка“. При по-малко разчленените и по-дебелите 25 и 38-сантиметрови зидове е на място „тройката“. Непрекъснати дебели зидове с дължина над 6 м нормално се зидат с „петорка“ и „шесторка“, по поточния непрекъснат метод.
Основен принцип при скоростното стахановскозидане е освобождаване на майстора-зидар от всички излишни движения, които могат да се извършват от по-неквалифицирани работници. Нормално лицевите редове на стената се зидат от майстора, а разстилането на разтвора и пълнежът на зида се извършва от помощниците му. Самото зидане започва с укрепване на колеца, определящ правата линия на стената. Майсторът иззижда първия лицев ред. През това време помагачът разстила разтвор и подава тухли. Разтворът се разстила 60 см до 1 м, а тухлите се поставят върху иззиданата част от зида под ръка на майстора. След полагането на първия ред, майсторът и помагачът преместват конеца и иззиждат вътрешния лицев ред. При направата на откоси, ниши, пиластри и други зидарски работи, при които майсторът се забавя, помощникът прави пълнежа на стената. Щом майсторът се освободи, той участва в довършването на пълнежа. Вторият ред се извършва в същата последователност. Очукването на тухлите, необходими за свръзката на зидарията, се прави в процеса на работа от майстора или помощника му. Така се зида с „двойка“. При „тройката“ майсторът зида лицевите редове и проверява правилността на зидарията. Разстилането на разтвора се извършва от първия помощник, а подаването на тухлите от втория.
Стахановци Stahanovci
При зидове с просто архитектурно очертание, без детайли и много отвори за врати и прозорци поточният метод на зидане е най-подходящият. При него няколко звена с различна квалификация вървят едно след друго на разстояние 2—4 м, като първото зида външния ред, второто вътрешния, а третото прави пълнеж. В зависимост от състава на зидарските звена се получава четворка, шесторка и т. н. При фугирана зидария зидарските звена се увеличават с още един човек, който прави само фугировката.
Стахановци Stahanovci
До края на 40-те г. в България се твърди, че стахановскиятметод на зидане не е нещо универсално и все пак не може да се приложи навсякъде. След идването на съветския зидар-скоростник В. В. Каральов у нас тези твърдения биват опровергани. Командированият в България съветски строител показва нагледно, че по стахановскиможе да се работи на всички зидове и по всички строежи чрез прилагане различните методи на скоростно зидане. Така той предава своя опит на българските първенци-зидари и увлича в това движение и редица млади и надеждни работници. През 1952 г, награденият със звание Герой на социалистическия труд Фердо Стоименов, приложил за пръв път у нас през 1948 г. скоростното зидане, не е вече сам. След него са стахановцитеВасил Гигов, Коста Кипров, Никола Чолаков, Тодор Бошняков и редица други наши първенци в строителството.
НиколайСтефанов Тошковичсе смята за първият български автор на патенти и първиятбългарскиизобретател. Сведенията за него са твърде оскъдни, като не разполагаме дори със снимка на лицето му!
Роден е най-вероятно в Одеса през 1830 или 1831 г. в семейството на известния калоферски търговец Стефан Тошковичот известното българско семейство Тошкови. Семейството се преселва в Одеса през 1819 г. Николай учи в Технологическия институт в Петербург. По-късно живее в Одеса, където се ползва с голям авторитет – подпомага много българи да учат в тамошните училища. Никола Тошкович е член (от 1855 г.) на Селскостопанското дружество в Южна Русия и работи в областта на парните машини. Починал е през 1893 г. в Одеса.
През 1855 г. Тошкович заминава в Париж, където започва обучение в заводите на известната френска компания ,,Жан-Франсоа Кай и с-ие“ – един от най-големите производители на парни локомотиви, селскостопански машини и др. – за да изучава ,,художеството как се правят машините, които действат с пара, а особено ония машини по железните пътища“ (цит. по: Сава Филаретов, ,,Цариградски вестник“, бр. 330, 25.V.1857) – тоест парни локомотиви, а и други машини. Париж е мястото на най-плодотворна творческа дейност за Николай Тошкович – там през 1857 и 1859 той получава два патента, с което се превръща в първия български патентопритежател, а според световните принципи на техническата история това го прави и първия официално признат български изобретател. Също така, през 1860 г. тук завършва и ръкописа си ,,Практически бележки за параходите“.
Николай Тошкович Nikolay Toshkovich
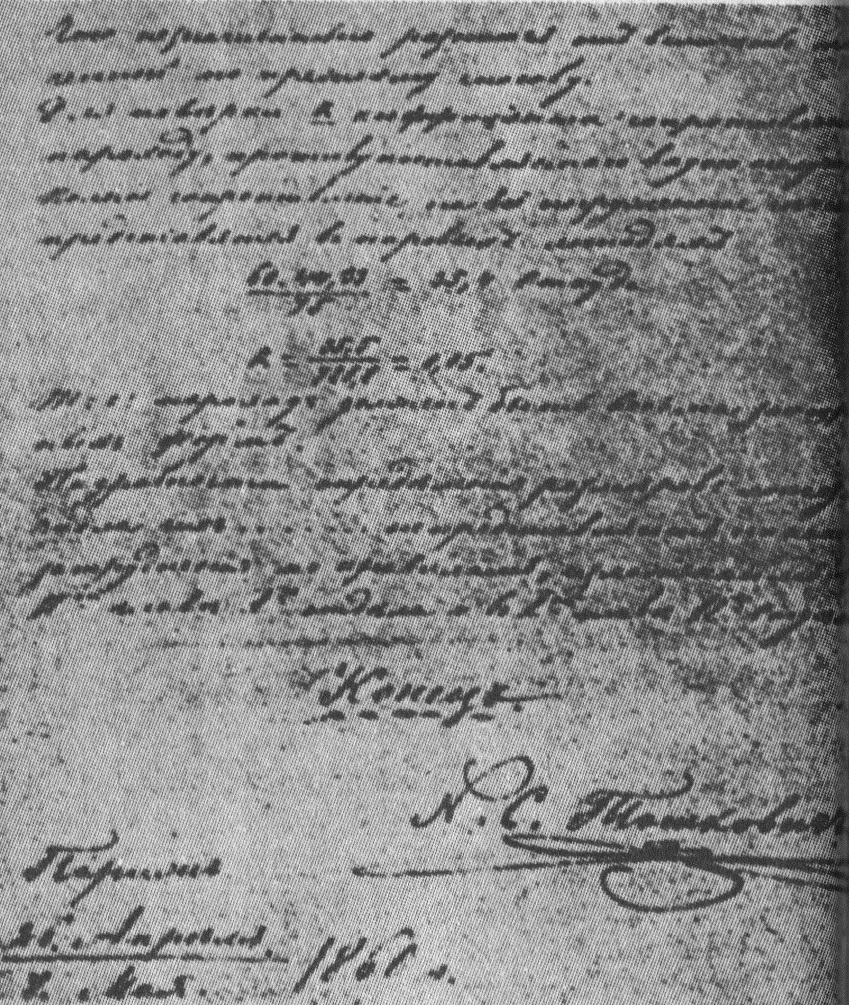
Горе – единственият запазен автограф на Тошковична заглавната страница на ръкописа му ,,Практически бележки за параходите“.
Както знаем, през средата на ХІХ век парният двигател е най-високотехнологичният и разпространен източник на тяга за влакове и кораби, но в средата на онова столетие парната машина все още е твърде далеч от онзи си вариант, в който век и нещо по-късно започна да напуска и последните си владения върху релсите. Но затова пък тогава тя най-стремително се усъвършенства и нейният принос за общото развитие на техниката е огромен. Важно е, че младият изобретател Николай Тошкович се захваща не да съживява отживели времето си търсения, а здравото му чувство за съвременност го насочва към територии с голямо бъдеще и с възможности за усъвършенстване.
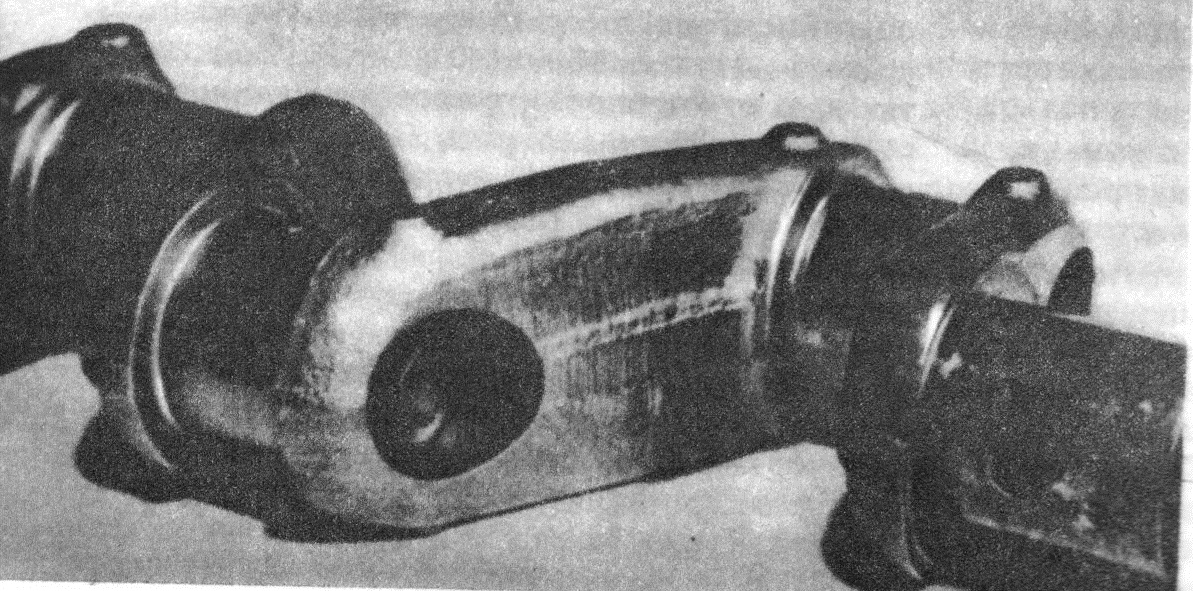
Постоянна цел на тогавашните конструктори конструктори на парни двигатели е да получат по-високо КПД с по-малък разход на гориво и от по-малък двигател, като подобрят конструкцията – напр. на буталото, което да се уплътнява добре към цилиндъра независимо от степента на налягането, а същевременно с това и да не се изхабява от триенето при движение в цилиндъра. Тогава парният цилиндър бил най-слабото място на парната машина, и то най-вече поради недоброто уплътнение на буталото, което бързо се износва и заедно с това поврежда и самия цилиндър.
