Пробвали ли сте да регенерирате електронни лампи? Вижте в Сандъците – Sandacite!

Преди да продължите да четете тази любопитна информация обаче, сме длъжни да Ви предупредим за едно: всички тези хитроумни ,,пинизи“ Емисията се подобрява за известно време – до една година (този срок е относителен и зависи от производител, година на производство, примесите в емитиращия електрод и.т.н. ) След това, ако е регенерирана с някои от описаните методи, електронната лампа си заминава бъзвъзвратно.
Правете тези експерименти само върху не много редки и ценни лампи!
Така… не че нямаме доверие на Вашите способности, ама да не кажете после, че не сме Ви предупредили.
А сега, да започваме…
В германското списание Funk (бр. 7-8 от 1948 г.) X. Г. Менде дава кратки упътвания за любителски и професионални начини за регенериране на изтощени електронни лампи.
Според него, особени предпоставки за да може една радиолампа да бъде регенерирана, са: гаранционният й срок да е минал, отоплението й да не е прекъснато, да няма късо съединение между електродите, видът на катода да е известен или да е възможно да го установим, да може да контролираме лампата.
По-нататък статията се занимава с възможностите за регенериране според вида на радиолампата:
Електронни лампи с директно отопление. Лампите с чисто метална жичка е невъзможно да бъдат възобновени, защото те умират, когато жичката им се прекъсне или прегори.
Електронни лампи с директно отопление с метален торий на жичката. Познават се по огледалната магнезиева повърхност на вътрешната страна на стъкления балон. Според Менде радиолампи се регенерират по най-прост начин. Внимателно се загрява стъкленият балон, докато част от огледалната повърхност се изпари. При тази процедура лампата не може да бъде никога повредена, ако, разбира се, не се спука при невнимателно нагряване. По-специален начин за възобновяване е прегряването на жичката с двойно по-голямо напрежение от нормалното в продължение на няколко десетки минути. Ако при контролата не се забележи подобрение на състоянието, увеличаваме напрежението три пъти, обаче трябва да се има предвид, че при това е възможно да прегори жичката.

Ако става дума за ценна лампа и ако имаме доста време на разположение, нагряваме жичката с напрежение 1-2 пъти по-голямо от нормалното, и даваме нормално анодно напрежение. Ако след 5 до 60 минути анодният ток започне да расте, намаляваме анодното напрежение, за да не се претовари лампата. Щом престане да се повишава анодният ток или дори започне да намалява, изключваме анодното напрежение и нагряваме още няколко минути с нормално напрежение. Ако не е достатъчно, увеличаваме бавно отоплителното напрежение.
Електронни лампи с бариеви дестилаторнн катоди, които познаваме по тъмното бариево огледало на вътрешната страна на стъклената крушка и по чинийката с гетер. Не бива да бъдат нагрявани повече отколкото е необходимо за регенерацията. Като погледнем катода, ние можем да предскажем дали лампата се нагрява при 10 до 20 % по-високо със съединено анодно напрежение. Наблюдаваме анодния ток и, щом той престане да расте и започне да намалява, връщаме се на нормалното напрежение на нагряване;
3) с претоварване; при бавно увеличаване на нагряването започваме при 10%, даваме значително отрицателно преднапрежение на решетката, а на анода даваме най-голямото възможно напрежение, което лампата може да понесе. Започваме да намаляваме преднапрежението, докато анодът леко се зачерви от претоварване. Оставаме лампата да работи, докато то се появи слабо зелено светене, дължащо се на йонизираните бариеви пари. След ня колко минути увеличаваме решетъчното преднапрежение, откачваме анодното докато дойдем до нормално напрежение. При изпробването след това се забелязва значително подобрение.
Лампи с бариева паста. Тях ги познаваме по слабо лъскавия или тъмен огледален блясък, обикновено на основата (долната част). Възобновяваме ги при работа с повишено нагряване или повишено нагряване и след това работа. Прегряваме с 1,8 пъти повече в продължение на 20 минути или прегряваме с 1,2 пъти повече решетъчно преднапрежение.

Познаваме дали ще бъде възможно регенерирането, наблюдавайки яснотата на жичката. Ако тя е видимо червена при нормално напрежение, то в нея липсва активен бариев окис и ,,подмладяването“ е невъзможно. Жичката трябва да бъде много тъмно червена.
Авторът дава три начина за регенериране на тия лампи, от които по-добри са онези, при които се работи с по-ниско напрежение за нагряване:
- с прегряване: нагряване катода няколко минути с нормално напрежение и после плавно го увеличаваме на 1,8 пъти. Поддържаме това загряване 10 минути и се връщаме пак на нормалното. Ако увеличим напрежението само 1,5 пъти, нагряваме в продължение на около 30 минати.

