Решихме този път да обърнем малко внимание на жп техниката ни! :)
През 1987 г. в Железопътния завод ,,Георги Димитров“ в София конструкторски колектив с ръководител cm. н. с. инж. Славчо Пеев създава вагонцистерна за превоз на насипни товари (прахообразни и гранулирани). След транспортирането си товарите могат да се разтоварят по пневматичен път – чрез въздух под налягане до 2,5 кРа.
Самият вагон е изграден на модулен принцип, което позволява чрез използването на различен брой модули (поне 2) да се получава различен обем на резервоара (за цимент напр. този обем е 54 куб. м.). Проведените изпитания са показали, че вагонът може да превозва и редица други материали – поливинилхлорид, калцинирана сода, натриев полифосфат, брашно, трици, сух леярски пясък, мляна креда, гипс и други подобни.
Системата за разтоварване е призната оригинална конструкция и е защитена с авторско свидетелство в тогавашния Институт за рационализации (ИНРА), сега Патентно ведомство. Нагледен пример за значението й дава фактът, че 63 тона цимент могат да се разтоварят за по-малко от час.
Вижте в Sandacite.BG Керикон – българската машина за транспортни контейнери!
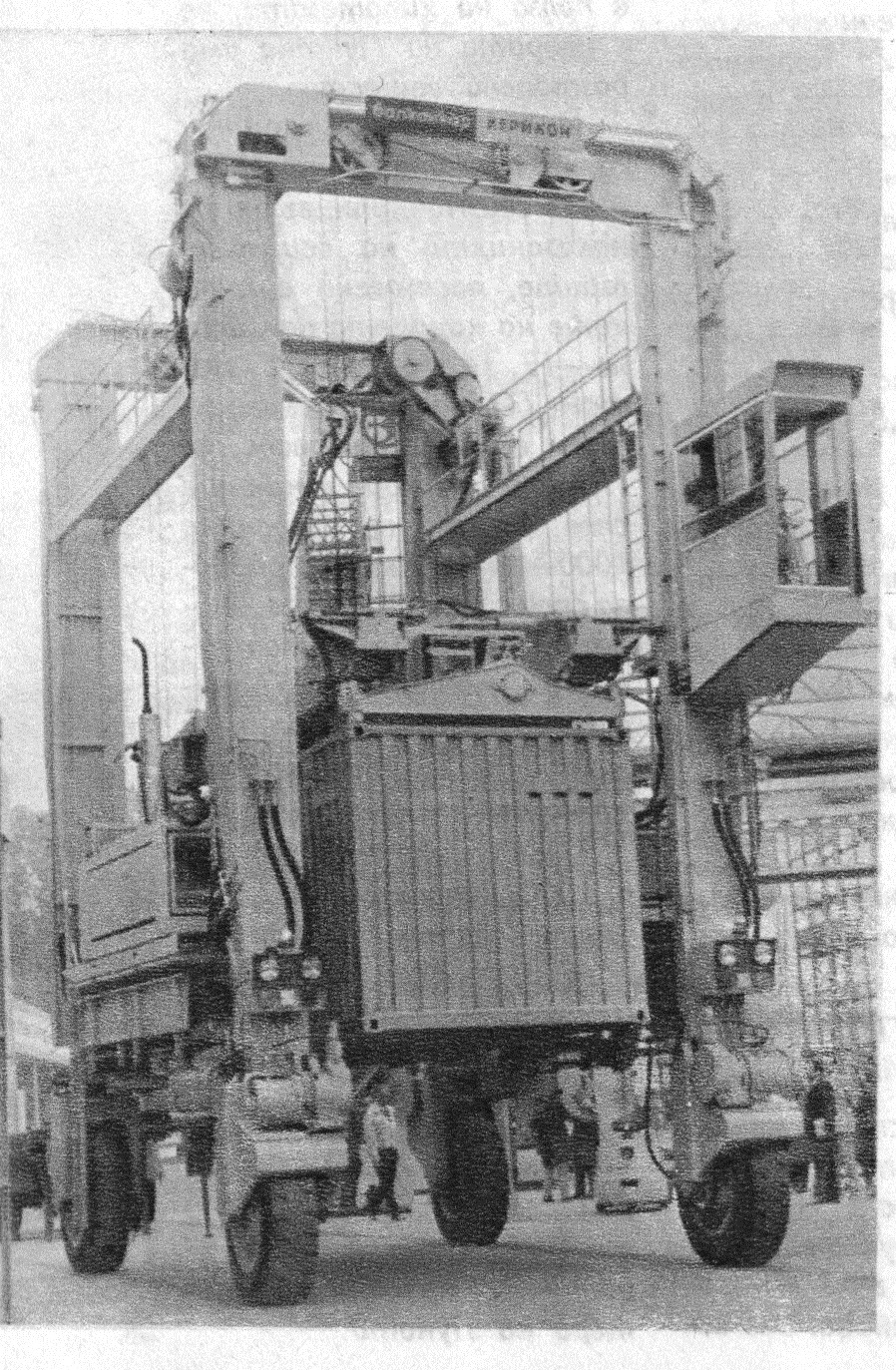
Керикон – българската машина за транспортни контейнери
Големите транспортни контейнери, които можем да видим да се товарят и разтоварват от превозните кораби на всяко морко пристанище, са обемни, тежки, а в същото време компаниите, които се интересуват от транспорта на затворените в тях свои товари, искат това да става максимално бързо и евтино. Днес ще Ви разкажем как българската инженерна мисъл е предложила да се решат тези въпроси! :)
През 1973 г. вниманието на посетителите на Пловдивския мострен панаир е привлечено от една грандиозна машина, показана на изложбените площи на Балканкар. Тя е висока над 7,5 метра, има дължина над 12 метра и широчина около 5. Машината може да подрежда добре познатите ни транспортни контейнери в три реда по височина. Тя притежава товароподемност 30 480 кг, скорост на повдигане (с товар) 14 см/сек и скорост на движение (с товар или без) — 24 км/час. Не бихме се спирали толкова подробно на тези данни, но те най-красноречиво говорят за отличните експлоатационни възможности на новото устройство! Но какво е всъщност то? Ами чисто и просто първата българска контейнерообработваща машина. Нещо повече: през точно тази 1973 година се поставя началото на българската контейнерообработваща система!
