,,На Международния мострен панаир в Пловдив през 1958 бе изложена прототипна българска кинопрожекционна машинаБалканза широкоекранен филм.
Машинатабе създадена от главния конструктор Ив. Зографов със съдействието на киномонтьорите Витан Петров и Борис Викторов, началника на заводската лаборатория Васил Стоянов и целия конструкторски колектив. Апаратът Балкане с напълно оригинална наша конструкция. В много отношения той превъзхожда чуждестранните и е почти два пъти по-евтин от тях. Всички части, с изключение на оптиката, са произведени в завода.
Предстои предаването на първата серия от 19 кинопрожекционни машиниза широкоекранен филм, които много лесно се приспособяват и за обикновени филми. Освен тези апарати до края на 1959 г. по плана на съкратената петилетка се предвиждат още 90 броя. Те ще бъдат изпратени но кинотеатри в страната и на международни мострени панаири в чужбина.“
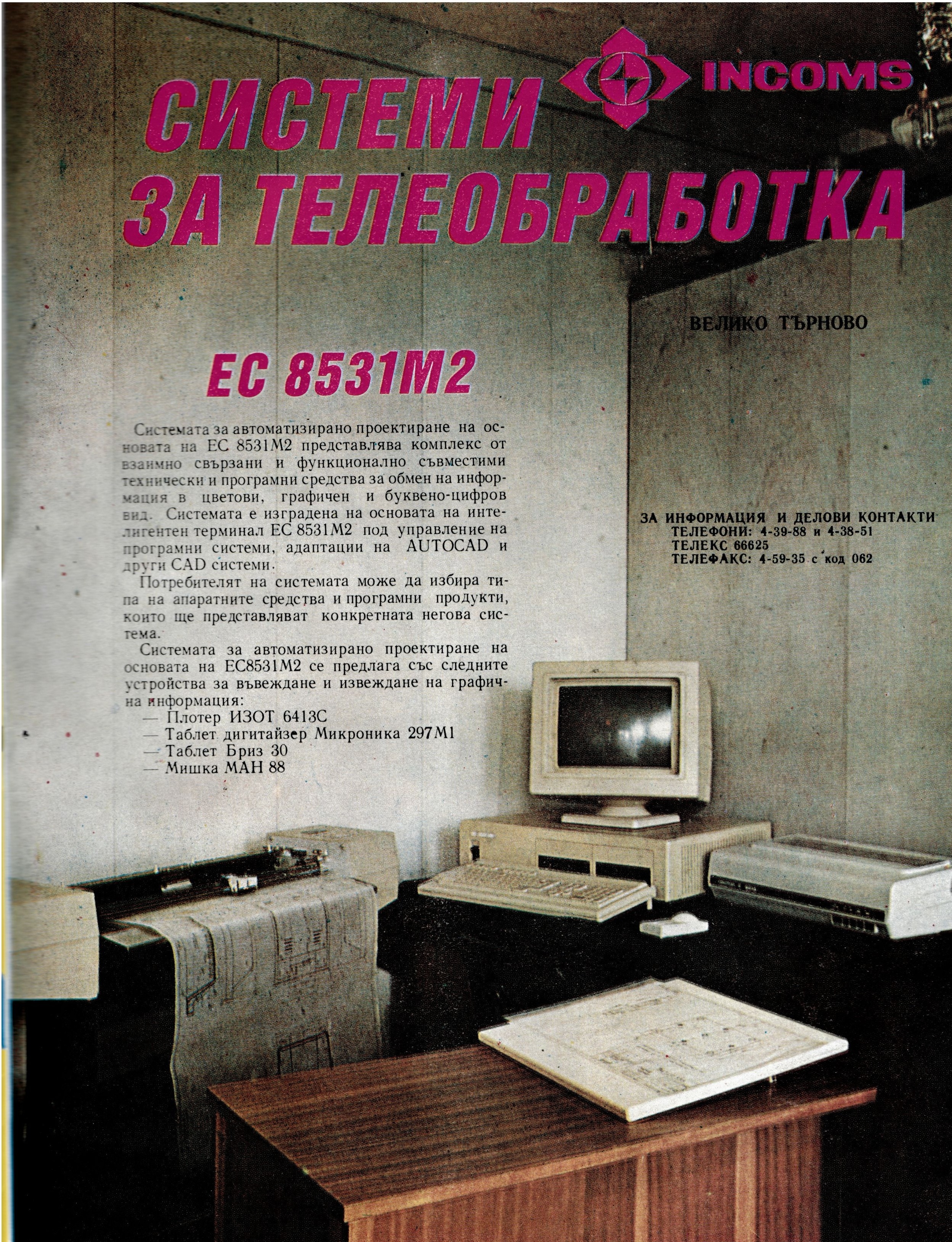
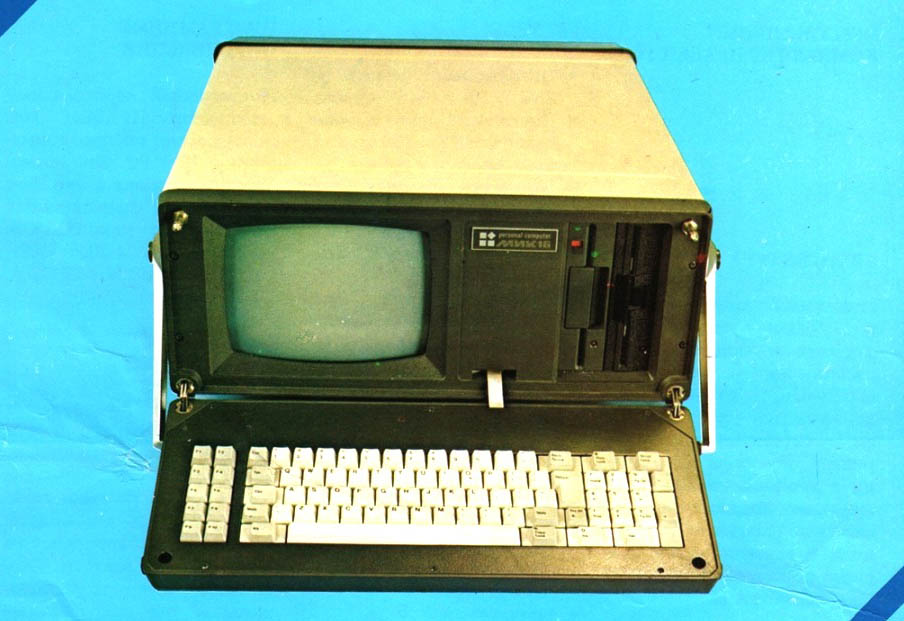
Системата за автоматизирано проектиране на основата на ЕС 8531М2 представлява комплекс от взаимно свързани и функционално съвместими технически и програмни средства за обмен на информация в цветови, графичен и буквено-цифров вид.
Системата е изградена на основата на интелигентен терминал ЕС 8531 M2 под управление на програмни системи, адаптации на AUTOCADи други CAD системи.
Потребителят на системата може да избира типа апаратните средства и програмни продукти, конто ще представляват конкретната негова система.
ЕС 8531 ES 8531
Системата за автоматизирано проектиране на основата на ЕС 8531М2 се предлага със следните устройства за въвеждане и извеждане на графична информация:
Плотер ИЗОТ 6413С
Таблет дигитайзер Микроника 297 М1
Таблет Бриз 30
Мишка МАН88
Произвежда се от 1990 г. в Комбинат Системи за телеобработка Велико Търново.
Освен за електроника и електротехника, от време на време тук си говорим и за стара и неизвестна наша земеделска техника. Днес също ще обърнем внимание на нещо такова – по-специално туй на снимката. :)
Тази вършачка е производство на Заводаза селскостопанска техника Георги Димитров – Русе и има подобрена конструкция в сравнение с предишни модели (тоест това не е първата българска вършачка изобщо). Корпусът й е целият облицован с ламарина. Към нея има приспособление за механизирано подаване и автоматично развьрзване на снопите, а е монтиран и нов вид сламотранспортьор. Тези две усъвършенствания позволяват да се сведе обслужващият персонал на машината до 20 души, вместо 40, както е при предходния модел вършачка.
