В Sandacite.BG се сдобихме и с български програмируем контролер КБ 02.

Както знаете, от средата на 1970-те г. много важна задача за българската държава става насищането на колкото се може повече производствени и административни дейности с компютърна техника. Този стремеж е популяризиран със слогани като ,,Електронизацията – стратегическа задача!“ напр., а самият процес се нарича ,,електронизация на народното стопанство“.
През втората половина на 70-те г. се появяват и първите представители (в производството) на тази нова насока. Първият хардуерно програмируем контролер, използван за настройка и управление на промишлени роботи (роботи за автоматизиране на еднообразни, типови процеси в производството) се нарича ЕЛКОН и е от 1978 г. След това се появяват нови представители на българската автоматизация на производството в лицето на цифрово управлявани металорежещи машини като сериите програмируеми стругове СЕ, Перун и промишлени роботи, като такива машини могат да бъдат настройвани и упралявани чрез програмируеми контролери като новопоявилите се Програма 20, Програма 256, Програма 1024 и т.н. Разработката им е задача на ДСО Приборостроене и автоматизация.
Какво става по-късно? Използваните в контролерите микропроцесори и интегрални схеми се усъвършенстват все повече, а стремежът е контролерът да бъде все по-многоприложим, ако може – универсален – заради повишаването на производствения ефект от него. В края на 80-те г. вече не е задължително той да представлява един еднокрилен гардероб с прозорче, каквито са Програмите.
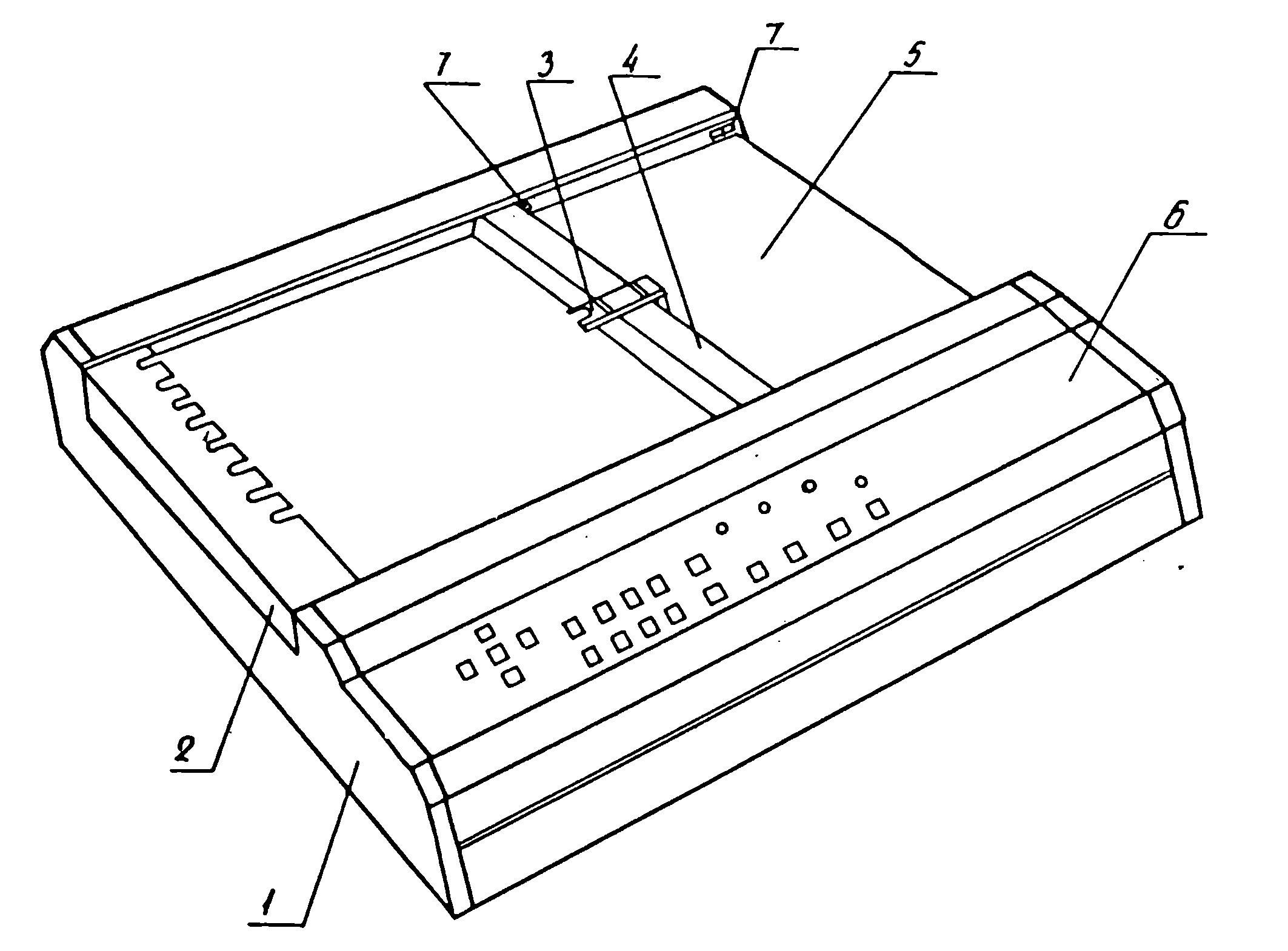
През 1989 г. Приборостроителният завод ,,Тодор Петков“ в Търговище започва да произвежда ето това чудо, което виждате на първата снимка. То е нашата нова придобивка. Този универсален програмируем контролер се нарича КБ 02 и към него може да се включват и да се задават команди на широка гама производствени машини и промишлени роботи. Нека го разгледаме.