Естествено, тази система трябва да включва и останалите машини за работа с контейнери(или вътре в тях). И такива има — например ЕВ 654.27 — това е специализирана машина за работа вътре в тежките контейнери. Какво значи това? Преди всичко — голям свободен ход на повдигателната уредба, т. е. вилиците имат възможност да се вдигнат до 1400 мм от пода без подвижната мачта да излиза над неподвижната. Тоест, вътре в контейнера палетите или пакетите могат да се вземат от пода или да се опират в тавана. Да добавим страничното преместване на вилиците, триопорната схема, пневматичните гуми, импулсното управление — и виждаме как пред нас е една модерна специализирана машина за работа в тежки контейнери, съобразена със специфичните условия, при които е предвидена да работи, и с изискванията на тогава действащите международни норми.
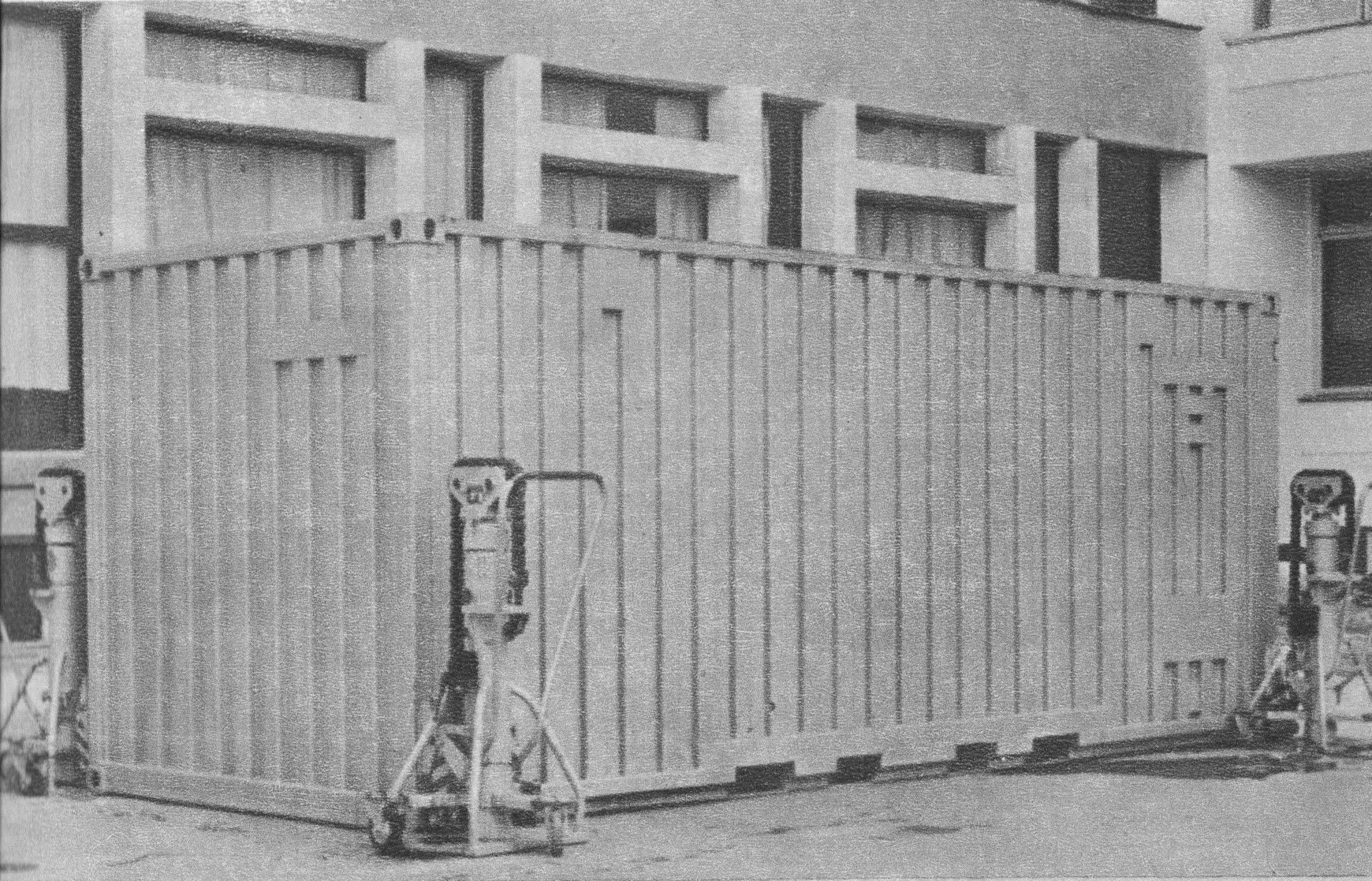
Стари транспортни контейнери
По-нататък в българските контейнерни пунктове ще се появят и криковете — през 1973 в НИПКИЕМ вече се работи над техните прототипи. Ето как става работата: контейнеровозът пристига, криковете повдигат контейнера, влекачът изтегля освободената платформа, а след това контейнерътплавно се спуска долу. Естествено, целесъобразно е криковете да бъдат използвани, когато се налага да бъдат обработвани малко на брой контейнери, докато при големи транспортни потоци вече ефикасно могат да се използват контейнерообработващите машини (напр. такива типа на описания в началото Балканкар–Керикон). Други машини, подходящи за такава работа, са специализирани за работа с контейнеритежки мотокари високоповдигачи със странично изнасяне на товара).