Освен тази чудесия, през 1960 г. на събитието, на което е излизало всичко ново от българската техника – Пловдивския панаир – през 1960 г. заводът Георги Димитров представя и 36-редова зърносеялка. За нея обаче все още нямаме информация и затова тя ще почака някоя друга статия. :)
Вижте в Sandacite.BG българска полуавтоматична затварачка за буркани от 1962 г.!
[1962] Полуавтоматична затварачка за бурканиСъс сигурност помните ръчната затварачка за буркани, с която натискахме капачките тип ,,Омния“ на бурканите със зимнина, които приготвяхме всяка есен. Човекът я натискаше с с ръце и после ,,увисваше“ на нея до такава степен, че краката му се отделяха от земята. :) Такъв тип затварачка е добра за домашни буркани, но когато говорим за промишлено производство, нещата стоят другояче.
През 1962 г. в Държавния машиностроителен завод „Червено знаме“ — Стара Загора е произведена бурканозатварачка с промишлен замисъл. Тя работи ето така:
Консервните буркани, които ще се затварят, постъпват по транспортна лента и докато се движат по нея, една работничка поставя капаците върху тях. После бурканите се поемат от транспортна звездичка и застават под затварящата глава, която притиска капаците и ги прищипва околовръст на осемнадесет места. Основни детайли на затварящата глава са осемнадесетте цилиндрични пружиниращи палци, които са обработени много точно по термичен път. Това осигурява еднаквост в прищипването и осигурява плътното затваряне на бурканите.
На машината могат да се затварят бурканис диаметър 48, 68 и 83 мм, а нейната производителност е между 45 и 80 буркана в минута. Такова регулиране на производителността в широки граници е било необходимо, за да може машината да работи съгласувано с други машинии да се нагажда към тяхната производителност.
Как ли е работела? Със сигурност е била страхотно шумна! :)
Купувам стариБЪЛГАРСКИ компютрии периферия на ИЗОТ, ЕС, СМ, ЕМК, МУК, Микролаб, разни дискети с игри и програми за компютри Правец и т.н., а не просто стария Ви компютър. На снимките по-горе и долу виждате как изглеждат такива стари компютри и периферия.
Ако на джаджата Ви пише ИЗОТ, ЕС, СМ, ЕМК, Микролаб или нещо подобно, можете да ме потърсите. След ИЗОТ, ЕС, СМ винаги има 4 цифри: напр. ИЗОТ 8542Е, ИЗОТ 9115Е, ЕС 5052, СМ 6326…
Цена в зависимост от марка, модел, състояние. Плащане веднага.
ППП ВАРИТАБ`86 е българска програмаза електронни таблици, пусната в разпространение през 1986 г. от ТК Национален програмен и проектен фонд.
Към 5 1/4-инчовите дискети, на които е записана програмата, са се разпространявали няколко големи книги във формат А4, които съдържат описание на приложението, описание на контролния пример, ръководство за работа, между които и глава ,,ВАРИТАБ за 10 минути“. Всичко това е насочено към хора, на които се налага да овладеят бързо програматаот равнище напълно начинаещи.
Пакетът от приложни програми (ППП) за таблично молелиране ВАРИТАБ-86 е предназначен за лица, подготвящи решения (проекти на планове, разпределяне на ресурсите, справки, отчети) и представлява прост за използване, нагледен и гъвкав, интерактивен инструмент за административно-управленския и инженеро-техническия персонал на предприятие или организация във всеки отрасъл на народното стопанство.
За разлика от ППП ВАРИТАБ-16, ВАРИТАБ-86 притежава редица допълнителни функции като управление на данни, сортиране на редове от таблицата и графично изобразяване на резултатите от табличната обработка. Освен това значително са увеличени и размерите на таблицата. Тези качества на ППП позволяват използването му като едно от основните програмни средства за.създаване на АРМ за специалисти с широк профил.
УСЛОВИЯ ЗА ПРИЛОЖЕНИЕ
Размерът на таблицата, разработвана с помощта на ППП ВАРИТАБ-86 не трябва да превишава 127 колонки и 9999 реда.
За функционирането на ППП ВАРИТАБ-86 е необходима 16-битова микро-ЕИМ (съвместима с IBM-PC) например, ЕС-1840 или IntelleXT със следната конфигурация:
оперативна памет не по-малко от 256 КБ;
цветен или черно-бял графичен видеотерминал с разрешаваща способност на екрана не по-малко от 200×320 точки;
две устройства за гъвкави магнитни дискове с обем не по-малко от 256 КБ всеки;
графично програмируемо печатащо устройство и/или плотер (не е задължително).
ППП ВАРИТАБ-86 работи под управлението на операционна система, съвместима с PC-D0S.
Основна задача на ППП за таблично моделиране ВАРИТАБ-86 е съставянето на таблични модели (представяне в таблична форма на взаимовръзките на входните данни), решение на модела с цел получаване на резултата от математическата (напр., аритметична, статистическа, логическата и пр.) обработка на входните данни, съхраняване на разработената таблица за многократно използване, модифициране на таблицата с цел отразяване на измененията на входните условия и представяне на резултата в удобна за потребителя форма.
СЪСТАВ И ФУНКЦИИ
ППП ВАРИТАБ-86 се състои от:
основни програми – програми за таблично моделиране;
обслужваща програма за трансформация на таблици отв формата ВАРИТАБвъв файл с открита структура;
обслужваща програма за разпечатване на таблици по дължината на листа.
Функционалната област на ППП ВАРИТАБ-86 е много широка. В общи линии тя се определя от универсалното предназначение на ППП, което конкретно се състои в приемане на въвежданите от клавиатурата на ЕИМ данни (текст, числа, формули), поместването им в паметта на ЕИМ, изчисляване на формулите и представяне в таблична или графична форма на стойностите на въвежданите данни и резултатите от изчислението върху екрана на микро-ЕИМ.
Основната програма осигурява запазване на въведените данни върху диска, прехвърляне на данните (таблиците) от диска в оперативната памет, извеждане на АЦПУ, върху екрана на терминала или диска на съдържанието на таблицата, поекранно редактиране на поместената в паметта на ЕИМ таблица, сортиране на редове или колонки по два ключа, както и подбор на данни от таблицата по зададено условие.
Програмата изпълнява изброените функции по указание на потребителя-оператор на ЕИМ, Указания на програмата се дават с помощта на команден език в диалогов режим.
Благодарение на този режим, от оператора не се изисква знание на какъвто и да е програмен език. Програмата самa подсказва на оператора вариантите за действие.
ВАРИТАБ VARITAB
ППП ВАРИТАБ-86 може да бъде иползван от всяко предприятие или организация, разполагащи с персонална ЕИМ за изпълнение на такива функции, като:
технико-икономическо планиране;
оперативно управление на производството;
отчетност;
материално-техническо снабдяване;
технологична подготовка на производството;
определяне на показателите на стопанската сметка и отчитане резултатите от социалистическото съревнование .
Конкретни примери за приложението на ППП ВАРИТАБ-86 в предприятията могат да бъдат:
инженеро-технически разчет в САПР;
отчитане на вариантите на производствената програма;
изчисляване на преките и косвени разходи в производството, съставяне на баланси и т. н.
Много важно качествво на ППП е това, че всички задачи могат да бъдат решени от непосредствения изпълнител-плановик или инженер, без помощта на програмист. Освен тсва гъвкавостта на ППП дава възможност за бързо и безболезнено изменение на съдържанието на задачата и приспособяване към новите условия, което позволява да се автоматизира решаването и на такива задачи, чиято окончателна формулировка е неизяснена и ще бъде уточнена едва след оценяване на резултатите от решението.
Основната част от отчетите, плановете, справките, графиците и сведенията – документите с таблична форма, разработвани в министерствата и ведомствата, могат да бъдат подготвени с помощта на предлаганото средство, т.е.много функции на учрежденската дейност могат да бъдат решени с помощта на ППП ВАРИТАБ-86.
Описание на функциите на основните програми на ВАРИТАБ-86
Основната програма на ППП реализира следните функции:
осигурява на потребителя таблица с размер 9999 реда и 127 колонки, една от клетките на която е активна;
позволява да се зададе нужната позиция за въвеждане с помощта на клавиш за посока или чрез указване на координатите на позицията;
въвежда в активната клетка набрания от потребителя текст, числови данни или формула за изчисляване;
редактира въвежданото, позволявайки поправката на грешки;
отразява визуално всички действия на потребителя и съответната реакция на програмата;
премества екрана според позицията на активната клетка, показвайки произволно място от таблицата и съдържанието на указаната позиция;
изпълнява логически и аритметични действия във формулите;
подсказва всички команди и правилата за написване на всяка команда;
след въвеждане на поредните данни или формула започва автоматично изчисляване и преизчисляване на модела; с помощта на команди освобождава позицията за въвеждане, изтрива цялата таблица, изтрива, вмъква, премества редове и колонки, определя формата на данните, ширината на колонката и последователността на преизчисляване, отпечатва цялата таблица или част от нея;
съхранява таблбицата върху диск или я възстановява от диска обратно в паметта, фиксира заглавието на редовете и колонките, повтарящи съдържанието на указана позиция на посочено място в таблицата, едновременно с това показва върху екрана двете различни части от таблицата, позволявайки преместването на активната позиция от едната в другата част;
изпълнява предварително създадена и поместена във файла командна последователност;
съдържа вградени функции: сумиране, определяне на минимална и максималн стойност,
пресмятане на количество на елементи, изчисляване на средна стойност, намиране на елемент с указана стойност, отбелязване на грешните стойности при изчисляване на формули (деление на нула), посочване на числото Пи, определяне на абсолютна стойност, определяне на цяла част от число, тригонометрични функции, определяне на натурални и десетични логаритми, повдигане на степен, извличане на квадратен корен и изчисляване на календарна дата;
отразява във вид на линейна графика числовите стойности на зададена колонка и във вид на различни диаграми стойността на коя да е таблица; !
автоматично преобразува числа в нормализиран вид в случай, че значността им превишава ширината на колонката;
осъществява сортиране на редове и колонки от таблицата по два ключа; . ,
извършва подбор на данни от таблицата по зададени условия;
обединява съдържанието на няколко таблици, като едновременно извършва и зададените аритметични действия;
извежда за отпечатване седем различни вида диаграми, като ги оформя с необходимите надписи и пояснения.
ППП ВАРИТАБ-86 е построен така, че усвояващият го го възприема като нова игра, в която ЕИМ изпълнява ролята на партньор, който с реакцията си подпомага разбирането на правилата на играта, окуражава при неуспех и подканва към изпробване на нови, по-сложни комбинации.
Програмни продукти и системи Programni produkti i sistemi
Функции на обслужващата програма ТФВ
ППП ВАРИТАБ-86 включва програма за трасформиране на формата на таблицата ВАРИТАБ (ТФВ), която представлява обслужващо средство на ППП, осигуряващо връзката на ППП с други приложни програми и ППП. Тя трансформира таблицата
формат, достъпен за приложната програма, написана потребителя или друг ППП и обратно, от формата на приложната програма във формата на таблицата ВАРИТАБ.
В частност програмата ТФВ позволява да се изполняват следните преобразувания:
файл със структура „значения разделенние запятой“ (ЗРЗ) в двоичен файл със структура ВАРИТАБ;
файл със структура DIF (Data Interchange Format), в който’ всяка клетка се определя от три полета, във файл със структура ВАРИТАБ;
файл със структура Visi Calc във файл със структура ВАРИТАБ, при запазване на формулите и форматите на изображението;
файлове на ППП Lotus 1-2-3 във файлове ВАРИТАБ;
файлове със структура ВАРИТАБ във файлове със структура ЗРЗ;
файл със структура ВАРИТАБ във файл със^ структура SDI (Super Data Interchange), който е разширена версия на формата DIF.
Фунции на обслужващата програма ОБРЪЩАНЕ
Програмата ОБРЪЩАНЕ прави обръщане на таблицата на 90°, така се отпечатват много широки таблици.
Ако искате да следите всеки ден статиите по история на българската техника, ще се радваме да харесате страницата на сайта ни във Фейсбук – https://www.facebook.com/сандъците/?fref=ts
[1953] Железопътен завод Георги ДимитровЗаповядайте днес на разходка из това прочуто предприятие! Знаете ли, че в този завод, по-късно преименуван на Железопътен завод Георги Димитров, през 1948 г. вижда бял свят първият български локомотив? :) Тук публикуваме една моментна снимка на мястото, откъдето той e проходил. Едно време са наричали такива статии ,,очерки“.
,,Локомотивно-вагонниятзавод Георги Димитров е важно звено нашия транспорт. В новите цехове на завода, които израснаха през последните няколко години, работят стотици стругове от най-различни големини, фрези и др. металорежещи машини. В стоманолеярното отделение се изливат нови локомотивни ивагонничасти. Те се обработват в многобройните отделения на завода, престъргват се и се шлифоват. Тези хиляди най-различни части връщат към живот локомотивите, дошли на ремонт в завода. И те тръгват отново по неравните профили, возейки тежките си товари. За осигуряване на сигурен, бърз и евтин ремонт, за социалистически транспорт се борят работниците.
Новият план на заводае смел, напрегнат план. Пред него Партията и Правителството поставят отговорните задачи: да се повиши производителността на труда с 5.5% и се намали себестойността на продукцията със 7.6%. Това значи пълна работа на машини, максимално използване на техния капацитет, търсене, откриване и използуване на скритите възможности за снижение на себестойността, за намаляване на времето на извършваните манипулации, за строга икономия на материалите.
Производственият план беше обсъден на събрания по групи на самите работни места. Заводската многотиражка „Заводска правда“ излезе с редица статии по този въпрос. Тя бичуваше нередностите, насочваше изоставащите, сочеше примера на първенците. С обещанията, които поемаха, и със своята работа по тяхното изпълнение те увличаха другите работници. Разяснението на плана не стана кампанийно, а се разгърна за около цял месец. Всеки работник трябваше да се убеди, че макар и високи поставените показатели са изпълними. А това не можеше да стане изведнъж.
„Хората не се убеждават само с думи, ами с дела — казва фрезистът Кирил Милчев, завеждащ съревнование към комитета на ДСНМ при завода. — Когато пред нас се постави въпросът за разясняване на плана, аз внимателно го разучих, прецених възможностите на групата на нашето отделение и сам твърдо се убедих в реалността на поставените показатели. Говорих с другарите, поставихме на обсъждане въпроса за плана. Пръв поех обещание: да изпълня производствения план за двете машини, с които работя, със 145 %, да се подготвя и премина на трета машина със същото процентно изпълнение за трите машини, да давам качествена продукция и изпълнявам навреме зададените ми поръчки. Другарите също поеха обещания.
В своята работа аз винаги търся нови възможности за пълно използуване капацитета на машините. През миналата година в производството беше внедрено едно мое приспособление към фрезмашината, което съкращава чувствително времето за изработването на някои части. Само за нашия заводгодишните икономии се изчисляват на над 57,000 лева.
Аз не преставам нито за момент да търся нови начини на работа и нови приспособления за увеличаване капацитета на машините. Новаторството, етремежът за използване докрай възможностите на машините е един от най-важните фактори, които ще осигурят изпълнението на производствения план за 1953 година.“
Новите почини обхващат все повече работници от завода. През януари по почина на Левченко и Муханов за снижение себестойността на продукцията при всяка операция работиха 577 души. Постигната беше икономия от 171,394 лева. 86 стругари обработваха по скоростния начин за рязане на металите локомотивните части. 69 души оставаха след работа да учат в организираните стахановски школи. Следвайки примера на Бирюков, 124 опитни майстори поеха да обучават 145 млади работница
Така още в първите дни на новата година трудовият колектив на Локомотивно-вагонния завод поде с всички сили борбата за ритмичното изпълнение на производствения план. Резултатът от изпълнението на плана за януари — 105.74% показа, че усилията на заводци се насочват правилно и че те имат пълната възможност не само да изпълняват поставените задачи, но и да ги преизпълнят.
Инженерно-техническият персонал в завода, както и самите работници търсят нови начини за икономии на материал, за снижение себестойността на продукцията, за поевтиняване на производствения процес. И тук на първо място са младежите.
През миналата година на голяма камара в двора на заводабяха натрупани железни отпадъци. От години те стояха така. Върху тях се трупаха нови и нови отпадъци от различните отделения на завода. Камарата от ръждясалите железни парчета и стърготини растеше с всеки ден. Пред управата вече сериозно стоеше въпросът за тяхното извозване, тъй като те заемаха много място и пречеха.
С внедряване почина на Левченко и Муханов дойде и идеята за оползотворяване на отпадъците, които вече надхвърляха 1,100 тона. Те бяха претопени в стоманолеярната в завода. Никому ненужните железни отпадъци се превърнаха в нови, блестящи и здрави локомотивни части. От това се получиха стотици хиляди лева икономии.
През тази година ръководството на заводазапланува провеждането на редица мероприятия с цел да изпозва всички възможности за икономия на материали. Така подовете на отделенията, в които работят металорежещи машини, ще бъдат постлани с ламарина. В единия им край ще се монтира улей, който ще води в преса, поставена ниско, наполовина потънала в пода. Стружките, които отпадат от машините, ще се смитат от един неквалифициран работник към улея. Оттам те ще попадат в пресата, която ще ги пресова във вид на кюлчета. Тези кюлчета по нататък ще Се претопяват в пещите на завода. Така ще се постигне използуване на всички отпадъци от различните металорежещи машини. За народното стопанство ще бъдат икономисани десетки тона метал.
Производството на леярния цех ще бъде поевтинено по-друг начин — чрез свързването му направо с кислородната инсталация на завода.
Железопътен завод Zhelezopaten zavod
Във всяка стоманолеярни се изразходва много кислород. Той отива главно за оксижените. При леенето на различни стоманени части над формовката на частта се оставя известна допълнителна част, наречена леяк или шлакоуловител. Обемът на шлакоуловителя достига често 35— 40% от обема на частта, която ще се отлива. Когато във формата (отливката) се изсипва разтопената стомана. чистата стомана като по-тежка запълва долната част. Шлаката изплува нагоре, излиза от основната форма и остава в шлакоуловителя (лейка). Отделянето на отлятата основна част от леяка при чугун става чрез отчупване. При стомана е необходимо връзката им да се пререже с оксижен. Именно затова стоманолеярните отделения изразходват много кислород. Досега кислородът в стоманолеярното отделение на завода се внасяше чрез бутилки. Всеки ден десетки бутилки се пренасяха от кислородната инсталация до отделението и отново се връщаха за пълнене. Сега предстои свързването на инсталацията направо с отделението. Това ще спести много работни часове, ще икономиса много средства. Вече няма да се пренасят тежките кислородни бутилки. Достатъчно е оксиженистът да сложи маркуча и завърти кранчето на кислорода, за да има кислород и да може да работи.
Инженерно-техническото ръководство на заводасе учи непрекъснато от богатия опит на съветските специалисти. Предстои отпочването на производство на вагонни лагери, в състава на които не влиза калай. За народното стопанство ще бъдат спестени много килограми от този ценен метал.
Наред с техническите усъвършен- ствувания, които ще помогнат за увеличение на производството и поевтиняване на работния процес, в заводасе провеждат редица мероприятия за подобрение организацията на работата. И тук на помощ като ръководещо начало стои опитът на съветските заводи. Проучванията и първото внедряване на новата организация на труда стават в болтовата фабрика на завода.
Чрез хронометрични и други наблюдения е установено, че непроизводителното време на всеки стругар е средно 25%, но при някои случаи то достига до 30—35%. За да обясним това, нека разгледаме следния пример:
За 8 часа на един стругар се дава да изработи напр. 30 болта. Но той работи сръчно, не губи време и ги изработва за шест часа. Когато свали от патронника и последния болт, стругарят вижда, че няма работа. Той оставя струга си и тръгва да. търси майстора на отделението, за да му се даде нова поръчка. Чести са случаите, когато стругарите сами си носят материала за работа от склада до струга, често те чакат чертежи, техническата документация, сами заточват ножовете си. А това е загуба на време.
Новата организация предвижда създаването на оборотен склад в самото отделение. В него ще има винаги запас от материал. Материалът ще се разнася от оборотния склад до стругарите от неквалифицирана ра
ботници. Заточването на инструментите ще става централно. Маслото за смазване на машините ще се донася до струга също от неквалифициран работник. На струговете на известна височина, за да се виждат отдалече, се монтират три сигнални лампички — червена, синя и бяла.
Така стругарят е осигурен за всичко. Той няма да губи време за непроизводителен труд. До струга му ще има винаги запас от материал за работа. Ако материалът е на свършване или работното място се затрупва от готова продукция, стругарят запалва синята лампа, без да прекъсва работата си. При струга идва един от неквалифицираните работници, който му докарва материал и откарва готовата продукция. Запалването на бялата лампа е сигнал да се донесе нов режещ инструмент. С червената лампа стругарят вика при себе си майстора на цеха за технически инструктаж.
Шкафчетата на стругарите са типизирани. По-рано те имаха само три отделения, където се нахвърляха всички инструменти. Сега отделенията са десет. Инструментът е разпределен така, че стругарят има всичко под ръка и не губи време да го търси.
Новата организация на работа ще помогне за рязко повишаване производителността на труда. С нея ще се ликвидира непроизводителното време, ще се даде възможност на стругарите да усъвършенстват все повече своето професионално майсторство. Към всяка машина се изготвя и каталог, в който подробно е описана както машината, така и най правилният начин, по който се извършват с нея различните изработки. Под ръководството на техническия персонал всеки работник ще се запознае подробно със своята машина, за да може да използва при работа нейните пълни технически възможности.
Въвеждането на пожизнена книга за всяка машина, която се внедрява в завода, ще помогне за удължаване живота на машините. В пожизнената книга се описват всички ремонти на машината, всяка повреда, станала с нея. Всеки момент инженерно-техническото ръководство на заводаима картина за точното състояние на наличната техника. Това от своя страна помага и насочва усилията по нейното опазване за установяване на най-правилен режим на съхранение.
Нови хора израстват в Локомотивно-вагонния завод. Те се каляват в трудностите, в разгорялото се съревнование за преизпълнение на производствения план. През 1952 година по инициатива на самите стругари нормите бяха повишавани два пъти. Въпреки това процентното изпълнение на плана остана над 100%.
„Ние имаме всички възможности за осигуряване преизпълнението на производствения план за 1953 година — заявява главният инженер на заводадр. Славчо Стоянов. – Ние поехме обещание пред другаря Вълко Червенков да го изпълним за 11 месеца и имаме всички основания и възможности за това. Гаранция е нашият трудов колектив; който в своята работа се учи непрекъснато от богатия опит на съветските стахановци. “
В София на бул. „Хр. Ботев“, срещу Министерството на земеделието, се строи модерен постоянен цирк.
Нова и оригинална е неговата конструкция. Целият корпус е изграден от сглобяеми металнии фазерни плоскости, свързани с винтове. Циркътможе лесно да се демонтира и отново сглоби. Построяването му става без строителна скеля. Голям интерес представлява грамадният купол на цирка. Неговата метална конструкциябе издигната само за 20 минути и разтворена като чадър с помощта на висока мачта. След построяването на купола, мачтата бе извадена и той остана без вътрешни подпори.
За цялата конструкция на цирка бяха изработени 1,500 метални детайли от Държавното предприятие „Христо Смирненски“ — София, специализирало се в изработването на тежки метални конструкции, подвижни кранове, стълбове за далекопроводи и пр. За да изработи конструкциитена цирка, предприятието усвои и още един нов вид производство — куполни метални конструкции, които в бъдеще ще изготвя за нуждите на цялата страна.
За конструкцията на цирка бяха необходими още 2000 фазерни сглобяеми елемента, които се изработиха в ДИП Маршал Толбухин на Гара Искър в София. Преди монтажа им върху металната конструкция, те бяха напоени с водонепроницаема смола и покрити от двете страни с огнеупорна боя.
За топлинна, звукова и противопожарна изолация кухото пространство между вътрешните и външните фазерни плоскости е напълнено със стъклена вата. Отвън постройката е облицована със стъкло и алуминиева ламарина, внесена от Франция.
Отоплителната и вентилационна инсталация, водопроводът и канализацията са разработени и са построени по всички съвременни изисквания. Цялата сграда е боядисана с огнеупорни бои, а залепването на алуминиевите листи към фазерните плоскости е извършено с пластичен маджун. Както огнеупорните бои, така и пластичното лепило са изработени у нас, от предприятието Лакпром — София.
Циркът ще побира 2,000 зрители. Местата са амфитеатрално разположени и представляват не обикновени пейки, каквито сме свикнали да гледаме във всички циркове, а удобни столове-кресла.
В приземната част на циркасе намира централният вход, няколко изхода, фоайето, бюфетът, гардеробите и други сервизни помещения. Над централния вход ще бъде помещението за администрацията на цирка.
Манежът на циркаима форма на подкова и заема 260 кв. метра. Такова голямо пространство позволява да се изпълняват масови сцени от 120—150 артисти едновременно. Неговите очертания обаче ще бъдат подвижни и ще заемат формата, която се налага от спектакъла.
Циркътще притежава и голяма сцена със завеси, декори и съоръжения, с които артистите бързо ще се издигат нагоре или внезапно ще пропадат и изчезват. Това ще позволи интересни сценични ефекти. Предвидена е и прожекционна кабина и екран. Цирковата сграда ще може да се използва и като кинотеатър.
В сградата ще има съблекални, гардероби за костюмите, гримьорни за артистите и пр. Отворите, през които ще се излиза на сцената, ще бъдат толкова големи, че през тях ще могат свободно да минават слонове с артисти върху тях.
Автори на циркаса архитектите Ер. Станков и К. Мутафова, подпомогнати от още много други сътрудници. Изграждането на циркасе извършва от строители и монтажници на „Софстрой“ — Димитровски район.
В скоро време хиляди столичани и гости на София ще имат възможност да гледат циркови игри в приятна и комфортна обстановка, под купола на новия модерен циркв София.
Снимката към публикацията във Фейсбук е на Любомир Давидков.
[1960] Българска вакуум помпаВакуум помпата е предназначена за всмукване на въздух или газ с цел да се създаде вакуумв закрита апаратура.
Вакуум помпите не изискват очистване на постъпващия в тях въздух и допускат попадане на течност, заедно със засмуквания въздух.
Тя работи на следния принцип: в цилиндричното й тяло е разположено ексцентрично работното колело с лопатки, които при въртене на колелото изхвърлят водата към стените на тялото, При това се образува въртящо водно колело. Сърповидното пространство между водното колело и главината на работното колело образува работния обем на помпата.
Посочената на снимката вакуум помпа е произведена в България през 1960 г., но за съжаление не разполагаме с данни за местопроизводството й.