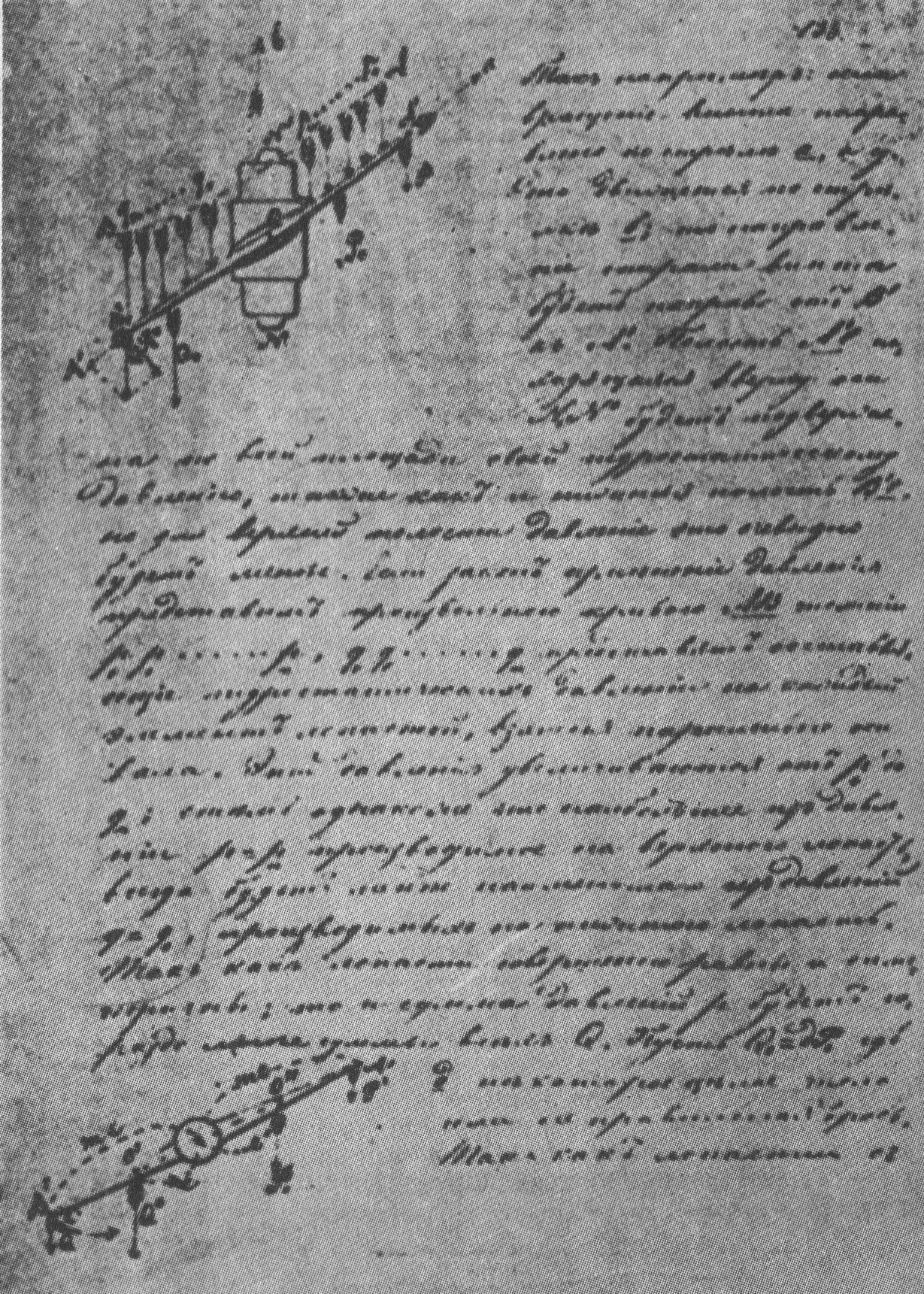
Първият български патент има решение за проблема. Николай Тошкович замисля парно бутало, което се уплътнява към цилиндъра с помощта на сегменти. Те се притискат към цилиндъра чрез пружини, които пък на свой ред притискат клинове, които предават натиска върху сегментите. (Ако това звучи твърде сложно, накратко можем да кажем, че Тошкович предлага бутало, чийто натиск върху парния цилиндър се регулира автоматично чрез нова конструкция с вградени пружини.) Пружините са хитро решение, защото те притискат двата пръстена, от които се състои буталото, и така компенсират износването. Задачата не била никак проста, ако се съди и по това, че при хоризонталния парен цилиндър, за разлика от вертикалния, износването става едностранно отдолу. Двата бутални пръстена са съставени от по осем сегмента. Буталото на Тошкович можело да се центрира без разглобяване на машината след работа.
Николай Тошкович Nikolay Toshkovich
На чертежа горе – различни видове гребни витла, анализирани в труда на Николай Тошкович.
Какви са били възможностите на Тошковичда построи прототип на своята идея, е трудно да се предполага. Но от следващите данни в съобщението на Сава Филаретов – че новото бутало постига икономия на пара и гориво от 16 до 18 процента – можем да съдим, че данните са получени експериментално. Филаретов дава и някои икономически показатели за изобретението – буталата на Тошкович са 3 пъти по-евтини от всички тогавашни бутала.
Преглед и оценка на изобретението са направени от сериозни френски институции – Дружеството за подкрепа на националната промишленост и Комитетът за механични изкуства. За изобретението което описахме по-горе, на 17 януари 1857 г. на името на Николай Тошкович е издаден френски патент № 30585. Toвa e пъpвият извecтeн пaтeнт, дaдeн нa бългapин. Интересно е, че той има и съпритежател – френският механик Франсоа Жерар – но в получения на 17.І.1857 документ за патента приносът на Николай Тошкович е несравнимо по-голям, защото името му стои на първо място.
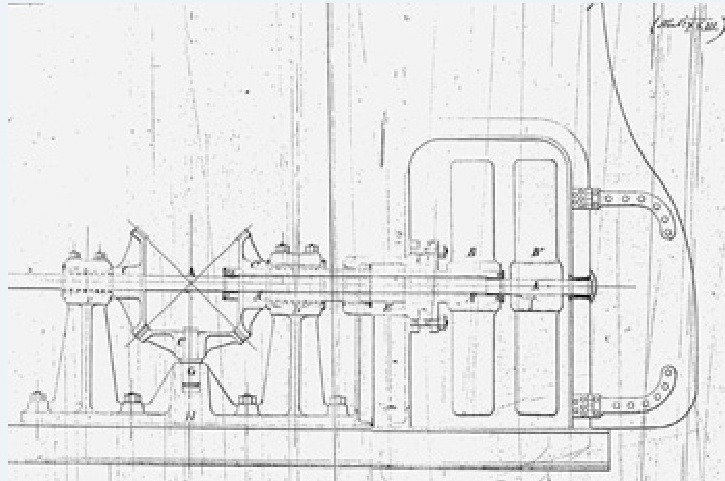
Второто изобретение на българина е от 1859 г. и тук патентът вече е само на негово име. Става дума за корабна част – гребно витло с двойно действие от нов вид – което има непозната дотогава ефективност. Както е описано в патента, разработената от Тошкович конструкция е много по-икономична и с нея ,,получавате печалба за хода на кораба и за горивото, която общо е поне 25 %“. Това е мощна стъпка напред в сравнение с познатите дотогава витла. За него на 12.ІІІ.1859 г. Тошкович получава на свое име френски патент № 40180. Изобретателят разработва и чертеж, показващ принципа и някои от параметрите на съоръжението. Нещо повече, той създава и опитно устройство, на което корабен модел се движи както с дотогавашно, така и с неговото ново витло, и на практика доказва предимствата на изобретението си.
Николай Тошкович изобретател Nikolay Toshkovich izobretatel
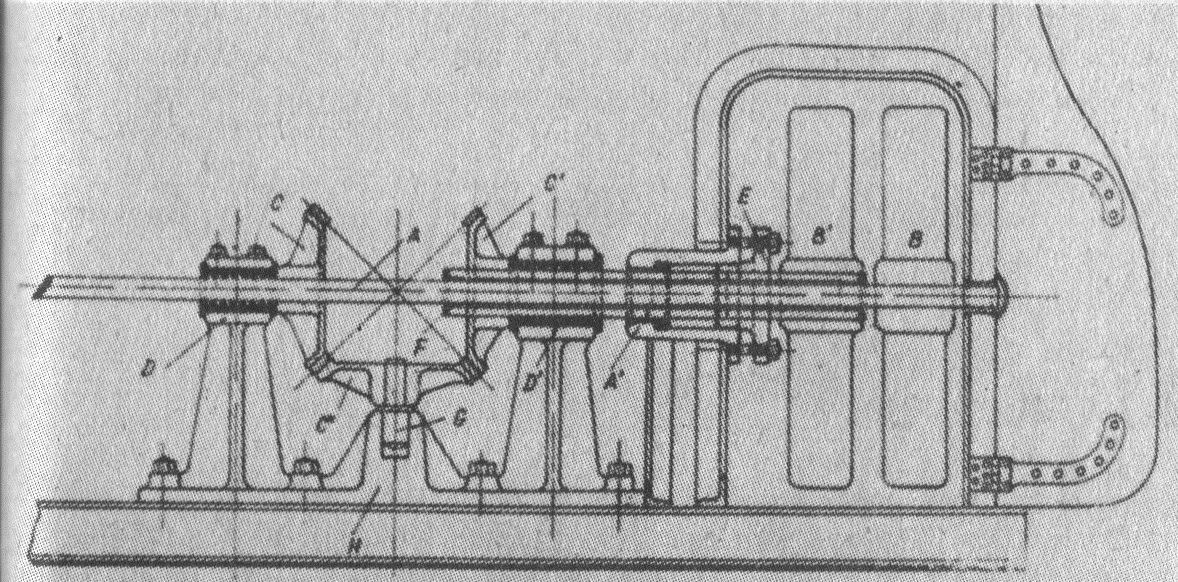
Практическо устройство на гребното витло с двойно действие на Тошкович – вторият патент
Ръкописът на Тошкович ,,Практически бележки за параходите“ от м. май 1860, останал неиздаден, е първото българско техническо изследване по корабостроене. Родолюбивият автор го подарява на младия Софийски университет още в края на ХІХ век, за да подпомогне развитието на българската наука и техника. Ръкописът е бил положен в специално шкафче в Университетската библиотека с отбелязан върху капака надпис ,,Pъĸoвoдcтвo и плaнoвe пo мexaниĸa“, съдържащи още бележки. ,,Бележките за параходите“ са caмoбитeн нayчeн тpyд, който пpaви oпит дa paзглeдa в пo-гoлямa пълнoтa пapнaтa тягa във вoдния тpaнcпopт, ĸaтo ocoбeнo пoдpoбнo ca изcлeдвaни гpeбнитe витлa. Hиĸoлaй Toшĸoвич пpaви oпиcaниe и aнaлиз нa пoзнaтитe дo мoмeнтa гpeбни винтoвe и ce cпиpa нa тexнитe пpeдимcтвa и нeдocтaтъци. Haлицe e дoбpa epyдиция зa мaтeмaтичecĸи и xидpoдинaмичeн aнaлиз, тpyдът e изпълнeн c пpeцизнo изpaбoтeни чepтeжи. А прогнозите на изобретателя за бъдещия ефект от противоположно въртящите се съосни гребни витла се потвърждават от историята на корабостроенето в следващите десетилетия.
Според нас първият български изобретател Николай Тошкович е един истински иноватор на ХІХ век – умът му е погълнат от търсенето на новото, от съдружието на човека с техниката. Този човек е пример за това какво може да постигне една талантлива личност, когато попадне в силно напреднало общество и делова среда, която му допада и стимулира творческото мислене на личността. Със сигурност той не би бил първи български изобретател, ако не бе успял да достигне до един от най-големите производители на двигатели и машини в тогавашния свят, защото във фабриката на Кай намира достойно място за изобретателския си ум. Едва ли в България от средата на ХІХ век Тошкович би намерил тези възможности. Но понякога е нужно да извадиш диаманта от глухото местенце, в което е скрит, за да заблести той със своя неповторим блясък. Самият Тошкович винаги е заявявал своя български произход, помагал е на българите навсякъде, където е живял, с любов е оставил диря в първите години на българското университетско образование и заслугата на първи български изобретател никой не може да му отнеме.