Това горе е система от крикове за обработка на тежки контейнери. Тогава тя е използвана при работа в контейнерни пунктове с по-малки транспортни потоци.
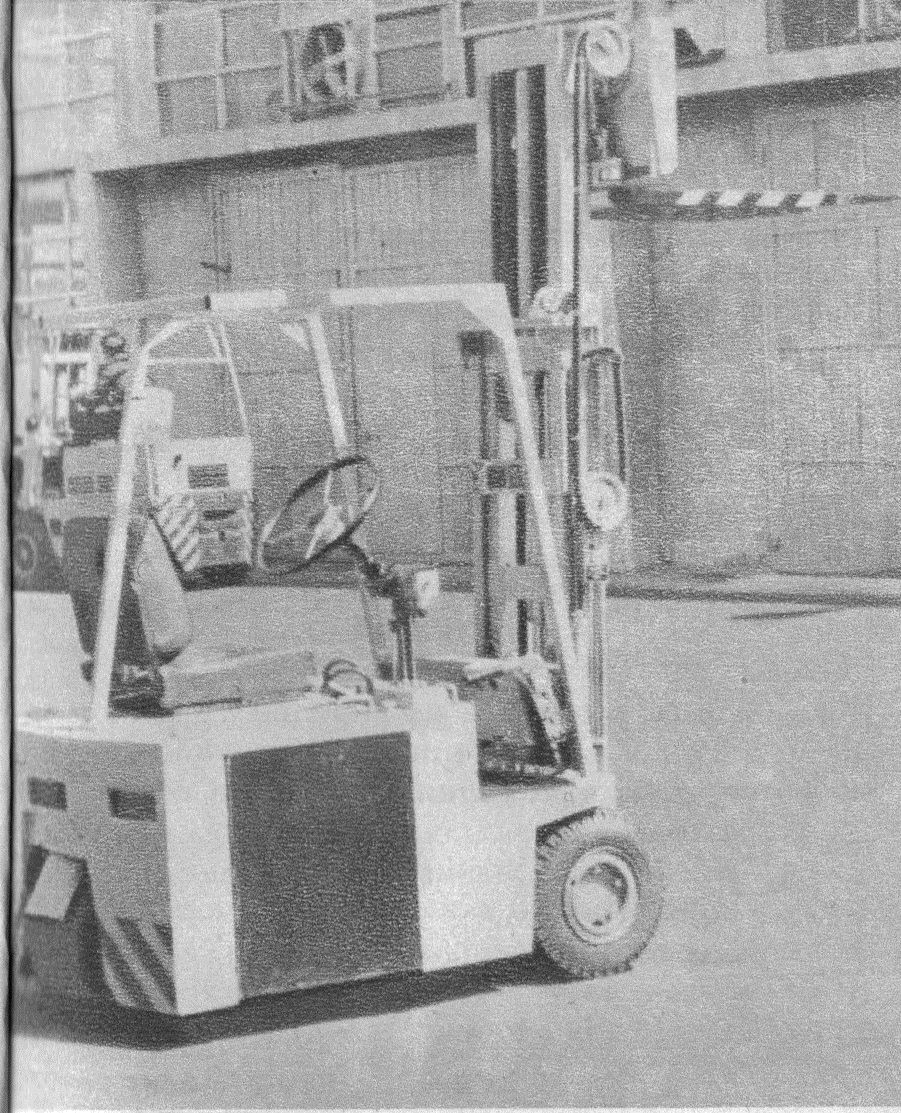
Електрокар високоповдигач
Още веднъж да обърнем внимание, че
ЕВ 654.27 е български специализиран Електрокар-високоповдигач за работа в контейнери!
Триопорната схема и импулсното управление го правят особено маневрен и удобен при експлоатация. По това време България е една от водещите страни в българското каростроене и не може и да си помисли да изостава от световните тенденции в такава важна област, каквато е бързата обработка на транспортни контейнери.
Ето и един мотокар високоповдигач:
Мотокар високоповдигач
Тъй като по това време българската траспортноконтейнерна система се изгражда в най-тясна връзка с Единната контейнерна транспортна система на страните-членки на СИВ, съвсем разбираемо в българските конструкторски институти, колективи и т.н. са направени стъпки към приобщаването. Планирано е било през 1975 г. контейнерните пунктове в ГДР да достигнат до 45, в Полша — II, в Румъния — 28, в Чехословакия — 5 и в България — 12. Морските контейнерни пристанища на тези страни — Рощок, Гдиня, Варна — редовно обслужват редовни линии, по които специализирани кораби работят с твърди разписания.
В това предаване обърнахме внимание на първата българска пералня с икономична програма Перла 04 Икономик, българския универсален уред за печене Апетит, загряхме вода на български ел. котлон от 1950-те години, а и разказахме още доста неща
[1969] Български военен радиоактивен измерителРАДИОМЕТЪРЗА ТЕЧНИ РАДИОАКТИВНИ ВЕЩЕСТВА
Производител: Завод за ядрени прибори Плевен
Предназначение: контролиране на радиоактивната замърсеност на вода (прозрачна и мътна)
На въоръжение: в инженерните подразделения и формированията на гражданската отбрана, решаващи задачи по добива на вода и контролиране чистотата на питейната, за битови и за технически нужди вода.
