Киномашина Славянка в Сандъците – Sandacite!

През 1960 или 1961 г. Заводът за киномашини в София започва производството на кинопрожекционния апарат Т-1 с търговско название Славянка. Това е новото попълнение в нашата колекция. Тук ще Ви запознаем с неговите характеристики и схема.
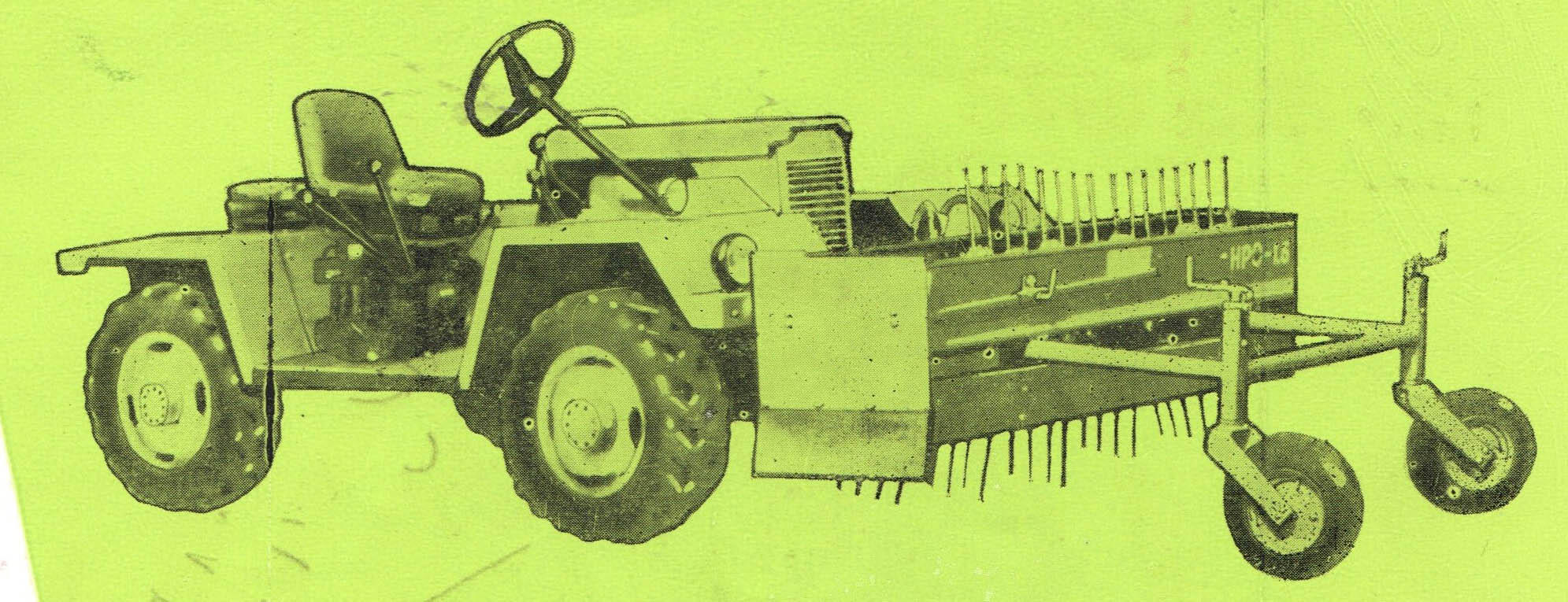
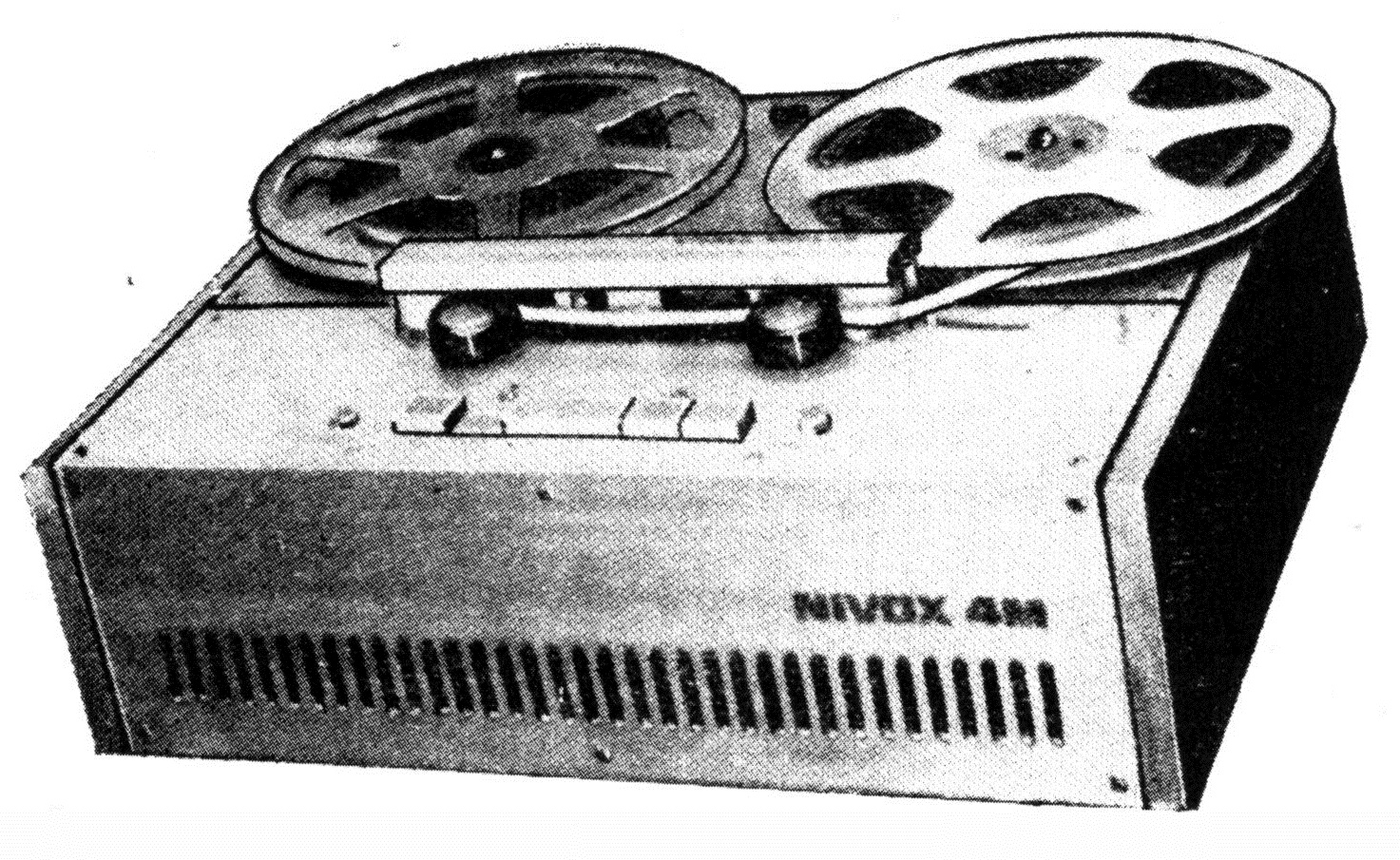
Преносимата теснофилмова кинопрожекционна машина Т-1 Славянка е предназначена за