Устройството представлява червена ламаринена кутия с размери приблизително 50 х 35 см. Когато отвинтим капака, виждаме следното:

В горната му част е разположен куплунгът за захранване, като преди това напрежението трябва да мине през трансформатор, защото трябва да бъде понижено – както и при обикновените компютри, напреженията са далеч по-ниски от 220 волта. Вляво виждаме светодиодна индикация, напр. за това дали няма грешка в работната програма или в адресирането:

В долната част на контролера има друг отвор, към който са конекторите за включване на периферни устройства – ако се водим по други контролери (Изоматик 1001УК напр.), това са пултът за управление и машината/роботът, който ще бъде управляван от него:

Елементите по платката са разнообразни. Виждаме познатия процесор СМ601 (чипа с металната капачка горе вляво на снимката отдолу) и близо до него асинхронния сериен интерфейсен адаптер (АСИА) СМ603 (долу – черния чип, обърнат вертикално). Той преобразува данните от асинхронна последователна в паралелна форма и обратно, когато имаме последователен обмен на информация. СМ603 изпълнява всички функции, свързани със синхронизацията и управлението на последователния обмен на данни. Адаптерът осигурява максимална скорост на обмен до 500 kbit/s.
Иначе по платката има какво ли не – български (ботевградски) интегрални схеми като логическите 1ЛБООШМ и 04ШМ, японски като 74LS 245 на Mitsubishi, но и съветски – като програмируемия триканален таймер КР580ВИ53:

Не липсват и добре познатите кюстендилски кондензатори КЕА:

Тези пластмасвои ,,прозорчета“ на долната снимка са също за индикация на работата на свързаните към КБ 02 производствени машини. За съжаление обаче все още не разоплагаме с подробна документация на контролера и не можем да кажем какво по-точно значат цифрите – може би изпълнение на поредни команди и ако отдолу се свържат диоди, те ще светнат, когато даден номер команда е изпълнена:

КБ 02 е българско компютризирано устройство от времето на устремното изграждане на автоматизацията на производствения труд и ,,електронизацията на народното стопанство“. Тези контролери вече са на практика изчезнали, а за толкова години сме виждали само този екземпляр о от модела. Ако знаете откъде можем да намерим повече информация за работата му, пишете ни на координатите, посочени в Контакти. Поздрави!