[1973] Български струг ПерунЕдна българска машина е обект на особено внимание от страна на специалистите на Лайпцигския панаир. Български стругдемонстрира изработването на детайл; ножът влиза в схватка с метала, стружката се отделя с лекота; за кратко време първият нож се заменя от друг, който на свой ред настървено се впива в метала. Услужлива механична ръка е поела вече следващия нужен за обработката инструмент и е готова в определен момент да го подаде към супорта на машината. След няколко минути детайлът е обработен без намесата на човек. Измерването на неговите размери говори за високата степен на точност, която постига българската машина.
Съвременното машиностроене е немислимо без тези машини, които обработват детайла, докато той се върти около една ос. Казваме, че струговите машини обработват ротационни детайли, класът на които е изключително широк. Валове, оси, втулки, фланци — това са все детайли, които обикновено изискват стругова обработка. Непрекъснатото нарастване на изискванията към машинните детайли за точност и гладкост на техните повърхнини се от- нпгя и към машините, върху които тези детайли се обработват. От друга страна повишаването на точността и скоростта за изпълнение на отделните операции, както и стремежът за освобождаване на човека от нетворчески труд налага автоматизирането на обработващите машини.
Машината, която заинтересува специалистите на Лайпцигския мострен панаир, е напълно автоматизирана и нейната работа се отличава с висока прецизност. Това бе един струг от фамилията стругове Перун, разработена в последно време в Научноизследователския и проектноконструкторски институт по металорежещи машини и инструменти под ръководството на ст. н. с. инж. Иван Славински.
Какво е интересно да се знае за тази фамилия стругове?
Всички машина Перунса снабдени с цифрово програмно управление, което ги прави напълно автоматизирани. По принцип всяка автоматизирана машина може да бъде разглеждана като машина с програмно управление. Наистина, и в гърбичните стругови автомати програмата за работа на изпълнителните звена се определя от профила на монтираните върху машината гърбици. В тези машини самата гърбица е програмоносител. Той е кинематически свързан с изпълнителните органи на машината и определя тяхната траектория на движение с цел да се получи желаната форма на обработваемия детайл. Основните недостатъци на този вид машини са в дългото време, нужно за замяна на програмо- носителите за производство на нов детайл; ниската точност на обработка и невъзможността да бъдат обработвани детайли с по-сложна конфигурация.
Развитието на теорията за автоматичното регулиране и на технологиите за производство на градивни елементи за автоматизация (по-специално на електронни елементи) създаде условия да се развият принципно нови машини с автоматично управление — машините с цифрово програмно управление.
Цифровото програмно управление се основава на използуването на дискретни команди, кодирани с цифри (символи), които непосредствено задават положението на изпълнителните органи на машината в процеса на обработка на детайла. Изпълнителните органи се преместват под контрола нс последователно въвеждани в системата за управление символи. Те определят и формата, и размерите на обработваемия детайл. Машините с цифрово програмно управление се характеризират с възможност за бърза пренастройка без смяна на механични упори, а в повечето случаи — и без замяна на комплекта инструменти, с които работи машината. Достатъчно е да се смени въвежданата в системата за управление информация и машината е готова за обработване на нов детайл. Най-често тази информация постъпва на перфолента, върху която са кодирани всички необходими данни за обработване на детайла. С перфолента се въвежда и информацията в машините Перун.
По технологически признак системите за цифрово програмно управление се делят на системи с позиционно управление,системи с циклово управление и системи с контурно управление. При първия вид системи се програмира установяването на обработващия инструмент в определени точки на обработваемия детайл, След това в тези точки започва обработката (например пробиване), при втория вид пък се програмира последователно преместване на обработващия инструмент по права линия, която обикновено е успоредна на основните направления в машината. При контурно управление се реализира съгласувано движение на инструмента (или пък на детайла) по две или три координатни оси едновременно.
Струговете от фамилията Перун са снабдени със системи за контурно управление. Едно от основните преимущества на тези системи е необходимостта от по-малко видове инструменти за обработване на различните повърхнини. Това намалява работата по пренастройка на машината, както и грижите по складиране, съхранение и търсене на различни по вид инструменти. Контурното управление на струговите машини ги прави способни и за обработка на по-сложни по конфигурация детайли — конусни повърхнини, сферични и различни други фасонни повърхнини.
СтруговетеПерун СЕ 062.00 са снабдени с два въртящи се ножодържача — единият с хоризонтална ос на въртене, на който се поставят ножове за челно и външно струговане и другият — с вертикална ос на въртене с възможност да побере четири ножа за външна обработка и за разстъргване на метал. Програмното управление на стругаиздава съответните команди за превъртане на ножодържачите на необходимата позиция, с което се вкарва в работа съответният нож.
Струговете Перун СЕ 062.01 пък имат инструментален магазин във вид на въртящ се барабан с 12 позиции, във всяка от които се съхранява по един инструмент. Инструментите са предварително закрепени в блокове, с помощта на които се установяват в ножодържача на машината в точно необходимото положение. Един специален механизъм – автооператор – пренася инструмента заедно с блока му от барабанния механизъм до ножодържача. Механическата ръка на автооператора поставя инструмента в ножодържача, като преди това снема оттам инструмента, който вече е завършил своята част от обработката.
Струг Перун Strug Perun
Операциите по смяна на инструментите са непроизводителни. При струговетес въртящи се ножодържачи СЕ 062.00 времето за завъртане на ножодържача и вкарване в работа на следващия инструмент е относително малко. За сметка на това сравнително малкият брой инструменти, които могат предварително да се закрепят на двата ножодържача, ограничава възможностите на самия струг. С един комплект инструменти могат да се обработват приблизително 70 % от всички видове ротационни детайли в машиностроенето.
Въртящият се магазин с 12 позиции на струг СЕ 062.01 дава възможност тази машина да работи с комплект от 13 инструменти, с които могат да се обработват около 95% от всички видове ротационни детайли. Недостатъкът на това конструктивно решение — загубата на повече време за смяна на инструмента — в струг СЕ 062.01 е остроумно преодолян от създателите на машината.
Инструментът, който следва да замени предишния, намиращ се на супор- та на машината, се поема от механическата ръка на автооператора още до- като се извършва обработката с първия инструмент. По време на обработката автооператорът извършва следящо движение, в резултат на което той следва супорта на машината като по този начин е в готовност да смени бързо инструмента без да преодолява големи разстояния от магазина до супорта. Понякога смяната се извършва и по време на препозициониране на супорта, когато последния по програма се придвижва, за да започне обработка със следващия инструмент от друга точка на детайла. В последния случай времето за смяна на инструмента е равно на нула, тъй като то напълно съвпада с времето за извършването на други необходими операции. Това оргинално решение на начина за смяна на инструмента извежда струг СЕ 062.01 по този показател над всички подобни образци в света.
Струговетеот фамилията Перунса машини с висока точност. Обработените от тях детайли имат размери, които се колебаят в границите на микрони. Това е постигнато от една страна с помощта на прецизна изработка на детайлите на самите стругове и от друга— чрез специални конструктивни решения. Така например скоростната кутия на струга заедно с главния двигател е отделена от вретенната кутия, за да се избегнат вибрации и нагряване на последната. В предното седло, къде- то е пагерувано вретеното на машината, лагерите са почти единствения източник на топлина, която може да повлияе на положението на вретеното. Поради това всички лагери са поместени в специални ризи, през които циркулира масло. Маслото поема отделената топлина, отдавайки я вън от машината на специален охладител. Самото предно седло е отделено от направляващите на струга с топлоизолационна подложка, която препятствува разпространението на топлина към направляващите, за да се избегне тяхното деформиране.
В струговете са приложени последни достижения на електротехниката, хидравликата, електрохидравликата, електрониката. Като се прибавят към това свежите, оригинални решения на авторския колектив, българското машиностроене може да се гордее с тези съвременни машини.
Като машини с цифрово програмно управление те могат да бъдат директно управлявани от електронноизчислителна машина. Поради това е възможно включването им в автоматични линии, управлявани от ЕИМ.
Благодарение на своето бързо действие добре програмираната ЕИМ избира технологичен процес, който в определени аспекти е най-изгоден (осигурява например най-малък разход на време, или се извършва при най-ниска себестойност на обработката и т. н.). Такъв процес се нарича оптимален. Методите за проектиране, които го осигуряват, се наричат методи за оптимално проектиране. Тези методи се основават на съвременни достижения на математиката, ло-слециалио на математическото програмиране. Когато създаваната от автоматизираната система за технологично проектиране технология е предназначена за машина с цифрово програмно управление, тогава ЕИМ вместо да печати технологична карта с подробно описание на отделните манипулации и режими за обработка, напра- во издава перфолента за управление на машината с цифрово програмно управление, с което се постига един автоматизиран цикъл проектиране-обработка.
В новото от Sandacite.BG ще видим какво е КИТУ и как улеснява производството на телевизори в България.
КИТУ и производството на телевизори в България
Ако за телевизионните приемници да попаднат в рая означава да отидат в домовете на хората, то безспорно чистилището за тях ще бъде конвейерът, на който се извършва последната и най-отговорна проверка на работата им. Това е било важна задача в българските заводи за телевизори.
Ние в нашия сайт говорим най-вече за крайни продукти, но нека да споменем, че при производството на телевизори контролът на качеството се прави непрекъснато в продължение на целия технологичен процес. Проверява се и работата на всеки възел или блок, преди да постъпят за монтаж. Накрая готовият и вече работещ телевизор попада на конвейера за окончателна настройка и проверка — минава през „чистлището“. Тук главна законодателна и пазителка на качеството е контролно-изпитателната телевизионна уредба или както всички я наричат накратко: КИТУ. Тя представлява един имитатор на национален предавател и работи по всички канали от приетия за страната тв стандарт OIRT. От КИТУдо конвейера за настройка се изпращат (по магистрални коаксиални линии) високочестотни сигнали, които носят в зашифрован вид изпитателните програми, необходими за проверката на телевизионните приемници.
Ето и някои от по-важните проверки, които се правят в този етап.
Една от тях е оценката на резолюцията, разрешаващата способност — най-малкото разстояние, на което могат да бъдат разположени две черно-бели (тогава!) точки, без да се възприемат като една. Резолюцията е показател за детайлността на образа. Нейната оценка се извършва с помощта на набор от клиновидни или успоредни линии, които са включени в изпитателната таблица, предавана от КИТУ.
Градацията на яркостта от черно до бяло е също твърде важна за доброто качество на образа. Проверката й се извършва по елементи с различна яркост, които са. включени в таблицата.
Навярно знаете, че „моливът“, с който се изписва изображението върху екрана, е тънък електронен лъч. С помощта на електромагнитна отклоняваща система лъчът се заставя да се движи хоризонтално отляво надясно, докато изпише реда, след това да се премести надолу и да започне изписването на следващия ред и така нататък. От неизправности, свързани с управлението на лъча, могат да се получат два вида изкривявания, които се проявяват по еднакъв начин: кръгът се превръща в круша, пъпеш или някаква неназоваема фигура, квадратът — в правоъгълник, ромб и прочие. Първият вид изкривявания се дължат на производствени дефекти и лошо монтиране на отклонителния блок, вторите — наречени нелинейни — се предизвикват от променливия ток, захранващ отклонителната система. Този ток има по-особени свойства. Кривата, по която се изменя, не е плавна, подобна на вълна синусоида, а трионообразна. Когато „зъбите“ на трионообразния ток са „изхабени“ — с една дума, нямат необходимата форма — се получават и нелинейните изкривявания. Разбира се, при настройката всички тези дефекти се отстраняват. За целта КИТУпредава специална таблица— квадратна мрежа, формирана по електронен път. Електронният лъч може да причини още една неприятност — когато не е добре фокусиран там, където пада върху екрана, ще се получи не малка точка, а широко размазано петно. Ако този дефект не бъде отстранен, образът губи своята яснота и контраст.