демонстриране на 16 мм звукови филми в зали с вместимост до 200—250 места, с големина на екрана до 5 м2 (2,6 x 1,9). Тя влиза в комплекта на тонкиноуредбата Славянка (1-вата черно-бяла илюстрация), който се състои от:
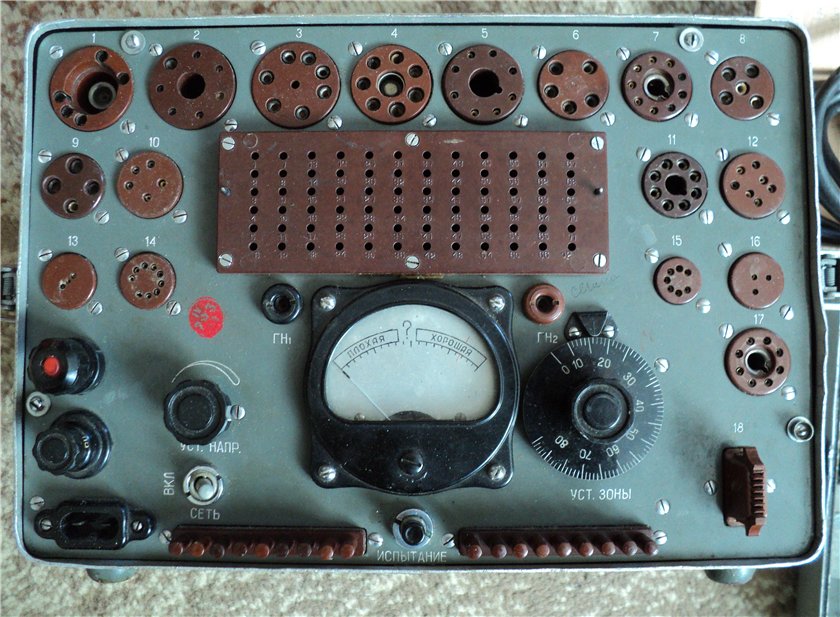
- Кинопрожекционна машина Т-1 (нея виждате на цветните снимки)
- Киноусилвател Р-КУП-10
- Звуков агрегат за Р-КУП-10
- Автотрансформатор
- Подвижен екран
- Свързващи проводници и инструменти