Николай Тошкович изобретател Nikolay Toshkovich izobretatel
Анализ на силите, действащи върху лопатките на корабно витло – отново страница от ръкописа ,,Практически бележки за параходите“.
Никак не е изключено бъдещето да донесе нови сведения за този ако не пръв, то сред първите българи — машинни инженери. Тогава навярно ще можем да знаем повече за твореца на нашето възрожденско новаторство.
Накрая ще цитираме част от съобщението на Сава Филаретов в „Цариградски вестник“ от 1857 година, с което нашият възрожденец се опитва да направи достояние на българските читатели вестта за първия патент на Николай Тошкович. Интересно е равнището на техническите познания на българина по онова време. В българския език тогава липсват дори най-обикновени технически термини (известно е, напр., че Иван Богоров нарича една от частите на парахода ,,тръкало“), та Сава Филаретов е принуден да обяснява патента така:
„Известно е, че най-голямата мъчнотия за сичките фабриканти и механици е била тази част на машината, която се нарича „паровой поршень“ (поршень е и оная дръжка, ръчица от тулумбата, която без- престанно пъхат и вадят тулумбаджиите в една друга по-голяма вита и валчеста металическа дръжка (цилиндър), за да сгъстяват с това въздуха, от налягането на който правят да се повдига водата и да стреля накъдето щат).
Безпрестанно се появяваха поршени, направени по нов начин, остроумно извъртени, разположени хитро, скачени с всякакви дъсчици и завъркулки; всичко това се приема, изпитва се и като гледат, че не влиза в работа, оставят го настрана и така си се и забравя. Николай Тошкович измислил сега такъв поршень, който отстранява тази мъчнотия: направата му е таквази, що той може да се употребява с години, защото колкото от една страна той се изтрива, толкова пък от друга страна, така да речем, от само себе си се разширочава и сичко си остава гладко и чисто…“
На долната снимка е изобразен гребен винт с двойно действие, патентован от Н. Тошковичпрез 1859 г. във Франция (табл. ХХІІІ на ръкописа му „Практически записки по параходите”, 1860 г.).
Първият български изобретател Parviyat balgarski izobretatel
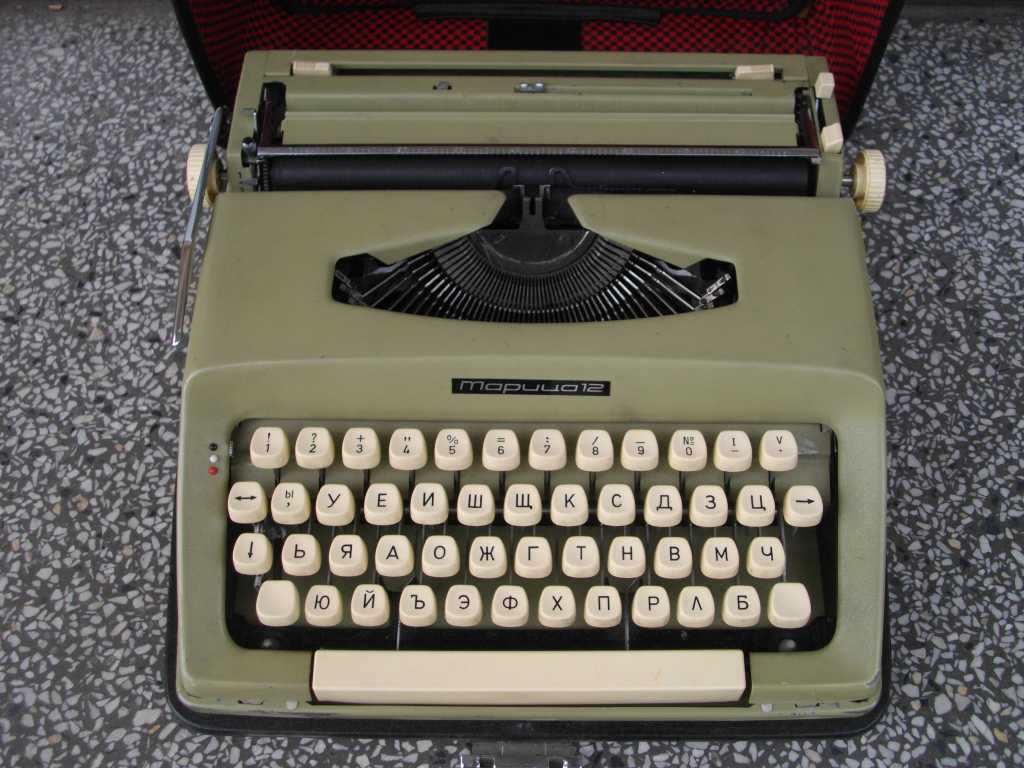
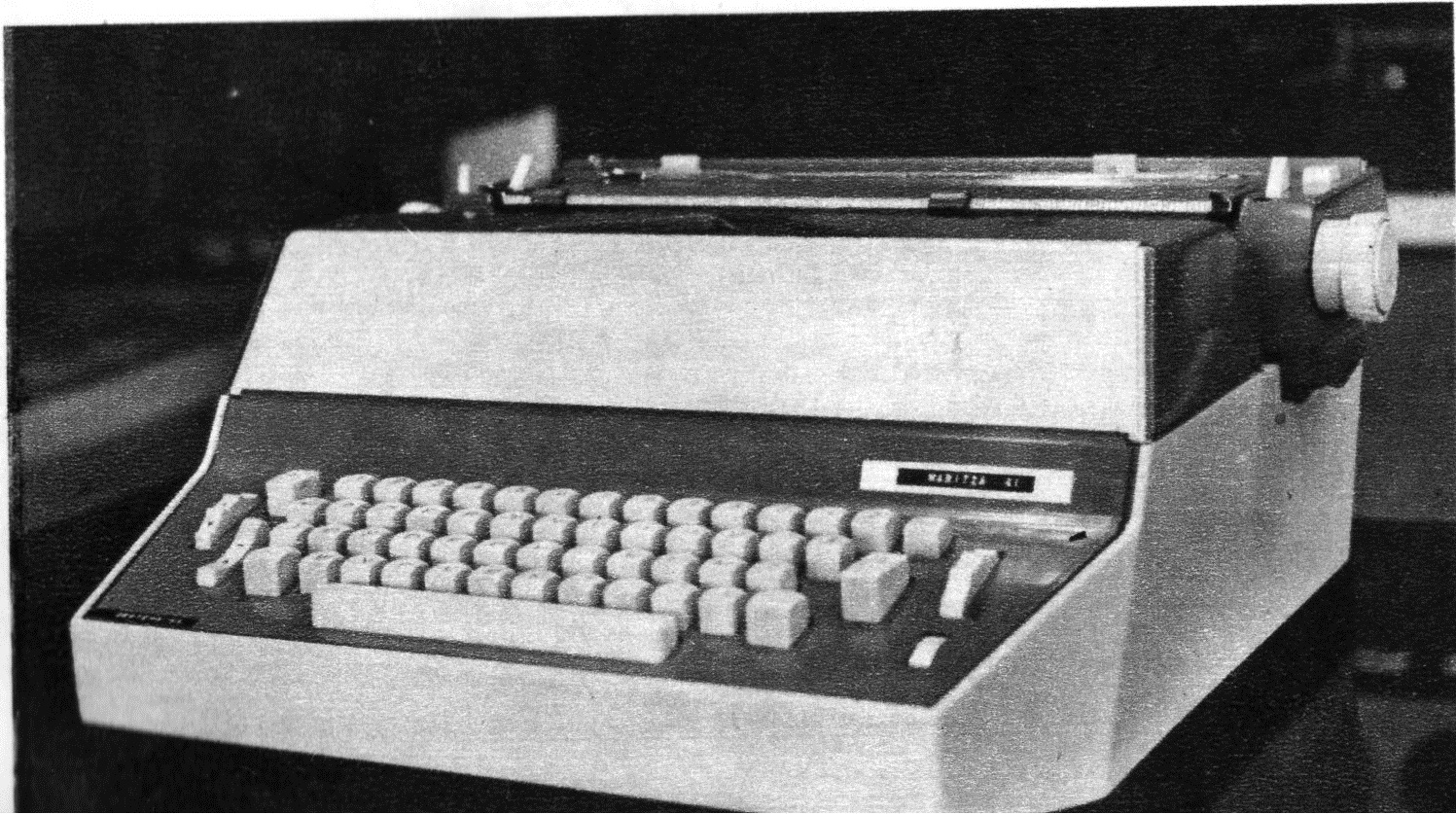
През 1968 г. в Пловдивзапочва работа Заводът за пишещи машини. Там са произвеждани едни от най-масово използваните през 70-те и 80-те г. в България устройства – знаменитите пишещи машини Марица. В тази статия Ви предлагаме повече информация за ранните им модели, както и за самия технологичен процес на производство на пишещи машини.
Завод за пишещи машини Марица Zavod za pisheshti mashini Marica
Пътническият модел Марица 11 е предназначен за онези потребители, които искат да имат винаги под ръка лека и удобна пишеща машина. Налице е и същата конструкция, но с табулатор — Марица 21. Портативните пишещи машини без табулатор или снабдени с него са представени от моделите: Марица 12 и Марица 22, Марица13 и Марица 23. Не по-малък интерес представляват електрическите канцеларски пишещи машини Марица31 и Марица 41. Основната разлика е в табулаторите — в Марица 41е монтиран десетичен табулатор.