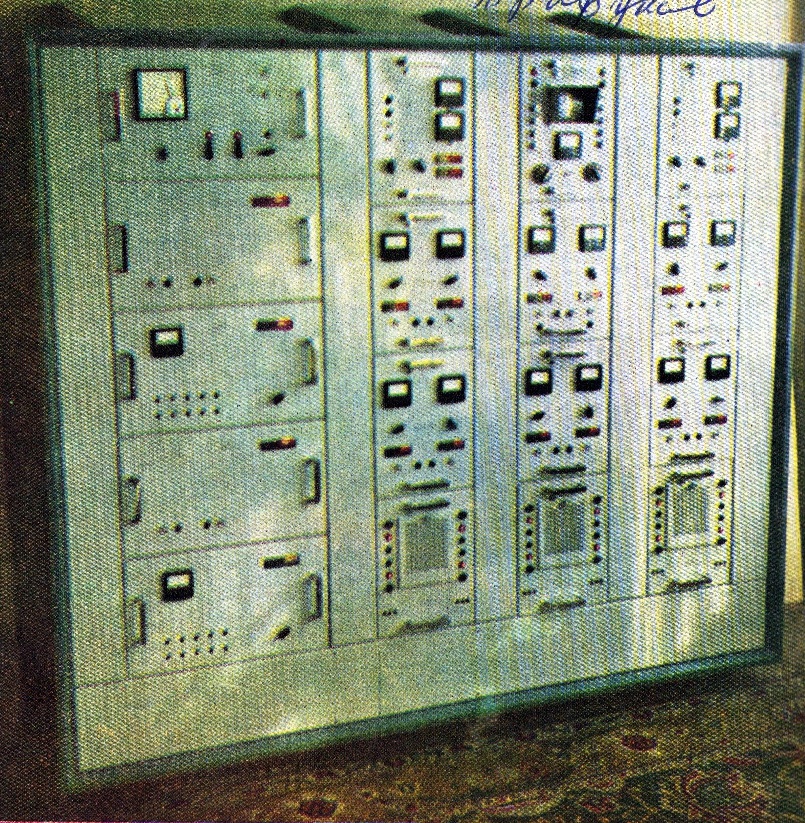
КИТУ – блок телевизионни предаватели
Качеството на телевизионното изображение се регламентира от съответните стандарти на различните страни. В България през 1969 г. се работи по OIRT — телевизионен стандарт на страните от Източна Европа и СССР. До 1968 г. внесената малко преди това от Съветския съюз КИТУза стандарта OIRT задоволява нуждите на нашето производство. Но нарасналите възможности на Слаботоковия завод ,,Ворошилов“„ в София и достигнатото високо качество на българските телевизори правят реално проникването им на пазарите в страни, където се използват други стандарти. Дотогава България е изнасяла успешно телевизори за Близкия Изток, Куба и Северна Африка, но в края на 60-те възниква нуждата да се организира производството на телевизионни приемници по другите два най- разпространени стандарта: CCIR (западноевропейски стандарт) и FCC (тогавашния американски стандарт). За новото производство трябва да се внесе и КИТУ, работеща по тези два стандарта.
От направените проучвания в завода разбират, че западногерманската компания „Роде-Шварц“ може да внесе апаратура, работеща само по стандарта FCC, срещу ,,скромната“ сума от 250 000 долара. Тук трябва да се прибавят и значителните разходи за заплащане на специалистите от фирмата, които ще пуснат апаратурата в действие. Равносметката е – ,,излиза ни скъпичко, а въпросът се решава само наполовина“.
Именно в този момент постъпва и едно друго предложение — апаратурата да бъде конструирана и изработена в Слаботоковия завод от негова т.н. бригада за технически прогрес. Трябва да се признае, че ръководството на завода се изправя пред труден проблем. От една страна стои известна и реномирана компания, която обаче иска твърде много пари, а от другата страна — български колектив, значително по-скромен в претенциите си, но пък без реноме зад гърба си.
Много дълго е да описваме всички перипетии, затова ще Ви запознаем само с резултата, защото той е важен: само за година и половина ,,бригадата за технически прогрес“, съставена от 18 души и ръководена от инж Николай Коралов, конструира, изработва, изпитва и внедрява в експлоатацията КИТУ, работеща и по двата стандарта CCIR и FCC! Качеството на апаратурата е отлично, а работата й задоволява най-високите изисквания. Приятно впечатление прави и добрият за времето си външен вид. Що се отнася до цената, то окончателно тя е само 53 400 тогавашни лева! Печатна грешка няма (макар че често правим такива). Икономическият ефект пък се равнява на 668 000 валутни лева.
Зад този успех не стоят някакви загадки или тайни. В целия свят уникални апаратури, подобни на КИТУ се изработват в единични бройки. Тук не може да се приложат методите на поточното производство, а обратното — дялът на конструкторския труд и работите, извършвани на ръка, е почти 100 процента. Следователно, щом една апаратура ще се изработва на ръка, това можем да сторим и ние у нас. Проблемът се заключава само в качеството на проектно-конструкторската работа, т. е. въпросът опира в творческите възможности на българските специалисти: инженери, конструктори, технолози, а именно в тази област и по това време България е достатъчно силна. Нашата техническа интелигенция с редицата си постижения на световно ниво още тогава е доказала, че успешно може да се състезава със специалистите от най-напредналите страни. За акад. Георги Наджаков сте чели, нали?
В конкретния случай има и две щастливи обстоятелства: инж. Николай Коралов още със своята дипломна работа започва да решава твърде сложните проблеми, свързани с формирането на изпитателни изображения по електронен път; и второ, ръководството на завода не се е побояло, че участващите в бригадата „ще вземат много пари“ и правилно е използвало възможностите за материално стимулиране. Резултатите убедително потвърждават правилността на такава позиция.
Контролно-изпитателната телевизионна уредба се използва от 1969 г. нататък в Слаботоковия завод Климент Ворошилов София. Тогава вече произведена и първата серия телевизионни приемници по стандарта CCIR. Производствените мощности на завода са били в готовност да изработят и втора КИТУ, ако настане нужда от нея.
1955 година. Произведени са шест хладилникаМраз. България произвежда хладилници. Имат ли значение тези шест хладилника?
1964 година. Най-после в редовно производство е пуснат херметичният фреонов компресор КХ-013. До края на годината ще бъдат произведени 6021 броя.
В леярния цех бракът е голям. Набелязаното преустройство на цеховете започва. Първата агрегатна машина е докарана в завода. (Бележката е от същата година).
1965 година. Произведени са 255 броя херметични фреонови агрегати. Ръководителите на завода твърдят, че това е едно от перспективните производства.
Готви се новият модел Мраз-140. Външният му вид е чудесен. Промишлената естетика все по-широко навлиза в производството“.
Съжалявам, че не съм имал възможността да присъствувам от самото начало на раждането и укрепването на Хладилния завод. Не веднъж съм слушал за тези първи години, когато се е раждало българското хладилно машиностроене.
Хладилен завод Антон Иванов Hladilen zavod Anton Ivanov
През 1947 година на [тогавашния] булевард „Г. Димитров“ № 51 е национализирано АД „Никола Димитров“. В същност това не е никакво акционерно дружество, а една сбутана барака с няколко стари машини, на които били произвеждани овощарски пръскачки и резервни части за тях. Комисията по извършване на национализацията сварва в „предприятието“ три момчета по на 14—15 години. Това са Владо Фифи, Димитър Джанголски и Иван Върбов. Към бараката с гръмко заглавие след известно време е присъединено предприятието „Атанас Наумов“, в което се произвежда медни апаратури и машини за химическата и хранителна промишленост. Таке ра ботническият колектив нараства на 30 души и бива настанен в полуразрушените помещения на бившата текстилна фабрика „Микарди“. На 1 януари 1951 година става ново обединение с „Хладстрой“. „Хладстрой“ е приемникът на търговската фирма „Комерциум“, която е и генерален представител за България на американската фабрика за хладилници „Фриджидер“. „Комерциум“ се занимава и с монтирането на хладилните съоръжения, като внася българско, „индустриално допълнение“ към получаваните машини—изработва се мебелната част. Национализацията заварва фирмата с пет техника и пет дърводелеца. След национализацията са назначени специалистите: тенекеджия, бояджия и стругар. Единственото условие за тяхното приемане е да имат собствени инструменти. Стругарят идва със струга си. Предприятието се задължава да плаща на него заплата и наем за струга. След това обединение заводът приема името Хладилен и апаратурен завод Антон Иванов.
Всичко това е минало. През 1970 г. Хладилен завод Антон Иванов е един от най-крупните машиностроителни предприятия у нас. Секретарят на заводския комитет на Комсомола Димитър Петков подкрепя тази констатация с няколко цифри: понастоящем заводът произвежда годишно 60 000 броя Мраз-80, 60 000 броя Мраз-140, 16 000 броя херметични фреонови агрегати, 200 000 броя херметични фреонови компресори. Eдинствено заключение: „отклонение от стандарта няма!“ Струва си човек да потърси причините, позволили такова категоризиране, защото то се отнася за производство, измервано с десетки хиляди бройки. За да има постоянство в качеството при тази масовост, явно е, че хората, които работят тук, притежават рутината и умението на добри специалисти.
Завод Антон Иванов Zavod Anton Ivanov
Казаха ми, че цеховете в Хладилния завод могат да поемат ново изделие без прекъсване на производствения процес. Основното предпоставка за тази готовност са модерните машини, професионалното умение на целия персонал и унификацията на детайлите, която е доведена до съвременно равнище.
Не бива обаче да се мисли, че в Хладилния завод Антон Ивановвсичко е създадено с лекота, при някакви изключително благоприятни обстоятелства. Имало е и трудности, и несполуки. Те обаче са засенчени от големите успехи, от общата радост от постигнатото.
Пътят на завод Антон Иванов е пътят, изминат от всяко наше голямо предприятие през периода 1944-1970: израстване на хората, на тяхното умение, оборудване със съвременна техника, навлизане в големите проблеми на промишленото производство, едросерийност, автоматизация, агрегатизация, механизация.
–-
Статията е от сп. Наука и техника за младежта, автор: Христо Карлуковски
Ползата от електрокаритев товарно-разтоварните работи по гарите, пристанищата, складовете, заводските цехове и на други места не се нуждае от реклама — тя е очевидна по безспорен начин. И все пак тук се крие един значителен резерв за повишаване на производителността на труда. Да поясним. В една текстилна фабрика, например, можем да наблюдаваме редом две такива, несъответстващи по мащаба на производителността си трудови дейности — на тъкачната, обслужваща едновременно десетина стана, и на работниците, които с ръчни колички пренасят различни материали из цеха. Ако на тези работници дадем електрокари, производителността на труда им ще се повиши значително, но несъответствието ще остане — тъкачната обслужва десет стана, шофьорът управлява само един електрокар.