Бултекст 20– електронна пишеща машина + ръководство
Бултекст 20 – електронна пишеща машина + ръководство
Това ебългарскаелектронна пишеща машинаформат А3 с вградена памет. Произведена е в Завода за пишещи машщини в Пловдив. Разполага и с печатащо у-во тип маргаритка, мастилена лента и 3 мотора. Ето и подробните й характеристики:
Процесор и памет:
CPU – българсикят СМ601= Motorola MC6800 (8-битa, 1 MHz)
PIA – 2 х СМ602
PTM – СМ606
SRAM – 2064
EPROM – 3×2764
KBD – D8279C-5
Клавиатура:
Основна клавиатура с 46 клавиша, от които функционални клавиши – 27 броя
Електронна пишеща машина Бултекст Elektronna pishehsta mashina Bultekst
Печатащ орган – сменяем печатащ диск със 100 знака
Стъпки на печат:
10 /2,54 мм – 1/10″/
12 /2,12 мм – 1/12″/
15 /1,69 мм я 1/15″/
PS /пропорционален шрифт/
Междуредия:
1 /4,23 мм = 1/6″/
1 1/2 / 6,35 мм = 1/4″/
2 / 8,47 мм = 1/3″/
Електронна пишеща машина Elektronna pishehsta mashina
Скорост на печат
15 знака в секунда при стъпка 2,54 мм
Хартия:
максимална ширина 400 мм;
максимална дължина на писмения ред 305 мм;
максимален брой копия 4 + 1 оригинал;
автоматично определяне полето на писане за формат А4, АЗ, А5 и В4;
възможност за писане на роло хартия;
Бултекст 20 Bultekst 20
Индикации:
звукова за грешка, за навлизане в зоната на десния ограничител, за край на реда, за последен ред, за край на страницата.
Дисплей на служебна информация
Светлинна индикация за режим на работа
Памет:
Буфер за корекция 128 знака
– Клавиатурен буфер 16 знака
– Универсална памет 2 кВ
Габарити:
– височина
165 мм
– ширина
520 мм
– дълбочина
535 мм
– маса
17 кг.
Завод за пишещи машини Пловдив Zavod za pishehsti mashini plovdiv
Захранване:
консумирана мощност макс. 90 VA
захранващо напрежение – 220 V; 50 Hz
Багреща лента с ширина 8 мм в касета:
текстилна /безконечна/
карбон . ..
карбон „с“
Коригираща лента:
_Lift off
_Cover up
Максимално допустимо ниво на шума 70 dB
Отрасловата нормала е от 1986 г., тоест този експонат със сигурност е произведен след тази година.
Пълното ръководство за работа с българската електронна пишеща машина Бултекст 20 можете да изтеглите оттук ==> Бултекст 20; 25

![[1959] Българска киномашина Балкан](https://sandacite.bg/wp-content/uploads/2016/08/1959-%D0%91%D1%8A%D0%BB%D0%B3%D0%B0%D1%80%D1%81%D0%BA%D0%B0-%D0%BA%D0%B8%D0%BD%D0%BE%D0%BC%D0%B0%D1%88%D0%B8%D0%BD%D0%B0-%D0%91%D0%B0%D0%BB%D0%BA%D0%B0%D0%BD.jpg "[1959] Българска киномашина Балкан")
![[1959] Българска киномашина Балкан](http://www.sandacite.bg/wp-content/uploads/2016/08/1959-%D0%91%D1%8A%D0%BB%D0%B3%D0%B0%D1%80%D1%81%D0%BA%D0%B0-%D0%BA%D0%B8%D0%BD%D0%BE%D0%BC%D0%B0%D1%88%D0%B8%D0%BD%D0%B0-%D0%91%D0%B0%D0%BB%D0%BA%D0%B0%D0%BD.jpg "[1959] Българска киномашина Балкан")







![[1962] Полуавтоматична затварачка за буркани](https://sandacite.bg/wp-content/uploads/2016/08/1962-%D0%9F%D0%BE%D0%BB%D1%83%D0%B0%D0%B2%D1%82%D0%BE%D0%BC%D0%B0%D1%82%D0%B8%D1%87%D0%BD%D0%B0-%D0%B7%D0%B0%D1%82%D0%B2%D0%B0%D1%80%D0%B0%D1%87%D0%BA%D0%B0-%D0%B7%D0%B0-%D0%B1%D1%83%D1%80%D0%BA%D0%B0%D0%BD%D0%B8.jpg "[1962] Полуавтоматична затварачка за буркани")













![[1953] Железопътен завод Георги Димитров](https://sandacite.bg/wp-content/uploads/2016/08/1953-%D0%96%D0%B5%D0%BB%D0%B5%D0%B7%D0%BE%D0%BF%D1%8A%D1%82%D0%B5%D0%BD-%D0%B7%D0%B0%D0%B2%D0%BE%D0%B4-%D0%93%D0%B5%D0%BE%D1%80%D0%B3%D0%B8-%D0%94%D0%B8%D0%BC%D0%B8%D1%82%D1%80%D0%BE%D0%B2.jpg "[1953] Железопътен завод Георги Димитров")


![[1962] Когато софийският цирк беше нов](https://sandacite.bg/wp-content/uploads/2016/08/%D1%81%D0%BE%D1%84%D0%B8%D0%B9%D1%81%D0%BA%D0%B8-%D1%86%D0%B8%D1%80%D0%BA-%D0%BF%D0%BE%D0%B6%D0%B0%D1%80.jpg "[1962] Когато софийският цирк беше нов")


![[1960] Българска вакуум помпа](https://sandacite.bg/wp-content/uploads/2016/08/1960-%D0%91%D1%8A%D0%BB%D0%B3%D0%B0%D1%80%D1%81%D0%BA%D0%B0-%D0%B2%D0%B0%D0%BA%D1%83%D1%83%D0%BC-%D0%BF%D0%BE%D0%BC%D0%BF%D0%B0.jpg "[1960] Българска вакуум помпа")