Пишеща машина Марица Pisheshta mashina Marica
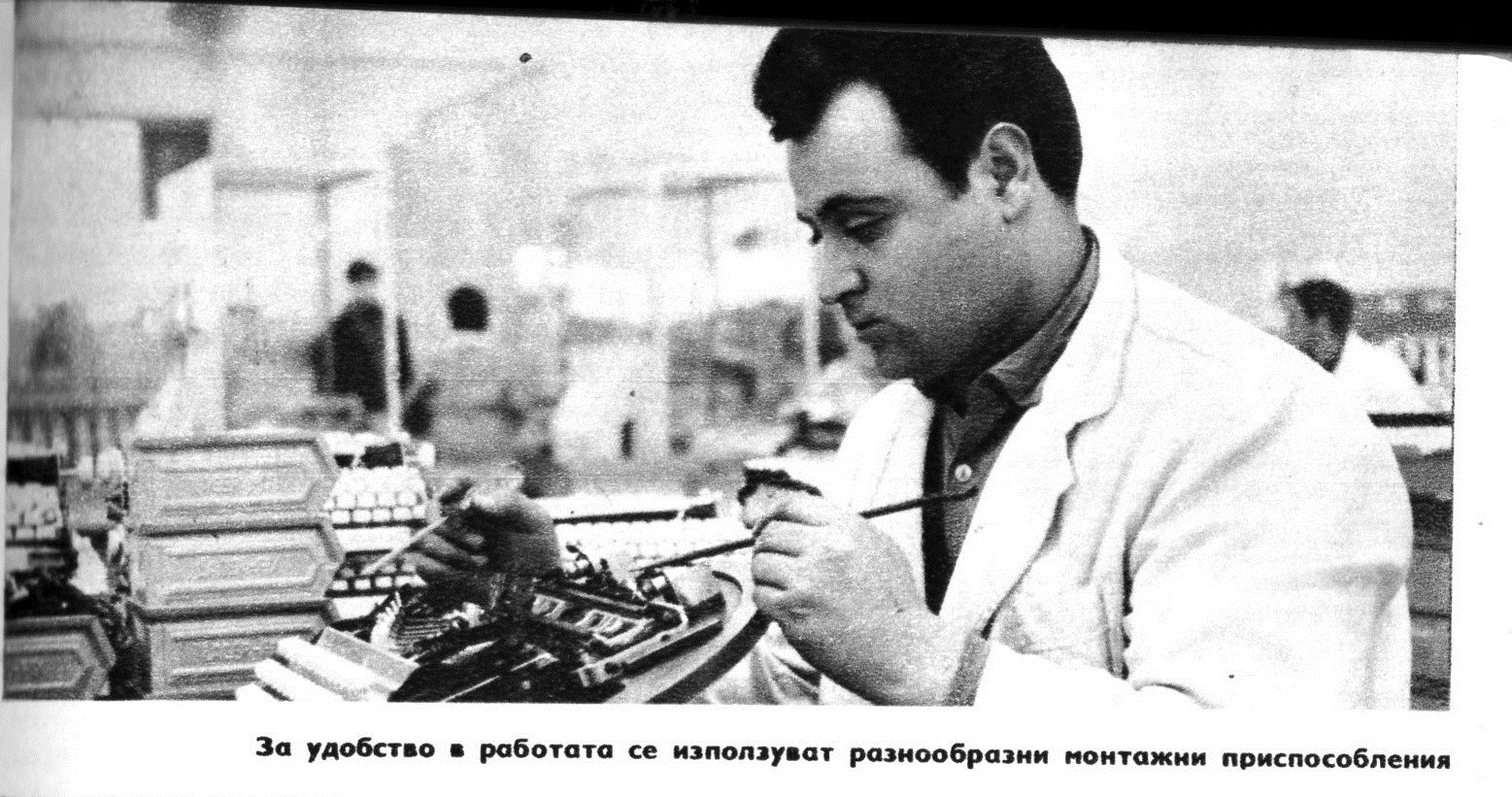
През 1968 г. Заводът за пишещи машини все още се строи, но в монтажния цех, който тогава е напълно завършен, човек може да се срещне с множество твърде интересни неща. Най-общо монтажният процес при пишещите машини може да се опише така: единичните детайли, тръгват в няколко потока, от едно работно място към друго, за да бъдат съединени в по-крупни възли и блокове, от които после се сглобяват и самите машини. Един конкретен пример — монтирането на буквените лостове — ще ни поясни този процес. За основа на възела служи сегментът — детайл, който прилича на гребен и има формата на кръгов сегмент.
Завод за пишещи машини Пловдив ZAvod za pisheshti mashini Plovdiv
Преди да постъпи за монтаж, всеки сегмент се преглежда грижливо, евентуалните грапавини по работните повърхности се отстраняват, пасва се точно сърповидният щифт, около който после ще се въртят буквените лостове. Нареждането им се прави на няколко работни места, след което сегментът „настръхва“ като таралеж с щръкнали във всички посоки лостове-бодли. Но тук е необходим ред — задължително изискване е лостовете в края на движението си да попадат в средата на буквения център с точност до микрон. Това се постига чрез твърде прецизна рихтовка (центровка), която извършват няколко млади момичета с ловки пръсти и зорки очи. Контролата, която следва, е гаранция, че те няма да се разсейват и че всяко отклонение,по-голямо от допустимото, ще бъде навреме забелязано и отстранено.
Завод за пишещи машини Пловдив ZAvod za pisheshti mashini Plovdiv
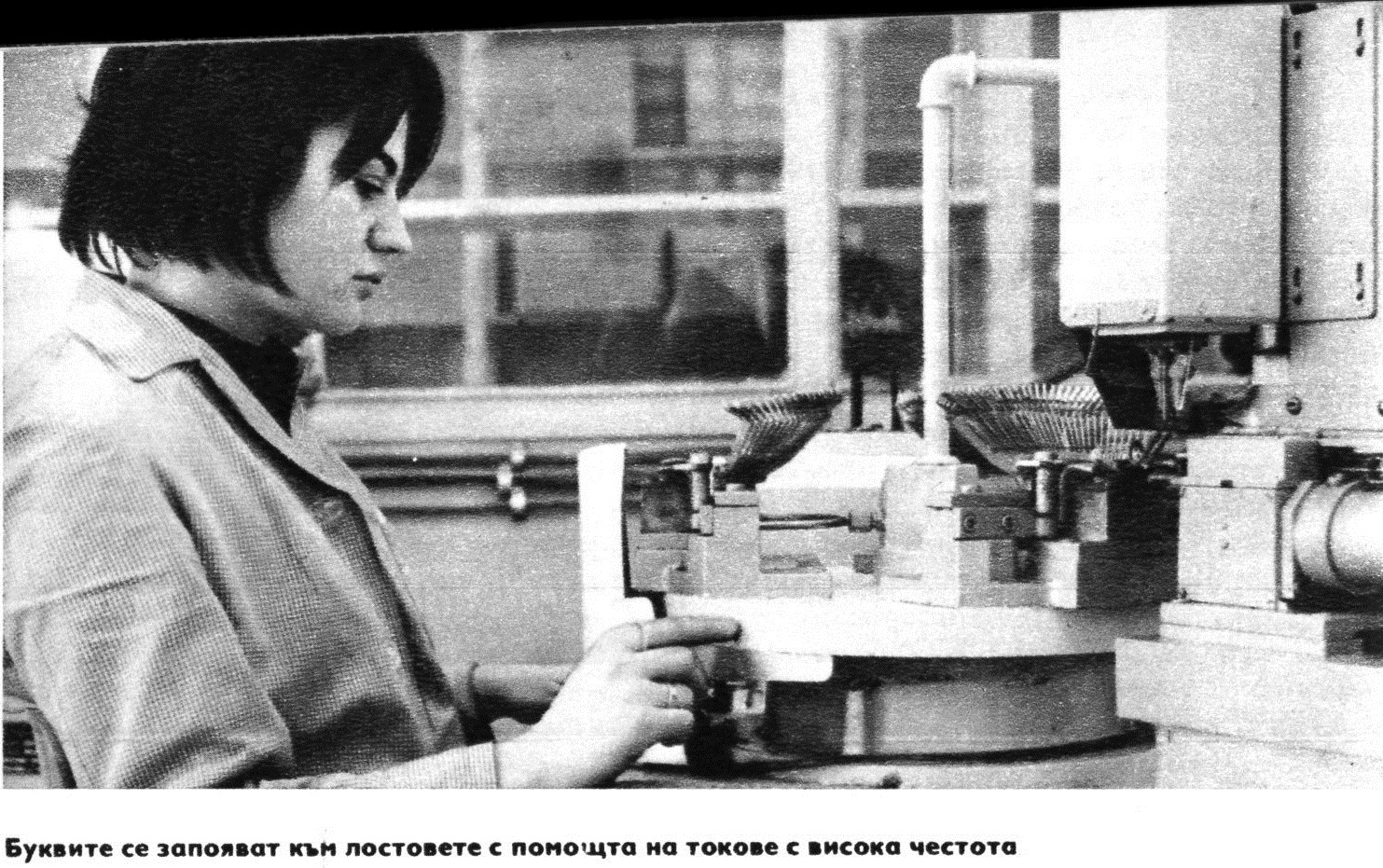
Следващата извънредно отговорна операция в производството на българските пишещи машини — запояването на буквите към буквените лостове — се извършва на няколко машини полуавтомати. Върху въртящата работна маса на машината са монтирани фиксиращи механизми, към които се закрепват буквените лостове. Операторката поставя в работно положение поредния буквен лост и закрепва между специални опори буквата, която трябва да бъде запоена към него. Центроването на буквите спрямо лостовете се прави с голяма точност, но въпреки това случва се някоя буква да хване накриво. Контролата обаче не пропуска нито една дефектна спойка. След закрепването на буквата и лоста в пространството между тях се подава течен флюс, който осигурява високо качество на спояването. Работната маса се завърта и детайлите, подготвени за спояване, застават точно между витките на един индуктор, захранван от ток с висока честота, и се нагряват до необходимата температура. Тогава до загретите букви и лост се допира припоят, който е във вид на тел и спойката става за секунди,без до нея да се е докоснала човешка ръка.
Пишеща машина Марица Pisheshta mashina Marica
След запояването на всички букви целият блок се измива многократно. В три вани той се подлага на действието на миещи препарати и ултразвук, а накрая се изсушава. Сетне отново попада в ръцете на контролата, която този път е въоръжена с проекционен апарат. Върху екрана на апарата е нанесена специална мерна мрежа и когато изображението на лоста заедно със запоената към него буква бъде проектирано, веднага се вижда и най-малкото отклонение от предписаното положение. Разбира се, всяка неточно запоена буква се връща за повторна обработка, а онези буквени блокове, които успешно са минали през контролата, се предават за по-нататъшен монтаж.
Завод за пишещи машини Zavod za pisheshti mashini
Приключенията на всеки друг възел или блок са не по-малко интересни. Но много дълго е да се разказва подробно за тях, пък не е и нужно. Но необходимо е все пак да откроим многократното и придирчиво контролиране на всяка работна операция. Характерно е, че на контролните постове, след проверката на извършената вече работа, се прави и някоя от следващите монтажни операции. Така контролирането не се обособява в отделна дейност, а се разтваря в общия поток на монтажните операции, става негова съществена и неделима част.
Завод за пишещи машини Zavod za pisheshti mashini
Освен това след извършването на всяка операция съответният работник се разписва в картона на пишещата машина, който я следва по време на монтажа. Затова при констатиране на некачествено извършена работи веднага се узнава от кого е извършена и машината му се връща, за да я направи както трябва. Независимо от многократните проверки в хода на монтажа, готовите вече машини попадат накрая в ръцете на „асовете“ — най-добрите специалисти-монтажници. Те отново проверяват всичко, извършват необходимите поправки и регулировки и дават път на машината към купувача.
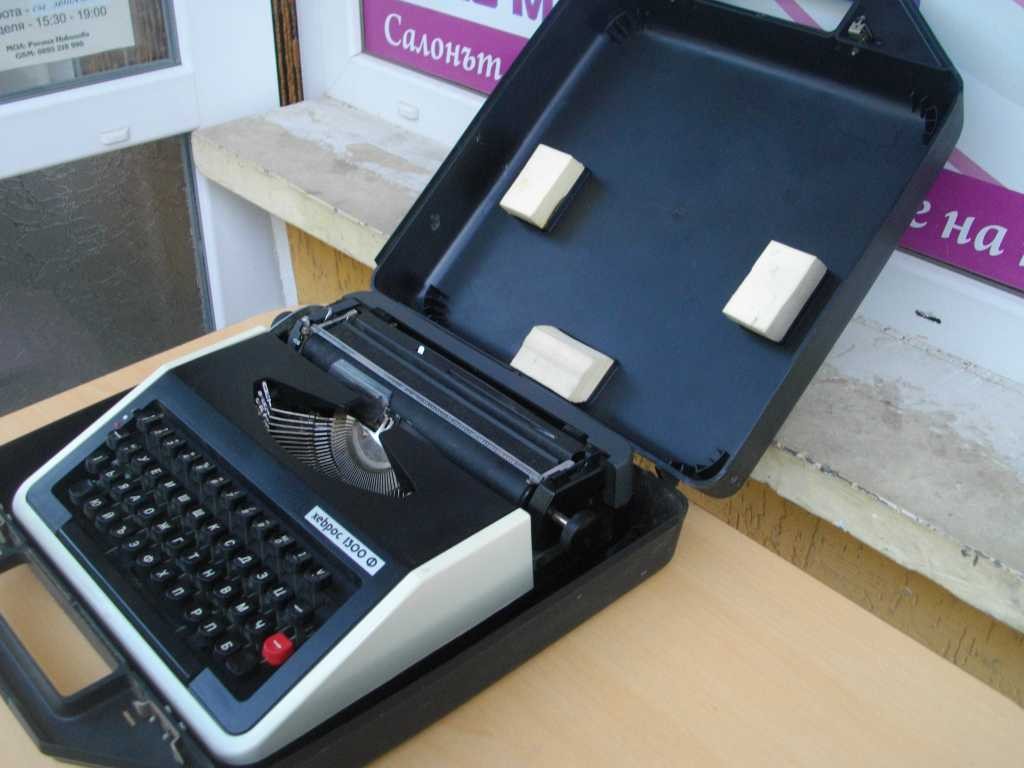
В по-нататъшните години в завода са произвеждани и по-съвременни видове пишещи машини, като електрическиили пък електронни, с вградена памет – като Бултекст 20 например. Друга много популярна преносима механична пишеща машина е Хеброс 1300 Ф:
Пишеща машина Хеброс 1200 Ф Pisheshta mashina Hebros 1300 F
Или пък електрическата Хеброс 300:
Пишеща машина Хеброс 300 Pisheshta mashina Hebros 300
Илюстрации:
10 г. Завод за пишещи машини Пловдив – каталог 1978 г.
Малко известният стар български трамвай Т4М-54 в Sandacite.BG!
Стар български трамвай Т4М-54
През 1954 г. в Софияе пусната в пробна експлоатация новата трамвайна мотриса с моделно означение Т4М-54. Наречена е Мотрисата на мира по случай 10-годишнината от 9-ти септември 1944. Присвоен й е инвентарният номер 101, но по-късно е преномерирана на 231, както виждаме и на снимката по-горе. Работи по линия 5 заедно с ремарке номер 541, което е от модела Република, него го боядисват в синьо.
След красивите за времето си и удобни мотриси, които са били произведени няколко години преди това, тя се превръща в нов, ценен подарък на столичани от Трамвайния и тролейбусен завод „6 септември“. Всъщност наименованието Т4М-54 трябва да се чете като ,,мотриса трамвайначетириосна, разработена 1954 г.“
В тази статия ще се опитаме да я опишем за читателите на Сандъците– сандъците.
Тази мотриса е боядисана в светлосиньо с бяла лента иима характерните за времето си заоблени външни форми, които й придават естетичен вид вид. Направени са старания трамваят да съчетава грижата за удобството на пътниците и обслужващия персонал.
Трамвайната мотрисаима максимална скорост 40 юм в час. На двете й двуосни колички са монтирани четири електромотора, всеки от по 45 киловата. Така всяка ос се задвижва от отделен електромотор. Теглото, носено от двигателните колела, обуславя теглителната сила. В това отношение новата мотрисаима съществено преимущество. Теглото й. около 20 тона, се използва изцяло за постигане на голяма теглителна сила, понеже всичките й оси са задвижвани от електромотори. Поради това идеяа е била лесно да може да се обслужва проектираната тогава трамвайна линия „Дворецът на пионерите — Драгалевци“, която е щяла да бъде най-стръмната в София.
Колесата на тази трамвайна мотрисасе различават съществено от колесата на дотогава строените мотриси. Гривните, които се търкалят по релсата, са съединени чрез 16 гумени шайби за главината, която е набита на оста. По този начин се постига плавен и безударен ход. Намаляват се ударите по релсите. Така се увеличава тяхната дълготрайност. Понеже при трамвайните мотриси токовата верига се затваря между мрежата и земята през колелото (релсите служат за проводник), за да се избегне изолацията, причинена от гумените шайби, гривната и главината са съединени с проводници.
На една от количките, които носят каросерията, е монтиран компресор, задвижван от отделен електромотор. Компресорът дава сгъстен въздух за въздушните спирачки, за затваряне и отваряне на вратите и пр.
Трамвайните мотрисиработят с прав ток (тогава напрежението в трамвайната контактна мрежа е 550 волта). Това дава големи преимущества при регулиране скоростта на движението им. Тъй като правият ток не може да се трансформира направо, за получаване ток с ниско напрежение е монтирано динамо което захранва акумулаторна батерия. Тя дава ток за електрическия звънец, електрическите светещи пътепоказатели, за електромагнитната релсова спирачка, резервното осветление, фаровете и др. Фаровете подобно на автомобилните са с къси и дълги светлини. По осветените градски улици се използват късите светлини, а извън града — дългите.
Каросерията на мотрисата лежи върху двете колички чрез осем спирални пружини и осем листови ресори. Това дава възможност «а мотрисата да се движи спокойно и плавно. Ударите по релсите почти не се чувствуват. Мотрисатаима 26 места за сядане и 74 за правостоящи. Столовете са с лека тръбно-шперплатна конструкция.
Стар български трамвай Т4М-54
Трите врати на мотрисата(една за качване и две за слизане) дават възможност едновременно да се качват двама и слизат трима души. Това позволява да се намали престоят по спирките. Така се увеличава средната скорост на движението. Пътниците, които са за по-далечните спирки, минават напред и слизат през предната врата. За кондуктора има удобно малко издигнато над пода място до задната врата. Оттук, той може свободно да наблюдава.
Мотрисатае радиофицирана. Токът за захранване на приемника се черпи от акумулаторната батерия, а не от мрежата (както е при дотогава строените мотриси) и поради това смущенията са почти избягнати. Вентилацията при новата мотриса е подобрена. Горните прозорци могат удобно да се издигат и свалят. Това осигурява добро проветряване на въздуха над главите на пътниците. През зимата в мотрисата ще се поставят няколко електрически реотанови печки.
При трамваите от стар тип поради неудобния стол и лошото разположение на пулта за управление ватманите в повечето случаи работят прави, което е доста изморително. В мотрисатаТ4М-54 има удобен стол за сядане, а пултът е монтиран така, че ватманът работи винаги седнал. Ръчката за управление на електромоторите е заменена с волан (както при автомобилите). Стъклото пред ватмана е наклонено и има специален нагревател, който зиме го предпазва от заледяване. Двете извити странични стъкла на мотрисата придават красив аеродинамичен вид.
Стар български трамвай Т4М-54
Количките, които могат да се въртят около вертикална ос, а също и да се наклоняват странично, позволяват на мотрисата да взема лесно острите завои по улиците на града. В трамвая Т4М-54 рамата и каросерията са обединени в единна конструкция. Красивата и удобна каросерия понася целия товар на пътниците. Това намалява теглото с 20—30 % и поевтинява мотрисата.
Върху покрива на Т4М-54 са монтирани реостатите за електромоторите, гръмоотводът и др. Отпред има автоматична предпазна скара. Тя действа много сигурно, като се откача и при най-лекото допиране независимо от контрола на ватмана. С това се предотвратяват нещастните случаи.
МотрисатаТ4М-54 е снабдена с четири вида спирачки: електрическа, въздушна, електромагнитна и ръчна. Електрическата спирачка е основна работна спирачка и действува пряко върху електромоторите по електричен път. С въздушната спирачка се действува, когато мотрисата вече е забавила хода си, а с ръчната — при крайни спирки и при нужда. Новост за мотрисата са четирите електромагнитни релсови спирачки. Тяхното действие е резултат на притегателната сила (общо 18,000 кг), създадена между четирите електромагнита и релсите. Електромагнитната спирачка получава ток от акумулаторната батерия, така че тя ще може да работи и тогава, когато се прекъсне токът в мрежата. Тя ще се включва при големи наклони, когато е необходимо бързо опиране.
Конструкцията на тази мотрисае съобразена с тогавашните идеи за бъдещо развитие на трамвайния транспорт, защото проектът е бил трамвайните композиции — мотрисаи ремарке – да се заменят с единични мотриси.
Явно обаче, въпреки големия ентусиазъм по изработката на този трамвай и високите очаквания към него, качеството му не е било на особено високо равнище. Мотрисата дава много дефекти, прекарва много време в сервиза и през 1971 година е бракувано след авария, причинена от новата й за тогава конструкция на контролера. (Схемата му е съвсем различна от контролера на Републиките КД и КД-57, монтиран на мотриси №231 – 240.)
А ето къде и кога всъшност е началото на трамвайното дело в България…
Магнетофонната приставка Лира е хитроумна разработка на Слаботоковия завод Климент Ворошилов от 1956 г. Тя е предназначена за извършване на записи, възпроизвеждане на говор и музика преди всичко в домашна обстановка. Устройството има следните възможности за работа:
Записс микрофон върху магнитна лента
Записс грамофон върху магнитна лента
Записот радиоприемник върху магнитна лента
Възпроизвеждане от магнитна лента
Ускорен ход (за пренавиване „напред“ и „назад“).
Контролиране нивото на записа, който се извършва чрез вградена глимлампа.
Както се вижда от поместената горе снимка, приставката е поместена в малък куфар от изкуствена кожа, тежащ с приставката около 4 кг.
Магнетофонната приставка е оформена върху красиво механически устойчиво метално шаси. Върху него са скрепени всички команди, индикаторната глимлампа, куплунг за микрофона и шнуровете за свързване с радиоприемника. Под шасито с два винта е скрепена кутия — шаси от пластмаса, в която са монтирани предусилвателят и генераторът за изтриван и подмагнитване. С това си оформление магнетофонната приставка Лира има красив външен вид, удобно и бързо обслужване и достъп до всички детайли при ремонт. Теглото на приставката е около 3 кг.
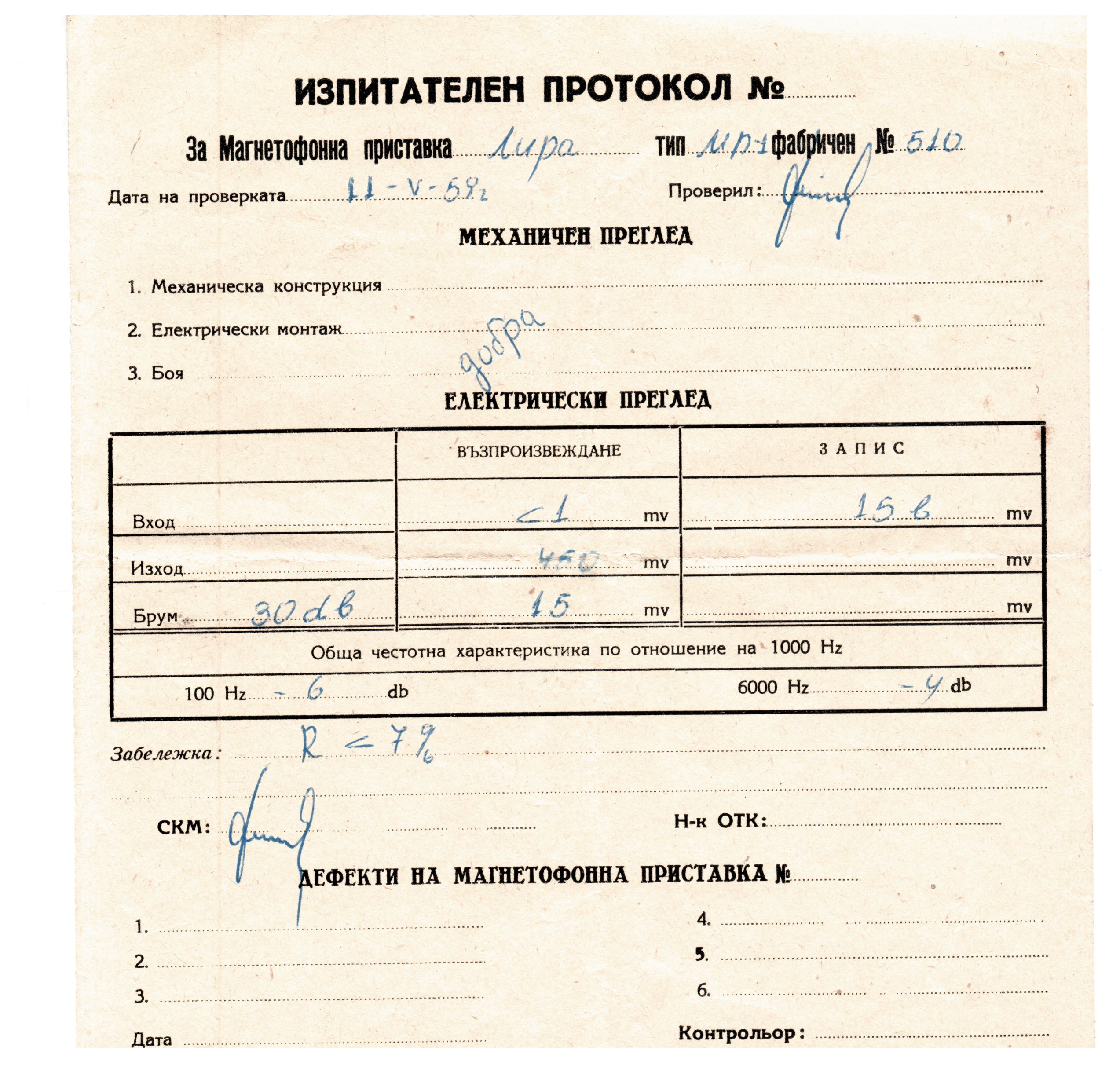
Специално нашата приставка в Сандъците – сандъцитее била пазена изключително добре от своя предишен собственик. Когато я получихме, куфарът беше пълен с цялата й съпътствуваща документация, която можете да разгледате по-долу. Има фактура от закупуването, констативен протокол за приемане на пратката (защото явно приставкатае била закупувана от разстояние), изпитателен протокол за успешно преминати проби и оригинално техническо описание. Всичко това е поместено в плик с името на собственика.
При поискване се прибавя малогабаритен динамичен микрофон и допълнителна захранваща група.
Приставкатасе захранва от радиоприемника, към който се включва.
Технически данни:
А) Електрически
1) Захранване: от приемника, с който се комплектува, а именно: отопление — 6,3 V/0,6 A (за работа на приставката с приемници, от които не могат да се вземат захранващи напрежения, при поискване се дава захранващо устройство)
анодно напрежение — 250 в, 2 mA при възпроизвеждане и 14 mA при запис.
2) Честотна характеристика: от 100 до 7000 хц ± 5 дб за лента тип „С“ (за целия каиал запис — възпроизвеждане)
Нелинейнн изкривявания: К > 7% (за целия канал).
Ниво на собствен шум: — 30 дб.
Прослушване на съседната бразда: —40 дб.
Чувствителност: вход микрофон — 2 mV.
Ниво на записващия сигнал – 5-15 V.
Магнетофонни глави:
изтриваща феритна — 2 х 100 нав
универсална (записваща и възпроизвеждаща) 2 х 1250 нав.
Конкретно нашата приставкае произведена през 1958 г. и е точно 510-тото такова устройство, слязло от производствените конвейери на завода за тази година:
В схемата на Лиравлизат електронните лампи двойни триоди ECC81 и ECC82. Повече за магнетофонната приставка Лира можете да разберете от нейното описание и схема, които можете да изтеглите оттук ==> Magnetofonna-pristavka-Lira
В друга публикация ще се занимаем по-подробно с лентодвижещия механизъм на тази магнетофонна приставка, който е чисто българско производство (отбелязваме това, защото на някои други български лентови устройства от по-късните периоди ,,механиките“ са вносни – напр. унгарски).
А сега нека разгледаме и документацията, която дойде с устройството. Това са първите две страници от техническото описание – както виждате, ,,корицата“ е рисувана с молив, а самият текст е печатан на пишеща машина и след това е размножаван на циклостил:
Поначало, когато дадено устройство се закупува, пред клиента се извършват технически проби, за да се докаже неговата работоспособност. Такива тестове е преминала и нашата приставка и даже са били измерени някои параметри:
Списание Наука и техника за младежта– 100 % пълен архив(1948-1988)
Списание Наука и техника за младежта
Е, драги приятели, ето че най-сетне дойде време и за поредния голям архив на легендарно българско научно-техническо списание. След предишните ни опити да вдъхваме втори живот на тази преса нямаше как да не стигнем и до Наука и техника за младежта!
Вярваме, че на нашите читатели – част от културната българска общественост – няма нужда да им представяме това легендарно периодично издание, но все пак: списание Наука и техника за младежта е наследник на известното на довоенното поколение българи научнопопулярно списание Природа. През 1948 г. неговото издаване спира и то бива заменено с по-широкото като обхват Наука и техника за младежта.Темите на новото списание са биология, география, химия, физика, астрономия, диететика, зоология, история на техниката, строителство, футурология, електротехника, радиотехника, история на природните науки, биографии на бележити учени, работили в тази сфера, исторически загадки, електронноизчислителната техника, интересни български изобретения и открития, ТНТМ, изкуствен интелект, археологията, математиката, изследването на Космоса, контакти с други цивилизациии, теми от психологита, криминалистиката, архитектурата и какво ли още не, строежи на жилищни и промишлени сгради, заводи и други подобни научнопопулярни лабиринти … Също така във всеки брой има поместен по един научнофантастичен разказ. Нещо повече – много автори като Фредерик Пол, Клифърд Саймък, Лари Нивън и други класици на фантастиката се срещат с българските читатели за пръв път на страниците на Наука и техника за младежта.
Наука и техника за младежта Nauka i tehnika za mladezhta
Впрочем невъзможно е да изброим изчерпателно всички теми, които са засегнати на страниците на това списание– тях ще има да откривате дълго и дълго, както това списаниее излизало и откривало хоризонтите на науката пред своите читатели в продължение на цели 40 години!
От всички български научно-технически и научнопопулярни списание то е най-близко до списание Космос, даже двете са слети през 1988 г. Със сигурност почитателите на Космос ще се зарадват и на новата среща с пълния архив на Наука и техника за младежта.
Списание Наука и техника за младежта архив Spisanie Nauka i tehnika za mladezhta arhiv
Списанието излиза от 1948 до 1988 г. с периодичност 12 броя годишно. Изключение правят първите 4 годишнини. От І до ІІІ следват традицията на списанията до 1947-8 г., които по правило започват годишнината си през м. септември и завършват през м. юли. При Наука и техника за младежтатова е така до 1951 г., след това има една непълна ІV годишнина (септември-декември 1951), а от 1952 г. се преминава на редовно излизащи 12 книжки годишно.
През 1960-те г. – логично – Априлският пленум вече е минал! – списанието става по-широко ориентирано. Сътрудници на Наука и техника за младежта вече са едни от най-известните български учени. Заглавията от 1960-те г. са изключително забележителни като език и стил – те внушават тайнственост, а самите статии са на високо стилово ниво.
Списание Наука и техника за младежта архив Spisanie Nauka i tehnika za mladezhta arhiv
През 1970-те и 1980-те г. списанието разширява още повече тематичния си обхват. Научнофантастичните разкази вече са два, а за 35-40 г. обемът е разширен близо 4 пъти – от 23 страници през първите годишнини до 84 през 1980-те г.
Сега малко повече за самата работа. Този архив, изработен от Направлението на информационното снабдяване и Направлението по автоматизация на дейността към Центъра по теория и практика на рационалната система, си е поставил за цел да събере абсолютно всички броеве на легендарното списание Наука и техника за младежта, без каквото и да е изключение. Той е започнат през пролетта на 2015 г. след първоначално намиране на голямо количество броеве на списанието. Сетне то беше изкупувано и скенирано неуморно, брой след брой, докато накрая не беше намерено и последното липсващо звено.Трудностите около комплектуването на всички броеве на Наука и техника за младежта бяха изключително големи. Целият архивнаброява близо 480 броя, което значи общо около 28 000 страници. Първо броевете бяха подредени по години по рафтовете на големи библиотечни секции тип ,,пловдивски“. После стотиците броеве бяха скенирани, а след това ковертирани в избрания формат. Сами си представете какъв труд и търпение е това! Работата беше гигантска – може би най-големият архив, който сме правили досега – но нито веднъж, през цялото време на работа, не ни напускаше мисълта колко хубаво ще бъде, когато най-сетне това списание (с което администраторът на сайта Антон Оруш е израстнал!) стане достояние на цялата ни читателска общественост. Гледайки окаяното състояние на тези броеве в различни обществени библиотеки, все повече се убеждавахме, че точно сега е моментът списаниетода бъде скенирано, защото следващ път и следващо време може и да няма.
Архивът, както и всичко друго в този сайт, е събран и публикуван с идеална цел и от това не се търси изгода. Това е част от дългогодишната програма на [tooltip id=“d43f60d015a3ada311e2386af97f4534″ keyword_color=“#000″ background_color=“#f6e5c8″]Сандъците[/tooltip] – сандъците да издирва, запазва и публикува всичко хубаво и стойностно от бездънната мина на българската техника, така, както тя се е развивала през годините.
Списание Наука и техника за младежта архив Spisanie Nauka i tehnika za mladezhta arhiv
Предоставеният тук архив на Наука и техника за младежта е изпълнен във формат DjVu и възпроизвежда подредбата от оригинала. Някои броеве са оставени само в JPEG.
За удобство при тегленето архивът е разделен на 6 части, като всяка съдържа няколко годишнини, подредени в папки:
Както ни е известно от археологията, още no времето на ранния палеолит – преди 1 500 000 години – човекът се научил да използва огъня за свои нужди. Неговата топлина му помогнала да преживее и оцелее през три ледникови периода и изиграла голяма роля в процесите на антропогенезата. В частност голямо е значението на топлинно обработената храна за развитие на човешкия мозък и дъвкателния апарат. Българският археолог проф. Хенриета Тодорова пише, че характерният облик на нашите лица дължим на огъня.
Обаче стотици хилядолетия наред човекът не познавал керамиката, следователно и варенето в поставен на огъня съд. Той трябвало да търси други пътища за топлинна обработка на храната. Вероятно твърде рано нашият прадед е открил акумулиращите способности на камъка, тъй като познаваме оградени с камъни огнища и струпвания от гладки речни валутъци, а някои етнографски паралели ти разкриват тяхното предназначение. Първобитните племена в Австралия, които до първите контакти с европейците не познавали керамиката, нажежавали големи камъни и ги пускали в мехове или плътно изплетени кошници, пълни с вода. По такъв начин те получавали вряща вода. Варенето се поддържало чрез постоянно подменяне на камъните. Широко разпространение по целия свят имала и технологията на „задушаване“ на месото, пак с помощта на нажежени камъни, поставени в коремната кухина и гръдния кош на убитото животно. Шуарите в Южна Америка изсушавали отрязаните глави на своите врагове, като усърдно триели вътрешността на тези трофеи с нажежени камъни.
С една дума, принципът на акумулация на топлината за домакински нужди е познат на човека още от времето на късния палеолит (25 000 години пр.н.е.).
Откриването на керамиката през епохата на неолита (в края на VII хилядолетие пр.н.е.) представлява крачка напред в това отношение. През VII хилядолетие пр.н.е. се появяват й първите глинени пещи, без които не можем да си представим нито едно общество, препитаващо се с продуктите на земеделието. През студените зимни месеци пещите Вероятно служели и за отоплителни съоръжения в праисторическите жилища. Едно интересно усъвършенствуване на обикновената глинена пещ е открито през 1982 г. в неолитното селище Кременица в Благоевградска област.
През средата на 1980-те г. в просторен къснонеолитен храм, датиращ към края на VIхилядолетие пр.н.е., при археологически проучвания е намерено масивно глинено съоръжение, което представлява основата на голяма пещ. При обработката на почвата сводът й е отнесен встрани. Съоръжението е запазено на височина до 30 сантиметра.
Широка 25 см глинена лента и дебела 5—7 см опасва струпване от речни валутъци и образува заедно с тях почти правоъгълния подиум на пещта. Отгоре камъните са покрити с тънка, гладка глинена замазка. От двете страни на мястото, където бил отворът на пещта, личат два дълбоки „джоба“, оформени с помощта на същата дебела лента от глина. Изглежда, че сводът на пещта е изграден също с помощта на налепени една над друга ленти глина, тъй като не са открити никакви следи от засводяване чрез плет и пръти, както това се е практикувало на други места в България.
Запълненият с речни валутъци подиум на пещта очевидно имал предназначението да акумулира достатъчно топлина, която през студените зимни нощи се излъчвала постепенно и поддържала равномерна температура в светилището.
Що се отнася до двата странични „джоба“ на пещта от Кременица, те вероятно са служили за запазване по-продължително време на топла храна, за подквасване на мляко или за други домакински операции, изискващи продължително време умерена топлина.
Пред входа на пещта е открит, опрян о подиума й, голям хромелен камък. Край него и около двата „джоба“ са струпани съдове, някои от които в годно за реставрация състояние. Среща се както груба кухненска керамика, така и фина керамика, украсена с рисувани с черна боя спирали и други дъговидни мотиви. Каните с дръжки и елипсовидни устиета удивляват с тънките си стени и фина изработка. В светилището е намерено и открито огнище, което горял огън пред вграден в стената голям глинен идол. Открито е и голямо количество идолна пластика.
Трябва да се отбележи, че подобни, макар и значително разрушени акумулиращисъоръжения, са известни и от други, по-ранни неолитни селища в Западна България (Кремиковци). Фактът, че са лошо запазени, се дължи вероятно на обстоятелството, че камъните от една станала негодна пещ били използвани за изграждането на друга. Умелото използване на акумулиращитекачества на камъка свидетелства за умението на неолитния човек по емпиричен път да открива и използва природните закономерности. Това са и първите стъпки към тяхното опознаване и поставянето им в служба на човечеството.
Илюстрация: сп. Наука и техника за младежта 5-1986 г.
Непознатите български електрокари и мотокари в Sandacite.BG!
Непознатите-български-електрокари
Днес в Сандъците – сандъцитеимаме една загадка за Вас. Разглеждайки старите архиви, попаднахме на план за развитието на производството в Комбината за електрокари 6 септември. Този документ е писан през 1964 г. Ние добросъвестно го пренасяме тук и, тъй като имаме дълбока вяра в информираността на своите потребители, се осмеляваме да Ви зададем следните два въпроса:
долните модели електрокари влизат ли действително в масово производство?
можете ли да си припомните дали сте виждали или работили с такива?
Предприемаме тази наглед нетрадиционна изследователска стъпка, понеже често се случва да заложените в плановете бъдещи модели да не бъдат качени на производствените поточни линии. Такива случаи има много – първите примери, за които се сещаме, са тези с телевизорите Родопи и Витоша например.
И така, приятно разглеждане! :)
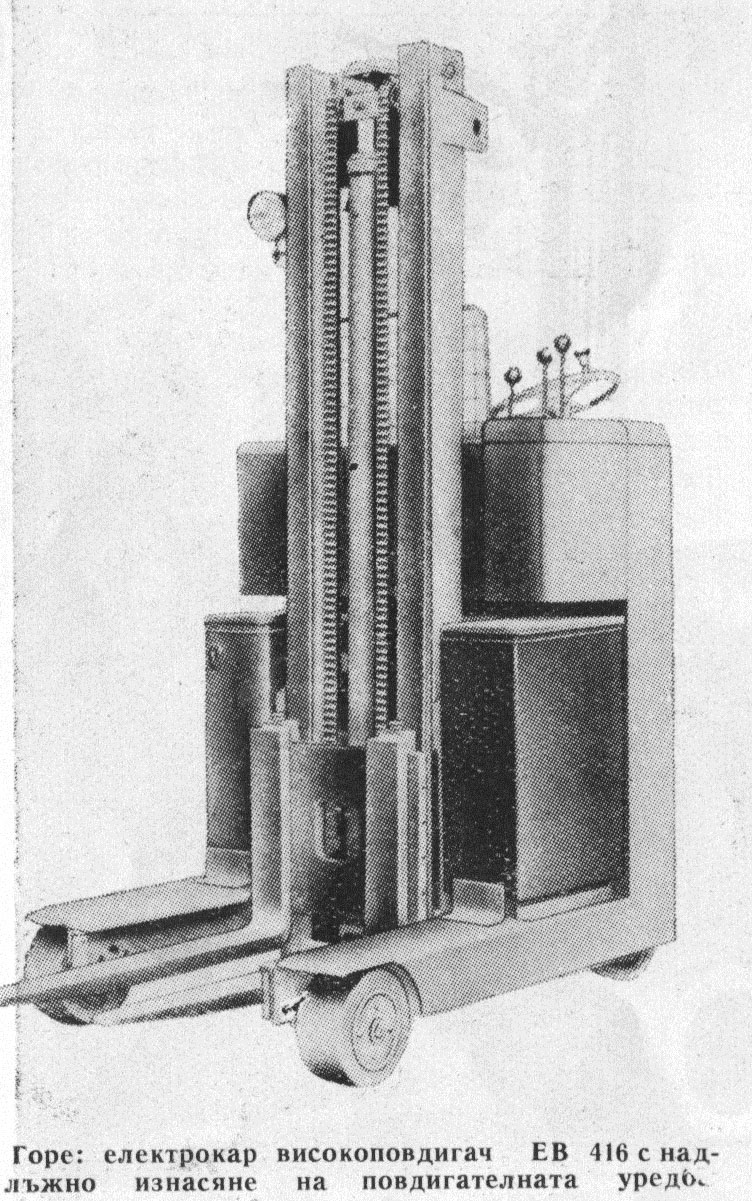
Електрокарис едно задвижвано и управляемо колело. Поради малките си размери те са много удобни за работа в тесни помещения. Предните колела са само носещи, а едно от задните колела е едновременно и двигателно, и управляемо, докато другото се движи свободно. Разработени са варианти на високоповдигачис височина на повдигане на товара до 3,2 и 4,5 м и нископовдигачис височина на повдигане до 1,25 м. Управлението е воланово, като седалката за водача е разположена перпендикулярно спрямо посоката на движение.
Разновидност на тези електрокарие високоповдигачът
с надлъжно изнасяне на повдигателната уредба.
Особено удобен е за работа в складове с тесни коридори. Задвижването на електрокарасе осъществява посредством двигател, вграден вертикално в колона, уеднаквена както за цялата група, така и за групата на ръчноводимите електрокари. Тяхната скорост на движение е 8 км/ч.
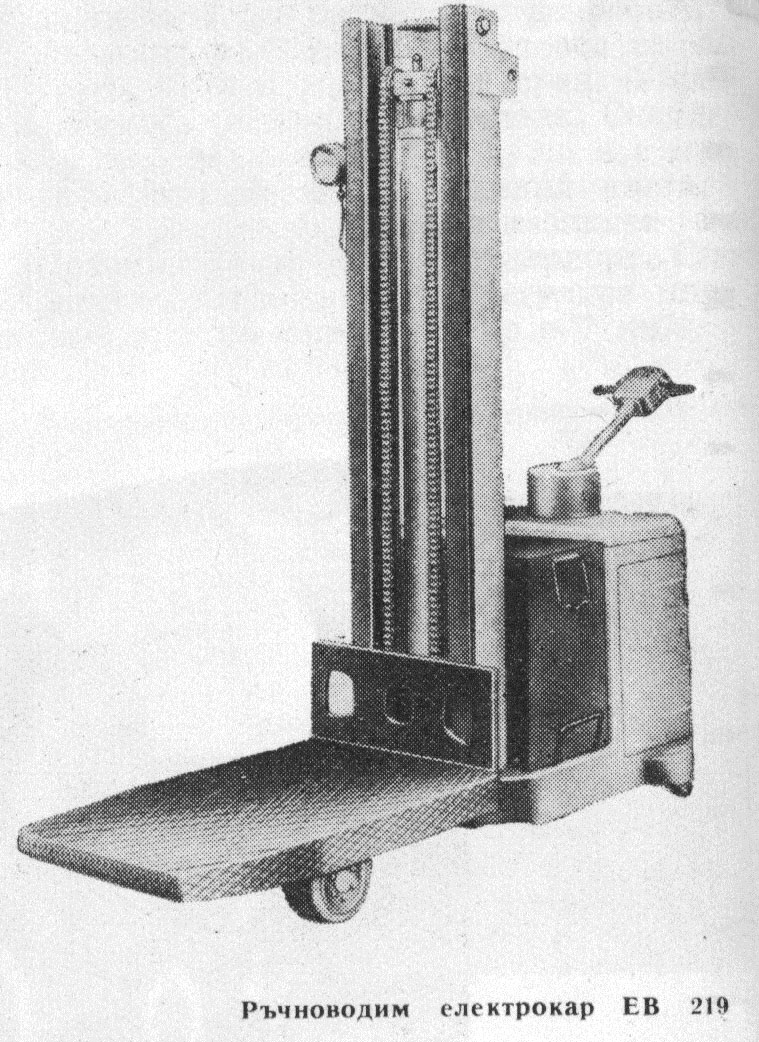
Ръчноводими електрокари
Ръчноводими електрокари Rachnovodimi elektrokari
Разработени са ръчноводим високоповдигач с товароподемност 1000 кг и ннскоповдигачс товароподемност 2000 кг. Поради минималните си размери и малки тегла те могат да влизат в асансьори.
Ръчноводимите електрокари се управляват от водач, който върви до електрокара.
Командването им става посредством вградени в ръкохватката за управление микровключватели. При пускане на ръкохватката тя се връща в нулево положение, при което се задействуват спирачката и се прекъсва токът. Скоростта на движение на тези електрокарие от порядъка на 4 км/ч с номинален товар. Високоповдигачитеповдигат товарите на височина до 1,7 м, 3,2 м и 4,5 м, а нископовдигачите— до 1,25 м. Предвидени са по два варианта за всеки тип — с товарна платформа и с вилица за палети.
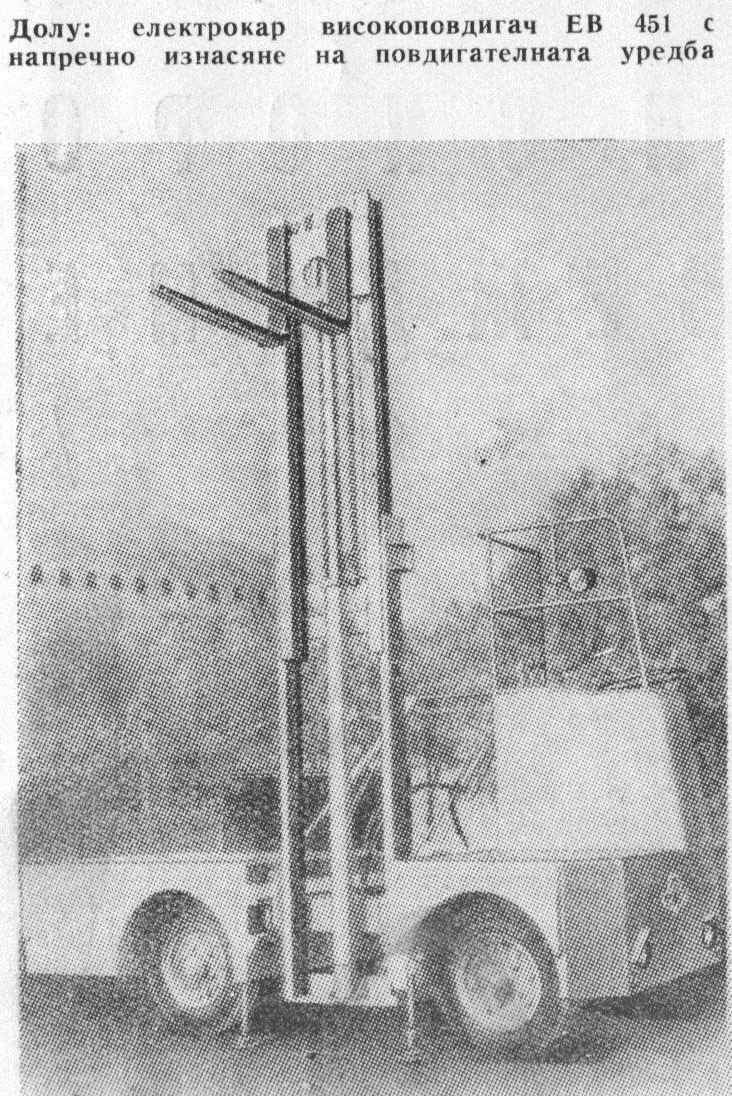
Електрокари и мотокари с напречно изнасяне на повдигателната уредба. За да се осигури рационален и сигурен транспорт на дълги предмети, като дървени трупи, тръби, греди, ламарини и други, който с обикновените типове електрокари се осъществява много трудно, през 1964 г. в Института по електрокари и мотокари започна създаването на група електрокарии мотокарис напречно изнасяне на повдигателната уредба. Електрокаритеимат товароподемност 1 и 2 тона, а мотокарите— 3 и 5 тона и височина на повдигане до 4,5 м. Тяхната скорост на движение е около 13 км/ч. Управлението е воланово, а за водача е предвидена специална кабина. Регулирането на скоростта става плавно, безстепенно, посредством безстъпален контролер. Предвидени са около 11 блокировки за предпазване от неправилни манипулации. Тези машини са снабдени с пълна осветлителна и сигнална уредба, изисквани от Правилника за уличния транспорт. От тази група е готов за серийно производство електрокарът с товароподемност 1000 кг.
Мотокар високоповдигач Motokar visokopovdigach
Освен гореизброените групи електрокарии мотокаризаслужава да се отбележат още: електросамосвалът с товароподемност 2000 кг с накланяща се на три страни товарна платформа. Накланянето се осъществява по хидравличен начин. Машината има скорост на движение 13 км/ч. Електромобилът с товароподемност 1500 кг ще бъде много подходящ за близък градски превоз — за разнасяне на мляко, продукти и други. Мотокарътвисокоповдигачс товароподемност 3000 кг и височина на повдигане 3,2 м е снабден с дизелов вдигател българско производство и отговаря на съвременното спрямо 1964-5 г. световно ниво.
Електрокар самосвал Elektrokar samosval
През същия период сътрудниците на Института разработват още редица нови конструкции електрокарии мотокари с високи технически показатели.
През втората половина на 80-те години, наред с усьвършенстването на автомобила, постигането на по-високи скорости, олекотяването и опростяването на конструкциите, подобряването на комфорта и надеждността, сред някои производители особено актуални стават и проблемите я възстановяванеработоспособността наотделните части, възли и агрегати. Предвижда се, че в близко бъдеще учените и техниците все по-често ще се срещат с дилемата: да се бракува ли даден детайл, или да се възстанови с подходящи методи.
Възстановяването на авточасти като метод не възниква спонтанно, а е плод на дългогодишни усилия. То е пряко свързано с развитието на много науки — химията, физиката, технологията и рязането на металите, електрохимията – и ще се развива заедно с тях.
Изгодно ли е възстановяването? Конструктивните особености на съвременните автомобили, изискванията я точност на детайлите и хлабината между тях са такива, че отделните агрегати и възли се бракуват при увеличаване на хлабината между взаимно работещата двойка детайли до 0,2—0,6 милиметра. Практиката показва, че 90 процента от детайлите, отнесени към негодните, имат износване 0,1—0,3 милиметра по диаметър. За голяма част от тях това означава загуби, по-малки от един процент от масата им.
Икономическата целесъобразност от възстановяването на частите се определя от възможността повторно да се използват 65—75 процента от тях, което означава да се икономисат парични средства, метали и материали, да се намали разходът на нови резервни части, да се освободят производствени мощности в машиностроенето. Себестойността на възстановените части не превишава 75 процента от стойността на новите, а разходът на материали в тяхното възстановяване е 15—20 пъти по-нисък.
Възстановяване на авточасти Vazstanovyavane na avtochasti
Износването на детайлите не може да служи като причина за бракуване, а е само основа я възстановяване. В зависимост от големините на износването, вида на частите и условията, при които работят, се използват най-разнообразни методи за възстановяване
Всеизвестни са различни по-стари методи я възстановяване: механична обработка до ремонтен размер, поставяне на допълнителни части , обработка под налягане и т. н. През втората половина на 80-те години все повече се разпространяват такива ефективни методи като напластяване (наваряване), метализация, нанасяне на галванични или пластмасови покрития.
Напластяване. При този метод върху повърхността на дефектния детайл се напластява (наварява) стопен метал, след което детайлът се обработва механически. Особено висока производителност и качество осигуряват механизираните методи за напластяване.
Източник на наварен метал е електроден тел, който се стопява от електрическата дъга, образувана между него и повърхността на детайла. В зоната на горенето се подава сух зърнест флюс, който покрива дебел стой от наварявания участък. Отделящата се при горенето на дъгата топлина стопява електродния тел, повърхностния слой метал на детайла и част от флюса. Стопеният флюс образува еластична покривка, която защищава заварката от атмосферните влияния. Флюсът служи не само за защита на напластения метал, но и за легирането му. Освен това, благодарение на него се намаляват и изгарянията и се запазва топлината.
С напластяване под слой флюс се възстановяват такива детайли като шийките на коляновия вал, карданни валове, шлицевият край на полуваловете, гърбиците на разпределителния вал.
При вибродъговото напластяване се използва електрод, който вибрира с помощта на електромагнитен вибратор, като електродният тел се топи под действието на импулсни електрически разряди, постъпващи от източника на ток. Този метод се отличава с високата си производителност.
На долната снимка виждаме устройство за електродъгово напластяване: 1— Основен метал; 2— Предпазен пласт; 3— Флюс, който предпазва стопилката по време на охлаждането; 4— Газово покритие; 5 — Електрод; 4 — Микроелементи, които се съдържат в електрода; 7 — Електрическа дъга с голяма мощност
Особен интерес представлява плазмено-дъговото напластяване. Плазмата е йонизиран газ, представляващ електрически неутрална смес от положителни, отрицателни и неутрални частици. Тя се характеризира с висока електропроводимост и голяма топлопроводност, вследствие на което образува около себе си магнитно поле. Като плазмообразуващ газ най- често се използва аргон или хелий. В плазменото поле от електрода се отделя стопен метал, който се нанася върху детайла. За този процес се използува устройство, наречено плаз- мотрон.
Съоръженията за напластяване – наваръчен автомат, газоелектрическа горелка, плазмотрон – могат да се монтират дори на обикновен винтонарезен струг.
Друг интересен процес е метализацията. При нея върху предварително подготвената повърхност на детайла се образува покритие чрез нанасяне на частици разтопен метал с помощта на въздух под налягане или инертен газ. Източникът на метал се използва във вид на прашец или на тел. Дебелината на нанесения метален слой може да бъде от 0,03 мм до няколко милиметра. На метализиране могат да се подлагат не само метали, но и пластмаси, дърво, стъкло, гипс. Затова метализацията може да се използува за възстановяване, а също и като метод за нанасяне на антикорозионни и декоративни покрития. Газовата метализация намира приложение и за превантивно метализиране на детайли при производството на нови автомобили. Например компанията FIAT използва метализацията на детайли, за да се подобри тяхната износоустойчивост. Употребяват се молибденов тел и два вида тел от сплави на цветни метали. В бившия Съветски съюз и по-точно във Волжския автомоблостроителен завод някои детайли са метализирани с металокерамична тел, която също съдържа молибден.
Устройството за напластяване, в което се използва процес „Рототек 80“
Може би звучи парадоксално, но благодарение на метализацията могат дори да се произвеждат детайли от по-евтини въглеродни стомани, чиято повърхност се метализира и придобива значително по-високи качества от тези на основния метал.
Възстановяването на части с галванични покрития се заключава в електролитно отлагане на метал върху предварително подготвената повърхност на детайла. В авторемонтното производство галванични покрития се използват за ремонт на износени повърхнини, за износоустойчиви и защитно-декоративни покрития. Най-разпространени са хромирането и ожелезняването, по-рядко се използват помедяването и никелирането. Познати са и други видове електрохимични обработки. Детайлите се поставят в специални електролитни вани и играят ролята на катод. По този начин се възстановяват авточасти с всякаква конфигурация — тласкач на клапана, бутален болт, мотовилки и други.
Пластмасовите покрития също добиха широко разпространение. Те имат редица ценни свойства, проста технология на нанасяне и са сравнително евтини. В някои случаи те са единственото средство за възстановяване на детайлите.
Възстановяване на авточасти Vazstanovyavane na avtochasti
Най-голямо приложение в тези процеси намират капроновата смола, полиетиленът, стъклопластмасите, епоксидните композиции и синтетичните лепила.
Капроновата смола се използва за детайли с голяма износоустойчивост и високи антифрикционни свойства (черупки за различни лагери, зъбни колела и др.). С епоксидни смоли се възстановяват корпусни детайли с пукнатини и пробиви, а полиетиленът най-често се използва за уплътнения и изолации.
В последните години все по-широко се прилагат така наречените уплътняващи маси. Те са създадени на базата на синтетични лепила и намират приложение при възстановяването на износени лагерни легла, пукнатини и пробойни. Типично в това отношение е лепилото „Локтайт“. Пластмасите все повече заменят самите метали, което широко можем да наблюдаваме в съвременните автомобили.
Поглед в бъдещето. Огромната практическа стойност на възстановяването на детайлите като процес е очевидна. Суровинните проблеми на човечеството безспорно ще тласнат напред тази колкото привлекателна, толкова противоречива и многостранна наука. Защото тя се разпростира не само върху автомобилите, а и върху всички видове машини. Благодарение на нея се спестяват хиляди тонове метал, изтръгнат от недрата на нашата задъхана планета.






































")


")