Електрозахранването на киноуредбата се осъществява с еднофазен променлив ток 110 в 50 Hz посредством автотрансформатора от ел. мрежа с напрежение от 150—240 V, 50 Hz.
Кинопрожекционната машина се състои от една плоска основа с винт за закрепване към усилвателя, върху която са монтирани кинопрожекционната глава, фенерът с осветлителното устройство и двете конзоли с размотаващото и намотващото фрикционно устройство.

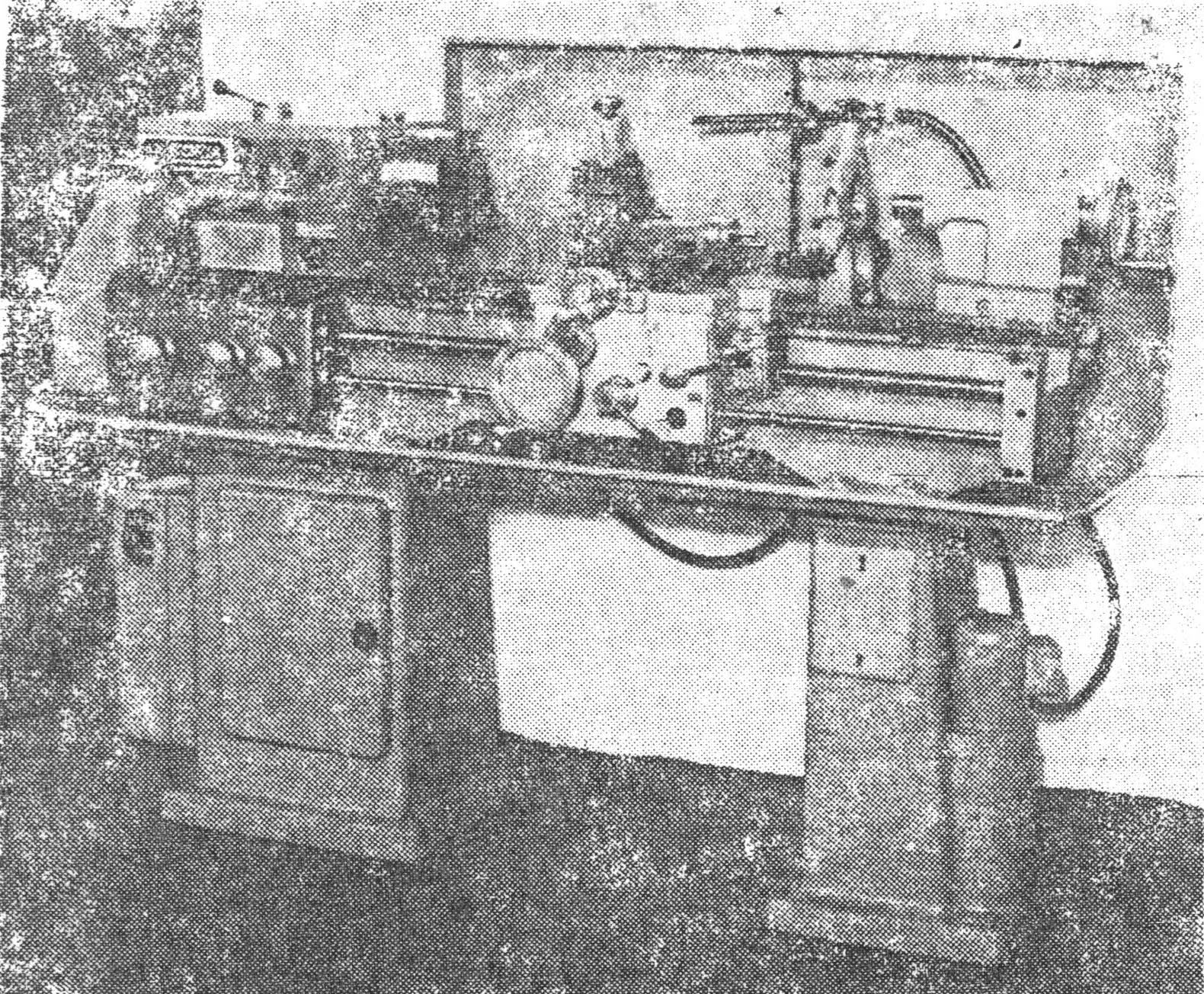
За привеждане в движение на кинопрожекционната машина се използува еднофазен асинхронен електродвигател с кондензаторно пускане 110 V, 35 W и 2880 об/мин. На вала на електродвигателя 1 (втората черно-бяла илюстрация е закрепено гуменото колело 2, което фрикционно се зацепва с маховика 3 на обтуратора 4, който е застопорен на единия край на главния вал 5. Последният осигурява въртенето на грайферния механизъм и на петходовия червяк 6, който е застопорен на другия край на главния вал 5. Петходовият червяк 6 предава въртенето на зъбното колело 7 на теглещия барабан 8 и чрез паразитното колело 9 на зъбното колело 10 на вала на задържащия барабан 11.

При въртене на главния вал чрез надянатия на него ексцентрик 12 и свързания с него фасонен диск 13 се задвижва грайферната рамка 14. На другия край на удължения вал на електродвигателя е надянат стоманен двуходов червяк 15, който се зацепва със зъбното колело 16, закрепено към фланеца на ремъчното колело 17, от което посредством пружинен ремък движението се предава към намотаващото фрикционно устройство. Палецът 18, който се намира върху фенера, служи за освобождаване на електродвигателя при включването му и за зацепването му отново към предавателния механизъм след 8—10 сек., когато получи нормалните си обороти. За осигуряване на безшумна и дълготрайна работа зъбните колела са изработени от текстолит, а червячните – от стомана. Отстраняването на декадраж става чрез преместване на кадровото прозорче. Смазването на всички триещи се детайли е индивидуално.

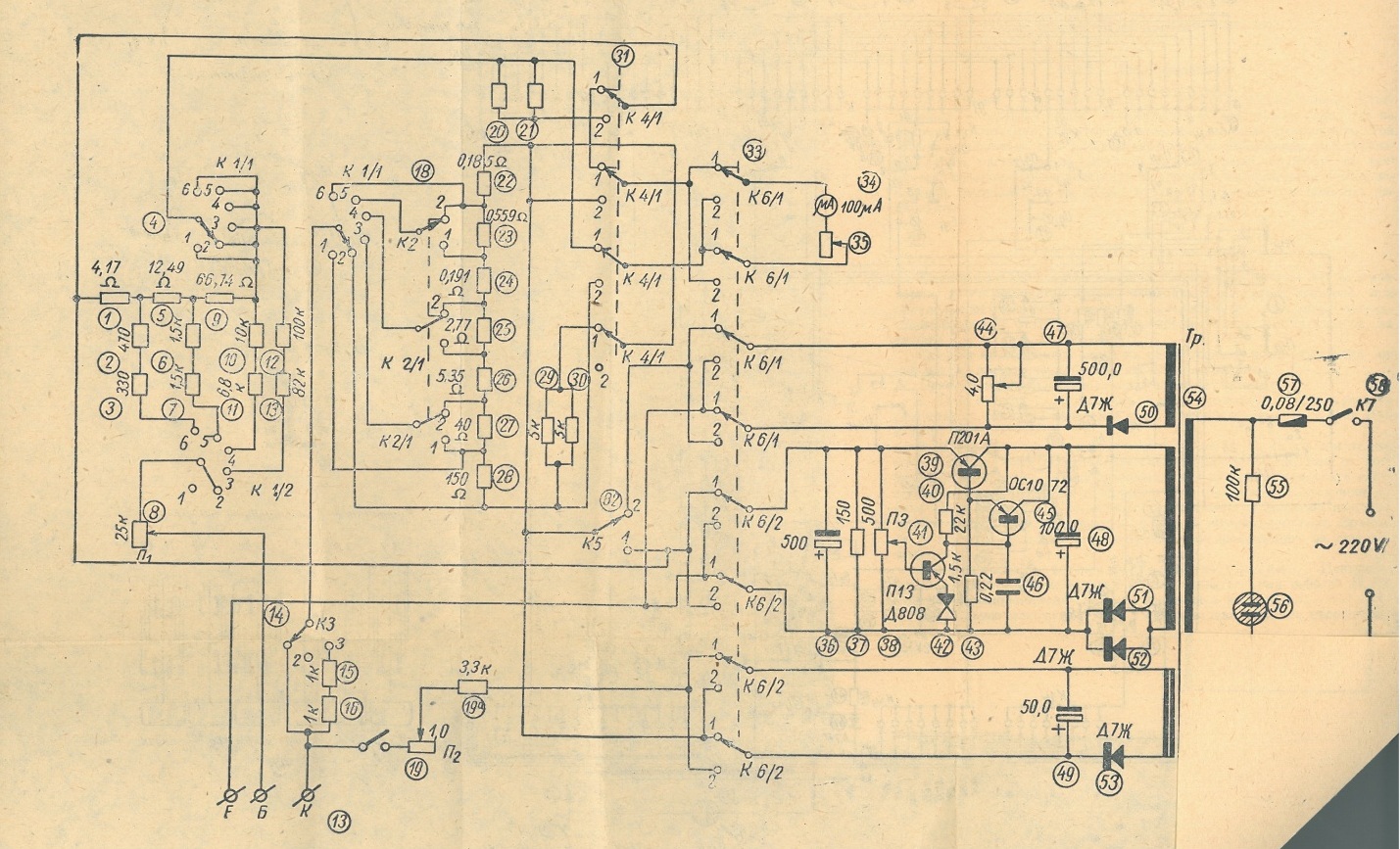
На последната черно-бяла илюстрация е показана схема на филмопридвижващия механизъм на кинопрожекционната машина. Кинофилмът се размотава от подаващата макара 1, която е надяната на вала на размотаващото фрикционно устройство, посредством теглещия 12-зъбен барабан 2. Обгръщайки направляващите ролки 3, кинофилмът се притиска към работните повърхности на зъбния барабан.

Като прави горна гушка, кинофилмът влиза във филмовия канал, а след долната гушка през направляващата ролка 5 попада върху гладкия барабан на стабилизатора на скоростта, към повърхността на който се притиска от ролката 7.

Обгръщайки успокояващите ролки 8, поставени на общ пружиниращ лост, филмът попада на 12-зъбния задържащ барабан 9, към който се придържа от ролката 10. Посредством успокояващите ролки 11, които не се отличават конструктивно от успокояващите ролки 8, кинофилмът постъпва в приемащата макара 12, която е надяната на вала на намотаващото фрикционно устройство. Предназначението на ролките 8 е да заглаждат предизвиканите колебания на скоростта на филма от страна на задържащия зъбен барабан, а на ролките // от страна на намотаващото фрикционно устройство.

Тонлампата 4 V, 3 W се захранва с постоянен ток от селенов токоизправител в усилвателя. Микрооптиката е с цилиндрични лещи.

А сега защо да не прегледате и…
Използвана литература:
Учебник по киномеханика / Ангел Вълчев и др. – София : Техника, 1965. – 284 с. : с черт. ; 24 см.
Кинотехника : Учебник за III курс на Техникума по фина механика и оптика / Йордан Й. Венов, Стойко Ц. Марков. – София : Техника, 1961. – 244 с. : с ил. ; 24 см.