Изход от това положение може да се намери чрез създаването на електрокари-роботи, които действуват автоматично или пък се управляват по няколко десетки едновременно от централен диспечерски пункт. Изхождайки от такава концепция кандидатът на техническите науки Христо Христов и инж. Цанко Цанев от НИПКИЕМ и инж. Иван Видопов, инж. Петко Георгиев и Георги Младенов от НИПИА създадоха електрокарс адресно и програмно управление.
Как работи тази „мислеща“ машина?
Да допуснем например, че електрокарът трябва да обслужва един стругарски цех и че неговата задача е да снабдява струговете с полуфабрикати и да отнася готовата продукция в склада. В такива случаи маршрутът е сравнително прост: от склада за материалите по пътеката между струговете, с възможност за спиране при всяка предварително избрана машина, до склада за готовата продукция. Маркирането на „пътя“ става по индуктивен път, с помощта на закопана в земята жица, по която тече променлив ток. Програмното устройство води електрокара точно по жицата и го спира на зададените адреси. Управлението може да се извършва или чрез устройството, монтирано на самия електрокар, или дистанционно, като командите се подават пак по закопаната в земята жица, но на честота, различна от „водещата“. Освен това електрокаръте снабден с кормило и седалка за шофьора. Ръчното управление е предвидено за случаите, когото машината ще се използува извън програмата, при повреда на водещия път и изобщо при всяка по-особена необходимост. Електрокарътс програмно управление може да се използува и при сложни и разклонени маршрути, снабдени с отклонения и стрелки. в такива случаи водещата магнитна линия се секционира, като на една секция или кръстовка може да има само един електрокар. По този начин се осигурява нормално движение на машините без стълкновение помежду им. Независимо от това в предната част на електрокарае монтирана предпазна рамка, изнесена напред, на спирачното разстояние на машината. При блъсване в някаква преграда — срзена, затворена врата, човек и други — щангата се отклонява назад и задействува спирачките. Ако се случи да излезе от водещата линия, електрокарът спира автоматично и подава звуков сигнал.
Манипулацията с програмното устройство е лека и проста. Предварителното адресиране се извършва с помощта на наборно попе, съставено от обикновени двупозиционни ключове или щекери. Самият адресант — работникът на съответната машина — също може да промени при необходимост адреса и да изпрати електрокаратам, където той неочаквано е станал нужен.
Програмната система е универсална и може да води електрокарапо пасивен или активен индуктивен пат или просто по достатъчно контрастна цветна ивица, изписана направо върху пода на цеха. Това прави системата извънредно гъвкава и удобна за приложение вия за работа, по гарите, летищата, в консервните предприятия и други.
След известни изпитания системата навярно ще може да се приложи и при междуредовата обработка на лозята, като тел та, която поддържа лозите, ще служи за индуктивен път. Много лесно може да се използува в различни развлекателни атракциони — не случайно електрокарътбез шофьор събираше толкова любопитни зрители на XXIII мострен панаир в Пловдив дори и там, кьдето се налага честото сменяне на маршрута. Апаратурата, с която се осъществява програмното командване на електрокара, е неголяма и несложна. Понеже са използвани транзистори, тя се отличава и с голяма сигурност в работата.
Пред електрокарите с програмно управление се открива наистина широко поле за работа. Те с безспорен успех могат да се използуват за вътрешнозаводски и цехов транспорт, там, където съществуват вредни за персонала условия. Електрокарътс програмно управление е първият от многобройните преносвачи-роботи, които ще освободят човека от още една малко ефикасна работа, ще спестят неговото време и сили, за да ги вложи в по-творчески задачи. Българските специалисти са създали конструкция, която може да бъде внедрена масово още днес. Думата имат, както се казва, клиентите, които са навсякъде, където човекът е поставен, само за да върти кормилото.
–
Статията е поместена в сп. Наука и техника за младежта от нач. на 70-те г.























![[1969] Български военен радиоактивен измерител](https://sandacite.bg/wp-content/uploads/2016/05/1969-%D0%91%D1%8A%D0%BB%D0%B3%D0%B0%D1%80%D1%81%D0%BA%D0%B8-%D0%B2%D0%BE%D0%B5%D0%BD%D0%B5%D0%BD-%D1%80%D0%B0%D0%B4%D0%B8%D0%BE%D0%B0%D0%BA%D1%82%D0%B8%D0%B2%D0%B5%D0%BD-%D0%B8%D0%B7%D0%BC%D0%B5%D1%80%D0%B8%D1%82%D0%B5%D0%BB.jpg "[1969] Български военен радиоактивен измерител")


![[1973] Български струг Перун](https://sandacite.bg/wp-content/uploads/2016/05/1973-%D0%91%D1%8A%D0%BB%D0%B3%D0%B0%D1%80%D1%81%D0%BA%D0%B8-%D1%81%D1%82%D1%80%D1%83%D0%B3-%D0%9F%D0%B5%D1%80%D1%83%D0%BD.jpg "[1973] Български струг Перун")












![[1970] Хладилен завод Антон Иванов](https://sandacite.bg/wp-content/uploads/2016/04/1970-%D0%A5%D0%BB%D0%B0%D0%B4%D0%B8%D0%BB%D0%B5%D0%BD-%D0%B7%D0%B0%D0%B2%D0%BE%D0%B4-%D0%90%D0%BD%D1%82%D0%BE%D0%BD-%D0%98%D0%B2%D0%B0%D0%BD%D0%BE%D0%B2.jpg "[1970] Хладилен завод Антон Иванов")