- работа при повишено нагряване: и в продължение на 1 —2 часа черпим нормален аноден ток.
- лампи с индиректно отопление. Те имат катод с бариева паста. Възобновяваме ги чрез прегряване, работа при прегряване с 20 до 25 % или прегряване и след това работа при прегряване 1,2 пъти по-високо. По-продължителното и по-леко прегряване е по-резултатно. Претоварването може да доведе до емисия и до зачервяване на решетката, от която се отделят газове образуващи окиси, които повреждат катода.
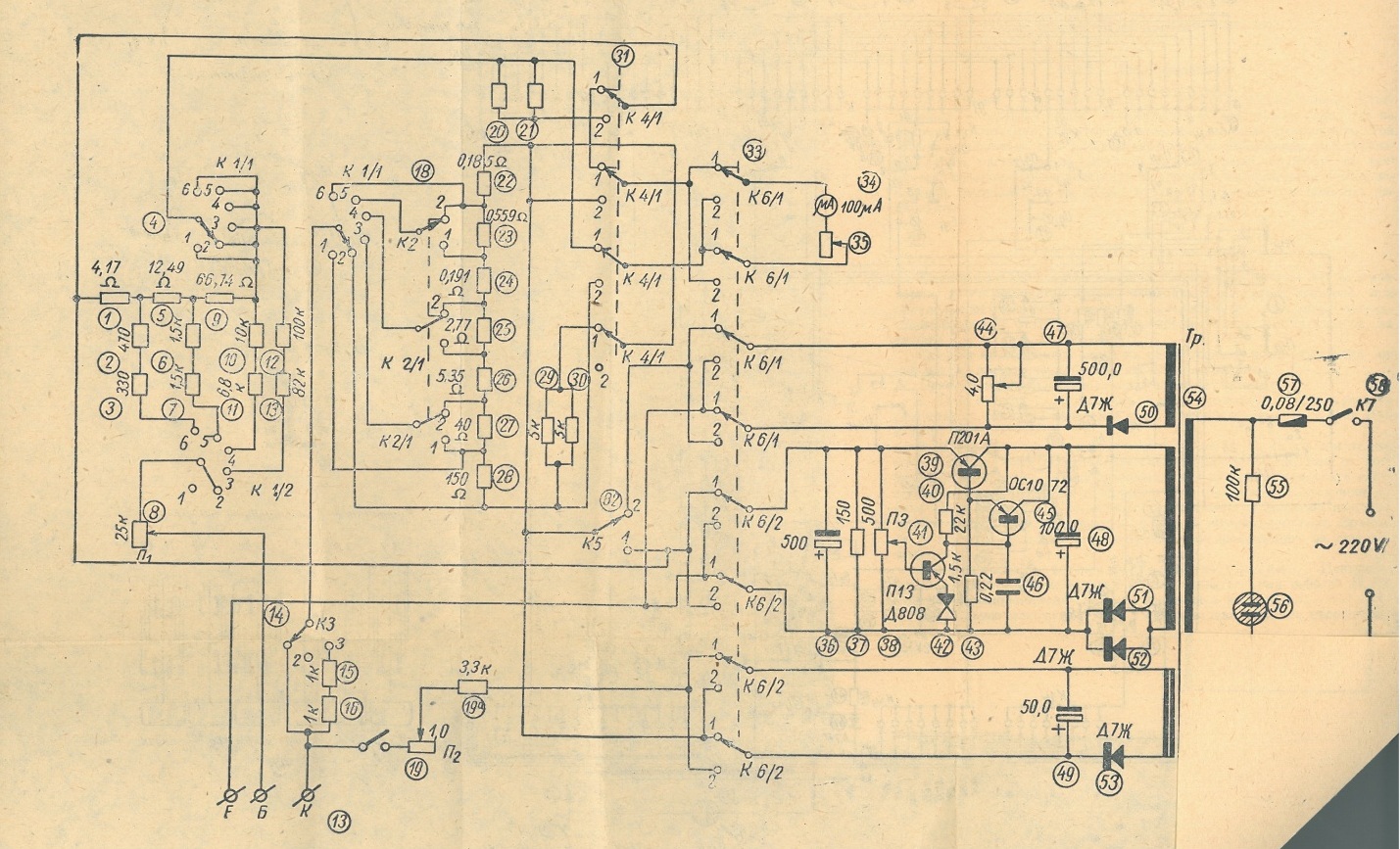
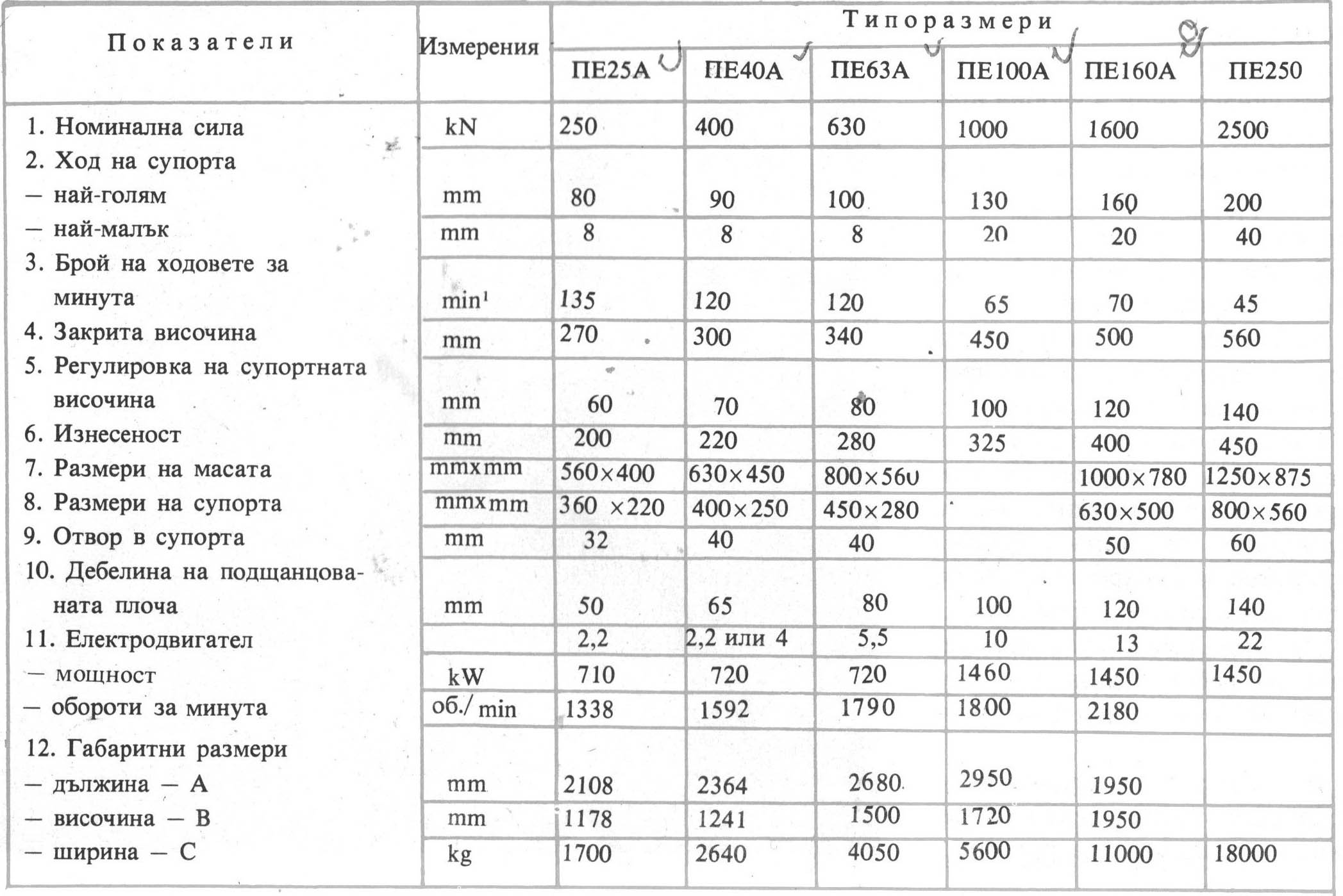
По-нататък авторът описва устройство на специален уред за възобновяване на радиолампи. Това е в основата си опростен уред за изпробване на лампи, допълнен с точен волтмер за измерване напрежението на нагряване и регулатор за плавно изменяне на всички напрежения на 10—20—50—80%. Анодното напрежение е само 60 волта и токът се контролира с милиампермер: чрез прекъсване веригата на катода може да се изпитва изолацията между катода и жичката. И освен това чрез уреда може грубо да се контролират лампите.
При външно нагряване на радиолампите следва да се вземат мерки за предпазване от евентуално пръсване на лампите, тъй като летящите пръснати стъкла могат да нанесат големи поражения по лицето и ръцете на работещия.
А ето тук една статия, която се занимава с чисто механичното възстановяване на увредени електронни лампи: