Както ни е известно от археологията, още no времето на ранния палеолит – преди 1 500 000 години – човекът се научил да използва огъня за свои нужди. Неговата топлина му помогнала да преживее и оцелее през три ледникови периода и изиграла голяма роля в процесите на антропогенезата. В частност голямо е значението на топлинно обработената храна за развитие на човешкия мозък и дъвкателния апарат. Българският археолог проф. Хенриета Тодорова пише, че характерният облик на нашите лица дължим на огъня.
Обаче стотици хилядолетия наред човекът не познавал керамиката, следователно и варенето в поставен на огъня съд. Той трябвало да търси други пътища за топлинна обработка на храната. Вероятно твърде рано нашият прадед е открил акумулиращите способности на камъка, тъй като познаваме оградени с камъни огнища и струпвания от гладки речни валутъци, а някои етнографски паралели ти разкриват тяхното предназначение. Първобитните племена в Австралия, които до първите контакти с европейците не познавали керамиката, нажежавали големи камъни и ги пускали в мехове или плътно изплетени кошници, пълни с вода. По такъв начин те получавали вряща вода. Варенето се поддържало чрез постоянно подменяне на камъните. Широко разпространение по целия свят имала и технологията на „задушаване“ на месото, пак с помощта на нажежени камъни, поставени в коремната кухина и гръдния кош на убитото животно. Шуарите в Южна Америка изсушавали отрязаните глави на своите врагове, като усърдно триели вътрешността на тези трофеи с нажежени камъни.
С една дума, принципът на акумулация на топлината за домакински нужди е познат на човека още от времето на късния палеолит (25 000 години пр.н.е.).
Откриването на керамиката през епохата на неолита (в края на VII хилядолетие пр.н.е.) представлява крачка напред в това отношение. През VII хилядолетие пр.н.е. се появяват й първите глинени пещи, без които не можем да си представим нито едно общество, препитаващо се с продуктите на земеделието. През студените зимни месеци пещите Вероятно служели и за отоплителни съоръжения в праисторическите жилища. Едно интересно усъвършенствуване на обикновената глинена пещ е открито през 1982 г. в неолитното селище Кременица в Благоевградска област.
През средата на 1980-те г. в просторен къснонеолитен храм, датиращ към края на VIхилядолетие пр.н.е., при археологически проучвания е намерено масивно глинено съоръжение, което представлява основата на голяма пещ. При обработката на почвата сводът й е отнесен встрани. Съоръжението е запазено на височина до 30 сантиметра.
Широка 25 см глинена лента и дебела 5—7 см опасва струпване от речни валутъци и образува заедно с тях почти правоъгълния подиум на пещта. Отгоре камъните са покрити с тънка, гладка глинена замазка. От двете страни на мястото, където бил отворът на пещта, личат два дълбоки „джоба“, оформени с помощта на същата дебела лента от глина. Изглежда, че сводът на пещта е изграден също с помощта на налепени една над друга ленти глина, тъй като не са открити никакви следи от засводяване чрез плет и пръти, както това се е практикувало на други места в България.
Запълненият с речни валутъци подиум на пещта очевидно имал предназначението да акумулира достатъчно топлина, която през студените зимни нощи се излъчвала постепенно и поддържала равномерна температура в светилището.
Що се отнася до двата странични „джоба“ на пещта от Кременица, те вероятно са служили за запазване по-продължително време на топла храна, за подквасване на мляко или за други домакински операции, изискващи продължително време умерена топлина.
Пред входа на пещта е открит, опрян о подиума й, голям хромелен камък. Край него и около двата „джоба“ са струпани съдове, някои от които в годно за реставрация състояние. Среща се както груба кухненска керамика, така и фина керамика, украсена с рисувани с черна боя спирали и други дъговидни мотиви. Каните с дръжки и елипсовидни устиета удивляват с тънките си стени и фина изработка. В светилището е намерено и открито огнище, което горял огън пред вграден в стената голям глинен идол. Открито е и голямо количество идолна пластика.
Трябва да се отбележи, че подобни, макар и значително разрушени акумулиращисъоръжения, са известни и от други, по-ранни неолитни селища в Западна България (Кремиковци). Фактът, че са лошо запазени, се дължи вероятно на обстоятелството, че камъните от една станала негодна пещ били използвани за изграждането на друга. Умелото използване на акумулиращитекачества на камъка свидетелства за умението на неолитния човек по емпиричен път да открива и използва природните закономерности. Това са и първите стъпки към тяхното опознаване и поставянето им в служба на човечеството.
Илюстрация: сп. Наука и техника за младежта 5-1986 г.
Непознатите български електрокари и мотокари в Sandacite.BG!
Непознатите-български-електрокари
Днес в Сандъците – сандъцитеимаме една загадка за Вас. Разглеждайки старите архиви, попаднахме на план за развитието на производството в Комбината за електрокари 6 септември. Този документ е писан през 1964 г. Ние добросъвестно го пренасяме тук и, тъй като имаме дълбока вяра в информираността на своите потребители, се осмеляваме да Ви зададем следните два въпроса:
долните модели електрокари влизат ли действително в масово производство?
можете ли да си припомните дали сте виждали или работили с такива?
Предприемаме тази наглед нетрадиционна изследователска стъпка, понеже често се случва да заложените в плановете бъдещи модели да не бъдат качени на производствените поточни линии. Такива случаи има много – първите примери, за които се сещаме, са тези с телевизорите Родопи и Витоша например.
И така, приятно разглеждане! :)
Електрокарис едно задвижвано и управляемо колело. Поради малките си размери те са много удобни за работа в тесни помещения. Предните колела са само носещи, а едно от задните колела е едновременно и двигателно, и управляемо, докато другото се движи свободно. Разработени са варианти на високоповдигачис височина на повдигане на товара до 3,2 и 4,5 м и нископовдигачис височина на повдигане до 1,25 м. Управлението е воланово, като седалката за водача е разположена перпендикулярно спрямо посоката на движение.
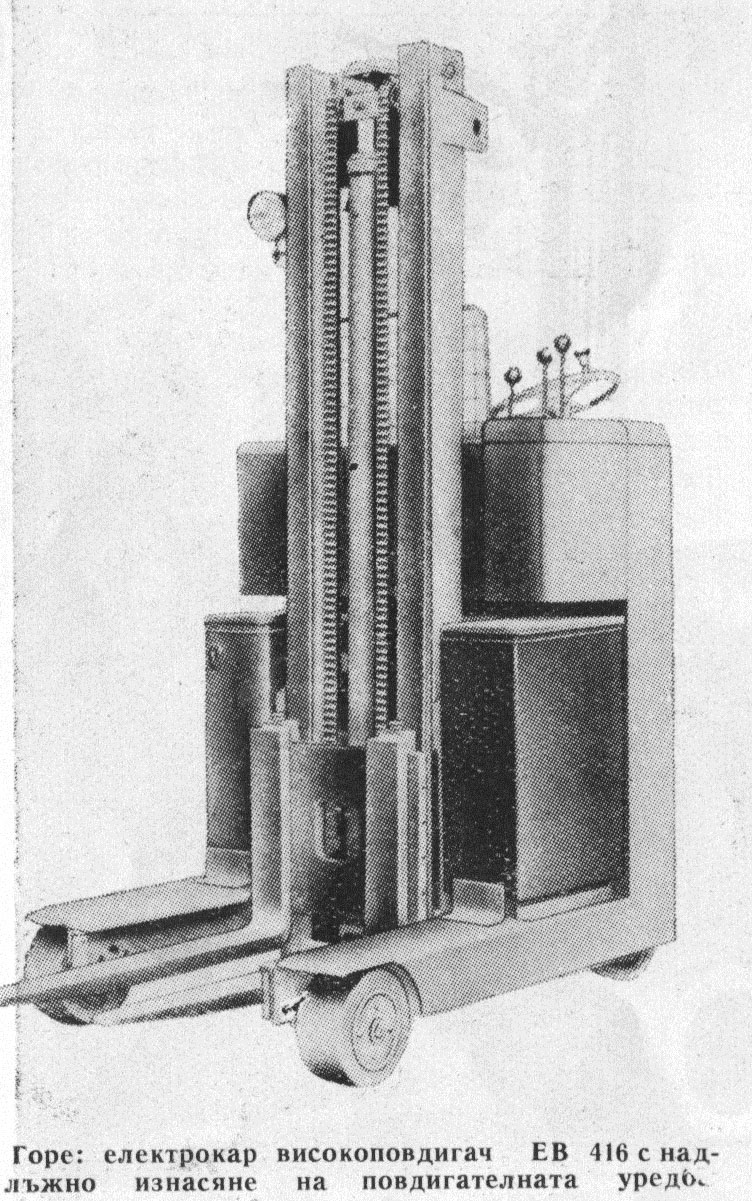
Разновидност на тези електрокарие високоповдигачът
с надлъжно изнасяне на повдигателната уредба.
Особено удобен е за работа в складове с тесни коридори. Задвижването на електрокарасе осъществява посредством двигател, вграден вертикално в колона, уеднаквена както за цялата група, така и за групата на ръчноводимите електрокари. Тяхната скорост на движение е 8 км/ч.
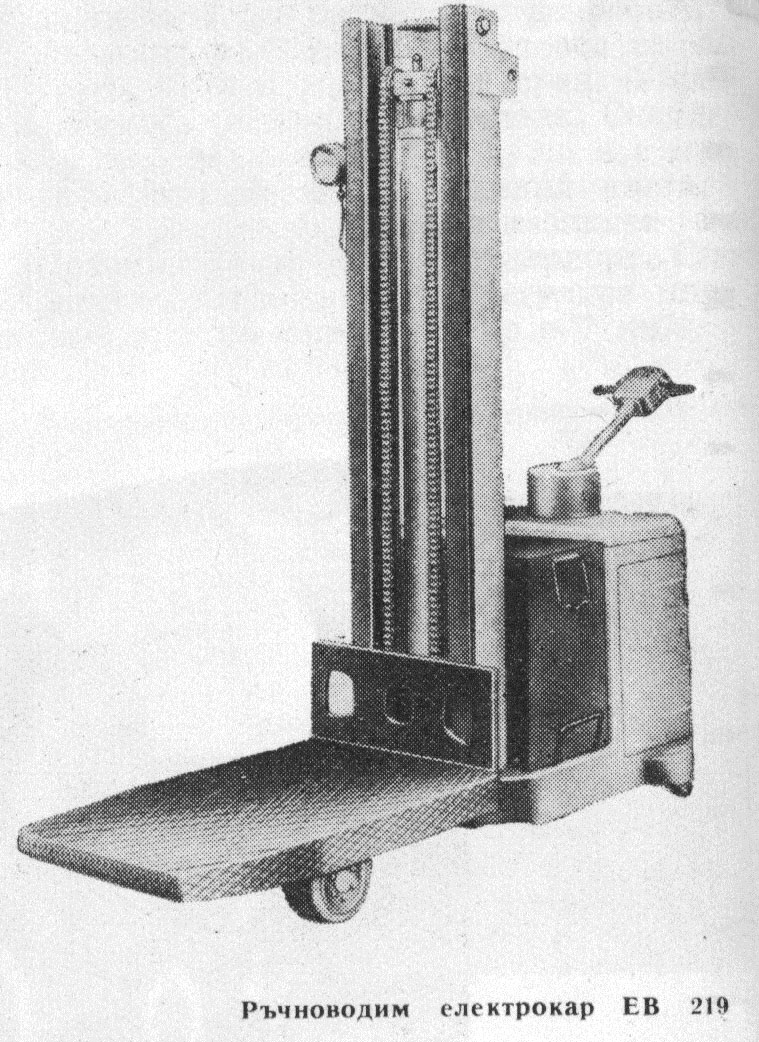
Ръчноводими електрокари
Ръчноводими електрокари Rachnovodimi elektrokari
Разработени са ръчноводим високоповдигач с товароподемност 1000 кг и ннскоповдигачс товароподемност 2000 кг. Поради минималните си размери и малки тегла те могат да влизат в асансьори.
Ръчноводимите електрокари се управляват от водач, който върви до електрокара.
Командването им става посредством вградени в ръкохватката за управление микровключватели. При пускане на ръкохватката тя се връща в нулево положение, при което се задействуват спирачката и се прекъсва токът. Скоростта на движение на тези електрокарие от порядъка на 4 км/ч с номинален товар. Високоповдигачитеповдигат товарите на височина до 1,7 м, 3,2 м и 4,5 м, а нископовдигачите— до 1,25 м. Предвидени са по два варианта за всеки тип — с товарна платформа и с вилица за палети.
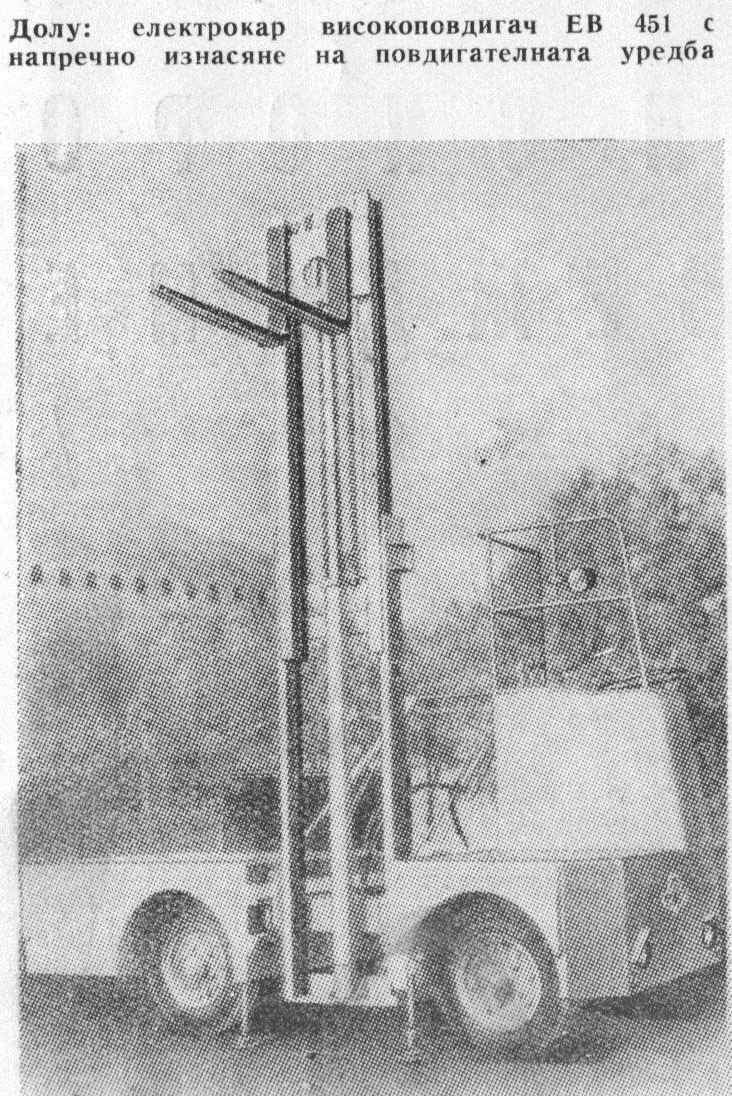
Електрокари и мотокари с напречно изнасяне на повдигателната уредба. За да се осигури рационален и сигурен транспорт на дълги предмети, като дървени трупи, тръби, греди, ламарини и други, който с обикновените типове електрокари се осъществява много трудно, през 1964 г. в Института по електрокари и мотокари започна създаването на група електрокарии мотокарис напречно изнасяне на повдигателната уредба. Електрокаритеимат товароподемност 1 и 2 тона, а мотокарите— 3 и 5 тона и височина на повдигане до 4,5 м. Тяхната скорост на движение е около 13 км/ч. Управлението е воланово, а за водача е предвидена специална кабина. Регулирането на скоростта става плавно, безстепенно, посредством безстъпален контролер. Предвидени са около 11 блокировки за предпазване от неправилни манипулации. Тези машини са снабдени с пълна осветлителна и сигнална уредба, изисквани от Правилника за уличния транспорт. От тази група е готов за серийно производство електрокарът с товароподемност 1000 кг.
Мотокар високоповдигач Motokar visokopovdigach
Освен гореизброените групи електрокарии мотокаризаслужава да се отбележат още: електросамосвалът с товароподемност 2000 кг с накланяща се на три страни товарна платформа. Накланянето се осъществява по хидравличен начин. Машината има скорост на движение 13 км/ч. Електромобилът с товароподемност 1500 кг ще бъде много подходящ за близък градски превоз — за разнасяне на мляко, продукти и други. Мотокарътвисокоповдигачс товароподемност 3000 кг и височина на повдигане 3,2 м е снабден с дизелов вдигател българско производство и отговаря на съвременното спрямо 1964-5 г. световно ниво.
Електрокар самосвал Elektrokar samosval
През същия период сътрудниците на Института разработват още редица нови конструкции електрокарии мотокари с високи технически показатели.
През втората половина на 80-те години, наред с усьвършенстването на автомобила, постигането на по-високи скорости, олекотяването и опростяването на конструкциите, подобряването на комфорта и надеждността, сред някои производители особено актуални стават и проблемите я възстановяванеработоспособността наотделните части, възли и агрегати. Предвижда се, че в близко бъдеще учените и техниците все по-често ще се срещат с дилемата: да се бракува ли даден детайл, или да се възстанови с подходящи методи.
Възстановяването на авточасти като метод не възниква спонтанно, а е плод на дългогодишни усилия. То е пряко свързано с развитието на много науки — химията, физиката, технологията и рязането на металите, електрохимията – и ще се развива заедно с тях.
Изгодно ли е възстановяването? Конструктивните особености на съвременните автомобили, изискванията я точност на детайлите и хлабината между тях са такива, че отделните агрегати и възли се бракуват при увеличаване на хлабината между взаимно работещата двойка детайли до 0,2—0,6 милиметра. Практиката показва, че 90 процента от детайлите, отнесени към негодните, имат износване 0,1—0,3 милиметра по диаметър. За голяма част от тях това означава загуби, по-малки от един процент от масата им.
Икономическата целесъобразност от възстановяването на частите се определя от възможността повторно да се използват 65—75 процента от тях, което означава да се икономисат парични средства, метали и материали, да се намали разходът на нови резервни части, да се освободят производствени мощности в машиностроенето. Себестойността на възстановените части не превишава 75 процента от стойността на новите, а разходът на материали в тяхното възстановяване е 15—20 пъти по-нисък.
Възстановяване на авточасти Vazstanovyavane na avtochasti
Износването на детайлите не може да служи като причина за бракуване, а е само основа я възстановяване. В зависимост от големините на износването, вида на частите и условията, при които работят, се използват най-разнообразни методи за възстановяване
Всеизвестни са различни по-стари методи я възстановяване: механична обработка до ремонтен размер, поставяне на допълнителни части , обработка под налягане и т. н. През втората половина на 80-те години все повече се разпространяват такива ефективни методи като напластяване (наваряване), метализация, нанасяне на галванични или пластмасови покрития.
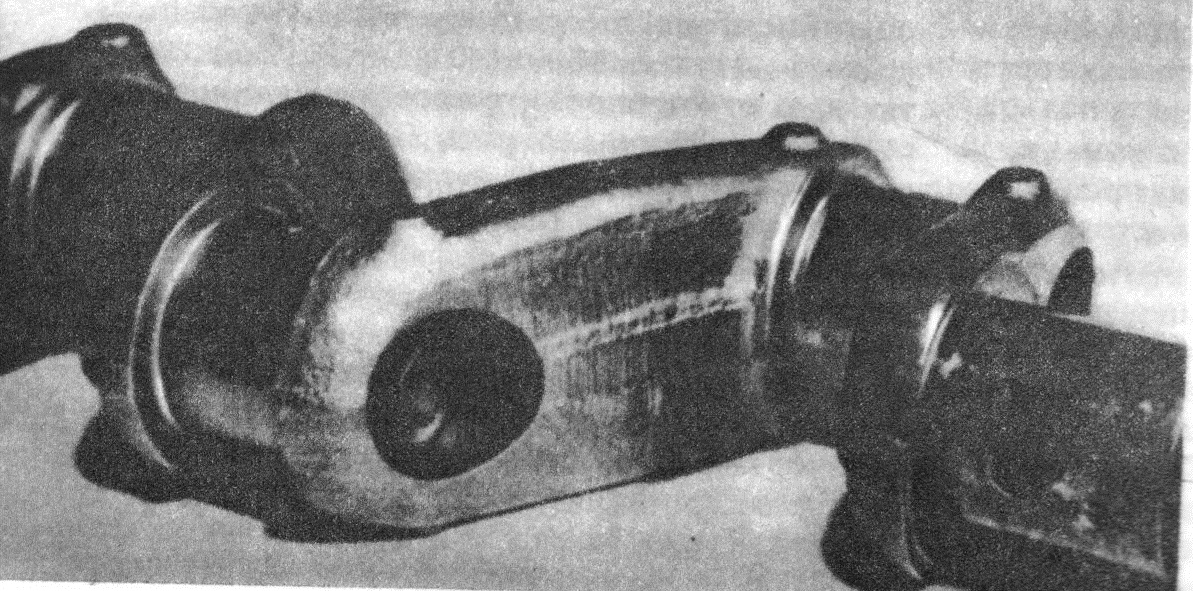
Напластяване. При този метод върху повърхността на дефектния детайл се напластява (наварява) стопен метал, след което детайлът се обработва механически. Особено висока производителност и качество осигуряват механизираните методи за напластяване.
Източник на наварен метал е електроден тел, който се стопява от електрическата дъга, образувана между него и повърхността на детайла. В зоната на горенето се подава сух зърнест флюс, който покрива дебел стой от наварявания участък. Отделящата се при горенето на дъгата топлина стопява електродния тел, повърхностния слой метал на детайла и част от флюса. Стопеният флюс образува еластична покривка, която защищава заварката от атмосферните влияния. Флюсът служи не само за защита на напластения метал, но и за легирането му. Освен това, благодарение на него се намаляват и изгарянията и се запазва топлината.
С напластяване под слой флюс се възстановяват такива детайли като шийките на коляновия вал, карданни валове, шлицевият край на полуваловете, гърбиците на разпределителния вал.
При вибродъговото напластяване се използва електрод, който вибрира с помощта на електромагнитен вибратор, като електродният тел се топи под действието на импулсни електрически разряди, постъпващи от източника на ток. Този метод се отличава с високата си производителност.
На долната снимка виждаме устройство за електродъгово напластяване: 1— Основен метал; 2— Предпазен пласт; 3— Флюс, който предпазва стопилката по време на охлаждането; 4— Газово покритие; 5 — Електрод; 4 — Микроелементи, които се съдържат в електрода; 7 — Електрическа дъга с голяма мощност
Особен интерес представлява плазмено-дъговото напластяване. Плазмата е йонизиран газ, представляващ електрически неутрална смес от положителни, отрицателни и неутрални частици. Тя се характеризира с висока електропроводимост и голяма топлопроводност, вследствие на което образува около себе си магнитно поле. Като плазмообразуващ газ най- често се използва аргон или хелий. В плазменото поле от електрода се отделя стопен метал, който се нанася върху детайла. За този процес се използува устройство, наречено плаз- мотрон.
Съоръженията за напластяване – наваръчен автомат, газоелектрическа горелка, плазмотрон – могат да се монтират дори на обикновен винтонарезен струг.
Друг интересен процес е метализацията. При нея върху предварително подготвената повърхност на детайла се образува покритие чрез нанасяне на частици разтопен метал с помощта на въздух под налягане или инертен газ. Източникът на метал се използва във вид на прашец или на тел. Дебелината на нанесения метален слой може да бъде от 0,03 мм до няколко милиметра. На метализиране могат да се подлагат не само метали, но и пластмаси, дърво, стъкло, гипс. Затова метализацията може да се използува за възстановяване, а също и като метод за нанасяне на антикорозионни и декоративни покрития. Газовата метализация намира приложение и за превантивно метализиране на детайли при производството на нови автомобили. Например компанията FIAT използва метализацията на детайли, за да се подобри тяхната износоустойчивост. Употребяват се молибденов тел и два вида тел от сплави на цветни метали. В бившия Съветски съюз и по-точно във Волжския автомоблостроителен завод някои детайли са метализирани с металокерамична тел, която също съдържа молибден.
Устройството за напластяване, в което се използва процес „Рототек 80“
Може би звучи парадоксално, но благодарение на метализацията могат дори да се произвеждат детайли от по-евтини въглеродни стомани, чиято повърхност се метализира и придобива значително по-високи качества от тези на основния метал.
Възстановяването на части с галванични покрития се заключава в електролитно отлагане на метал върху предварително подготвената повърхност на детайла. В авторемонтното производство галванични покрития се използват за ремонт на износени повърхнини, за износоустойчиви и защитно-декоративни покрития. Най-разпространени са хромирането и ожелезняването, по-рядко се използват помедяването и никелирането. Познати са и други видове електрохимични обработки. Детайлите се поставят в специални електролитни вани и играят ролята на катод. По този начин се възстановяват авточасти с всякаква конфигурация — тласкач на клапана, бутален болт, мотовилки и други.
Пластмасовите покрития също добиха широко разпространение. Те имат редица ценни свойства, проста технология на нанасяне и са сравнително евтини. В някои случаи те са единственото средство за възстановяване на детайлите.
Възстановяване на авточасти Vazstanovyavane na avtochasti
Най-голямо приложение в тези процеси намират капроновата смола, полиетиленът, стъклопластмасите, епоксидните композиции и синтетичните лепила.
Капроновата смола се използва за детайли с голяма износоустойчивост и високи антифрикционни свойства (черупки за различни лагери, зъбни колела и др.). С епоксидни смоли се възстановяват корпусни детайли с пукнатини и пробиви, а полиетиленът най-често се използва за уплътнения и изолации.
В последните години все по-широко се прилагат така наречените уплътняващи маси. Те са създадени на базата на синтетични лепила и намират приложение при възстановяването на износени лагерни легла, пукнатини и пробойни. Типично в това отношение е лепилото „Локтайт“. Пластмасите все повече заменят самите метали, което широко можем да наблюдаваме в съвременните автомобили.
Поглед в бъдещето. Огромната практическа стойност на възстановяването на детайлите като процес е очевидна. Суровинните проблеми на човечеството безспорно ще тласнат напред тази колкото привлекателна, толкова противоречива и многостранна наука. Защото тя се разпростира не само върху автомобилите, а и върху всички видове машини. Благодарение на нея се спестяват хиляди тонове метал, изтръгнат от недрата на нашата задъхана планета.
Хронометрията е наука за методите и средствата за измерване на времето.
През ХVІІІ век Бенджамин Франклин заявил: „Времето е пари!“ А неговият велик съвременник Суворов казал още по-рязко: ,,Парите са скъпи, човешкият живот е по-скъп, а времетое най- скъпо от всичко“. Но нито американският учен и изобретател, нито руският пълководец не можели дори да си представят колко ще порасне значението и цената на Времетослед шест-седем поколения. Защото днес без представа за времето, без ориентация във времеточовек не би могъл да живее, не би могъл да действа, не би могъл да бъде… човек!
Нуждата от измерване на времето се появила още в началото на развитието на човешкото общество. Най-напред времето се измервало по видимото движение на Слънцето. Колкото по-високо се издига то в небето — толкова по-близо е пладне, колкото по-ниско спада към хоризонта – толкова по-близко е вечерта. Денонощието имало всичко четири „часа“— утро, пладне, вечер и нощ.
Слънчев часовник Slanchev chasovnik
С развитието на човешкото общество това вече станало незадоволително и се дошло до измерване на времето по дължината и положението на сянката, хвърляна от някой предмет — дърво или каменен стълб. Така преди около 3000 години бил създаден слънчевият часовник— първият уред за измерване не времето. Слънчевите часовници били много разпространени в древен Китай, Египет, Месопотамия… „Гномон“ — така се наричал вертикалният островърх каменен обелиск с нанесени на земята деления, чрез които се измервала дължината на хвърлената сянка. Първите писмени сведения за слънчев часовник са открити в ръкописа на китаеца Чиупи от 1100 година преди новата ера.
Но слънчевият часовникможел да се използва само денем, и то при слънчево време. А как да се определя времето нощем или при облачно време? Тогава бил измислен водният часовник — фуния, пълна с вода, която изтичала бавно, на капчици, а деленията на фунията показвали колко е часът. Такъв часовник, наречен „клепсидра“ (от гръцките думи klepto — взимам и udor — вода) бил много разпространен в Древна Гърция. Известният философ Платон дори направил от воден часовник първия будилник! Тогава денонощието се състояло вече от 24 часа, но те съвсем не приличали на сегашните часове. Денят от изгрев слънце до залез бил разделен по равно на 12 часа и точно по същия начин на 12 часа била разделена и нощта. Така че в дългите летни дни дневните часове били по- дълги от нощните, а зимата — обратно. Такова странно деление на бремето съществувало допреди седемстотин години.
Клепсидра Klepsidra
Но и водните часовници имали недостатък — те можели да работят само при температури над 0 градуса – при студено време водата замръзвала. По-практичен се оказал пясъчният часовник. При него за времето се съдело по количеството изтекъл пясък. Не е известно точно кога се появили пясъчните часовници. Но може да се твърди, че те били познати в Азия значително преди новата ера. В Европа пясъчните часовници се появили към края на Средновековието. Един от най-старите писмени документи за тях е намерен в Париж и представлява съобщение от 1339 година с указания за приготвяне на-фин пясък от пресят прах на черен мрамор, сварен във вино и изсушен на слънце. Недостатък на пясъчния часовник е сравнително малкият интервал време, който може да се измерва. В нашия век пясъчни часовници се използват в спорта и домакинството.
Друг хронометричен уред бил огненият часовник. При него за времето се съдело по количеството масло, изгоряло в специален светилник, или по дължината на горяща свещ. Огнените часовници вършели двойна работа през нощта — освен за измерване на Времето, те служели и за осветление.
Свещите, използвани за тази цел, били дълги около метър и имали нанесени деления. Обикновено за една нощ изгаряли три такива свещи, а през дългите зимни нощи — четири.
Революция в хронометрията направили механичните часовници. Авторите на крупните открития и изобретения от по-далечното минало често са неизвестни. В това отношение не прави изключение и изобретателят на механичните часовници. За пръв път съобщение за такъв часовник срещаме в „Божествена комедия“ на Данте Алигиери. Според съвременната специална литература механични часовници са създадени най-напред в Западна Европа. В Англия се съхранява документ от 1288 година, в който се споменава за механичен часовник на Уестминстърската кула. бил с колесен механизъм и тежести, циферблата му имало една единствена стрелка — за часовете. И така, към края колелото заменило пясъка и водата.
Този портативен слънчев часовник, изработен от злато и сребро, е бил използван в Англия през X век. Златният щифт се поставя в един от шестте отвора (по три на всяка страна). Всеки отвор отговаря на два месеца (в случая — на март и октомври). Сянката на щифта отбелязва една от четирите части на деня — точност, съвсем достатъчна за епохата.
Слънчев часовник Slanchev chasovnik
Първите механични часовници имали огромни размери. Техните колела стигали диаметри до около 1 метър, имали над 1000 зъба, и тежели няколкостотин килограма. Един от уникалните образци на механични часовници е Кремълският часовник в Москва. Първоначалният му вариант, изработен от монаха Лазар през 1404 година, заемал няколко етажа на кулата, а всяка цифра е висока колкото човешки ръст,
В последните години на XVI век Галилео Галилей открил закона за колебание на математическото махало. След половин век холандският астроном Христиан Хюйгенс усъвършенствал теоретичната работа на Галилей и приложил махалото като регулатор на часовниковия механизъм.
Втората, „минутната“ стрелка се появила върху циферблатите едва в началото на XVIII столетие. Тогавашните часовници„грешели“ с 5—10 минути 8 денонощието. Изкусни майстори-часовникари създавали най-чудновати часовници. Техният ход бил неточен, но външността им била много пищна, а при някои на всеки час с музика се разигравали забавни сцени, почти театрални представления.
Но мореплавателите се нуждаели от точен часовник-хронометър. През 1714 година английският парламент обявил конкурс и обещал награда 10 000 фунта стерлинги за хронометър, който да не греши с повече от четири минути за шест седми ци мм толкова траело тогава морското пътуване от Европа до Америка. След няколко години дърводелецът Джон Харисън изобретил такъв хронометър. Последвали редица усъвършенствания и през 1760 година върху циферблата на хронометрите се появила и третата стрелка — секундната.
Древен часовник Dreven chasovnik
Стотици майстори-часовникари и десетки учени работили над усъвършенстването на механичния часовник. Появявали се нови и нови конструкции. След тежестите енергия за часовницитезапочнали да дават пружинни двигатели. В зависимост от конструкцията си различните механични часовницимогат да работят с едно навиване на пружината от едно денонощие до две седмици.
За рождена дата на електрическите (по-правилно е да се нарекат електромеханични) часовници се смята 1840 година. Тогава Александър Вейн демонстрирал в Единбург първия в света електрически часовник с махало, работещ на електромагнитен принцип. Последвали редица подобрения и върхът на съвършенството на електрическите часовници с махало бил достигнат от Шорт през 1924 година. Трите конструирани от него часовника, експлоатирани в Гринуичката обсерватория, показали за четиригодишен период средна денонощна неточност 0,03 секунди!
Един типичен представител на най-прецизните електрически махални часовници — тип „Рифлер“ — работи вече близо 100 години в София, отначало в Централната метеорологична станция, а последните 70 години — в Централната сеизмологична обсерватория на Геофизичния институт на БАН. Средната му денонощна грешка е 2—3 стотни части от секундата. Работата му прекъсна само два пъти — при двете силни земетресения на 4.III.1977 г. във Вранча и на 3.XI.1977 г. във Велинград, окачката, държаща тежкото над 7 килограма махало на „Рифлер“ не издържа на ускоренията и се скъсва. След ремонтирането този часовник отново установява нормалния си ход и днес все още не се „предава“, почти не отстъпва по точност на електронните си кварцови събратя, които работят редом до него.
История на часовника Istoriya na chasovnika
През 1952 година се появява съобщение, че във Франция и САЩ се разработват ръчни електрически часовници. Но трябвало да минат още 12 години, преди те да се появят на пазара. Основният проблем, на който се дължи това забавяне, бил източникът на електрическа енергия — трябвало да се създаде миниатюрен акумулатор с достатъчно голям капацитет, който да замени пружината. Над неговото създаване работели много компании. Не липсвали и най-оригинални идеи — една фирма патентовала ръчен електрически часовник със захранване от 1,2 миниатюрни слънчеви батерии-елементи, разположени на циферблата Вместо цифри. За да се получи електроенергия, с която часовникът може да работи цяло денонощие, било достатъчно той да се държи на слънце по няколко минути на ден. Повече за историята на електронните часовници можете да видите ТУК.
Дотук разказахме за хронометричните уреди, които се използват ежедневно в живота, или както се казва, „битовите“ часовници. Но съществуват и други, по- сложни, по-скъпи, много по-точни хронометрични уреди и системи лабораторни еталони за точно Време, През 1964 година руските учени Басов и Прохоров и американският професор Таунс получават Нобеловата награда по физика за създадения за първи път в света квантов генератор. На тази база е създаден и първият атомен часовник-еталон. „Часовник“ е доста условно наименование за тогавашното огромно и сложно съоръжение, И „еталонът“, макар че е еталон, се изменял и търпеи усъвършенствания. А съвременният атомен еталон за време трябва да „сгреши“ само с 1 секунда за 30 хиляди години!
Хронометрията е наука и древна, и млада. Върху нейните проблеми са работили и са давали свой принос едни от най-гениал-ите учени от всички епохи. Множество въпроси са решени, точността и надеждността на хронометричните уреди все повече и повече се повишава. За последните 400 години тази точност се е повишила около 1 милион пъти средната денонощна грешка например на най-добрия часовник през 1580 година е била около 50 секунди, а през 1980 — 0,000005 секунди!
Но съвременната физика, химия, биология и особено космическите изследвания изискват от хронометрията още повисока точност и надеждност. И затова пред съвременната хронометрия стоят още много задачи за решаване: разработване на теория на единно време, синтез на времеизмервателна техника със зададени параметри, машинно проектиране и оптимизация на хронометричните системи. Задачи, които трябва решени успешно в най-близко бъдеще.
Използвани са илюстрации от American Journal of Archaelogy
Преди 69 години, на 16 декември 1947 г., трима американски физици – Уилям Шокли, Джон Бардийн и Уолтър Браттейн – демонстрирали на своите колеги ново полупроводниково устройство. Изобретението било по-евтино, по-малко и вероятно по-здраво от електронните лампи, а също така потребявал доста по-малко енергия. Можем да кажем, че това е бил коледният подарък на тези трима учени към човечеството – именно с този електронен елемент започнала Великата силициева революция, която довежда до повсеместното разпространение на персоналните компютри и други благинки на съвремието. За това изобрегение и тримата получили Нобелова награда, а Джон Бардийн е единственият в историята двоен носител на Нобелова награда в една и съща област – втората му е присъдена през 1972 г. за създаване на теорията за свръхпроводимост.
Изобретяването на транзистора не е уединен процес, а протекла драматично и заела практически двете десетилетия след Първата световна война. Именно нея ще проследим в тази статия.
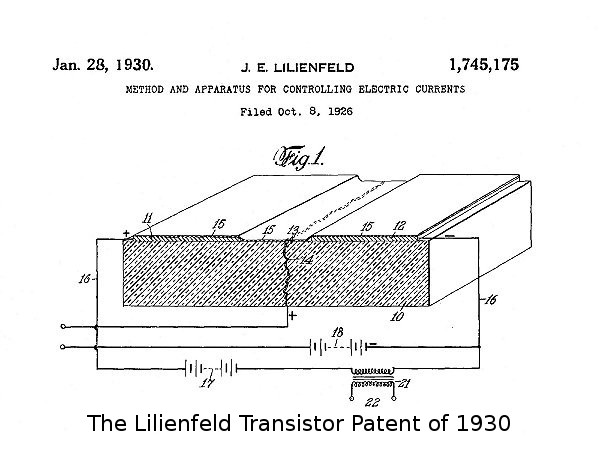
Корените на транзисторакато електронен елемент могат да се проследят до 1833 г., когато известният английски физик Майкъл Фарадей забелязал, че електропроводимостта на сребърна сулфид се увеличава при загряване. Около век след това, през 1926, сънародникът му Джулиъс Едгар Лилиънфелд получил патент за изобретение на име ,,Метод за управление на електрически ток“ (снимка от патента виждате на долната илюстрация), като с него той на практика предвидил, но все пак не изобретил транзистора. А след края на Втората световна война с изучаване на електропроводните свойства на различни полупроводникови материали се занимавали специалисти от изследователската фирма Bell Telephone Laboratories. именно там под ръководството на гореспоменатия Уилям Шоклибил създаден един от първите мозъчни тръстове в историята на американската наука. Още преди войната Шокли се опитвал да повиши проводимостта на полупроводниците чрез външно електрическо поле. Скица на прибора в работния дневник на учения от 1939 г. силно напомня днешния полеви транзистор, но изпитанията му завършили тогава с неуспех.
Изобретяването на транзистора izobretyavaneto na tranzistora
Първите опити на Бардийн, Шокли и още петима специалисти завършили също неудачно – даже силни външни полета не можели да изменят проводимостта на полупроводниковите силициеви пластини. Няма да се задълбочаваме много в технически подробности, само ще кажем, че от създадената от колектива теория за т.н. повърхностни състояния следвало, че управляващите метални пластини, с помощта на които учените се опитвали да въздействат на полупроводниковия образец, не могли да дадат желания ефект. За да се направи това, пластините трябвало да се заменят със заострени (игловидни) електроди. Експериментаторите постъпили точно така, но резултат отново нямало.
През цялата 1947 г. отделът на Шокли в Bell Laboratories се опитвал да намери решение на проблема с пространствения заряд, но с всяка стъпка се отдалечавал все повече и повече от концепцията за полевия транзистор. През 1972 г. Шоклипише, че ,,благодарение на Бардийн ние прекратихме работата над транзистора. Вместо това се върнахме към онзи принцип, който аз наричам ,,уважение към научната страна на практическата задача“ (Shockley, W. How we invented the transistor // New Scientist. — 1972. — Vol. 56. — P. 689—691).
Как протекли опитите по дни в най-напрегнатото време от лабораторната работа?
През ноември 1947 г. физикохимикът Робърт Джибни предложил да подават на един ,,полупроводников триод“ постоянно преднапрежение на решетката с помощта на точков управляващ електрод, отделен от масата на полупроводника чрез електролитен слой. Работата рязко се ускорила и през периода ноември-декември колективът изпитал цели пет конструкции на ,,триода“.
Първият транзистор Parviyat transistor
На 8 декември Бардийн, Браттейн и Шоклирешили да заменят еднородния полупроводник с двуслойна структура – германиева пластина, на повърхността на която бил сформиран PN преход с високо пробивно напрежение. На 10 декември германиевият ,,електролитен триод“ от N-тип с инверсен слой P-тип действително демонстрирал някакво усилване по мощност, но то било неприемливо бавно дори за усилване на звукови честоти. На 12 декември Бардийн заменил електролита с тънък слой германиев окис, но работата през този ден завършила неуспешно, вероятно поради повреждане на филма при миене на германиевата пластина. На 15 декември инсталация с оксиден слой постигнала двукратно усилване по напрежение в честотния диапазон до 10 килохерца. След този опит Бардийн предложил да се използват два контактни електрода – управляващ (емитер) и управляем (колектор). Според предвижданията му, схемата би могла да постигне усилване мощност при междуелектродно разстояние не повече от пет микрона.
Точно тогава работохоликът Браттейн , за когото говорели, че ,,може да стои пред осцилограф 25 часа в денонощието“, допуснал непростима за професионалното си равнище грешка.
На 16 декември Браттейн сглобил контактен възел от триъгълна пластмасова призма със залепено на нея златно фолио. Разрязвайки внимателно фолиото с бръснач, ученият неочаквано установил луфт между колектора и емитера с ширина около 50 микрона. На следващия ден Браттейн прилепил този контактен възел към повърхността на германиева пластина. Така получил първияв света точков транзистор!
Изобретяването на транзистора izobretyavaneto na tranzistora
Първият, който оценил цялата прелест на тази грешка, бил Бардийн. По същото време с Браттейн той продължил движение в ,,неправилната“, посока, експериментирайки с германиев кристал, защото той имал по-голямо съпротивление от това на силиция. Както вече видяхме, в един момент грешката се оказала вярна и на официалната премиера на 23 декември 1947 г. за първи път бил показано онова, което тримата изобретатели нарекли точков транзистор.
Това бил неугледен германиев цилиндър със стърчащи от него издължени тели-електроди. Как действал той, в този момент разбирал единствено и само Бардийн, а ние ще Ви разкажем това подробно в друга статия. :) Първият транзистор всъщност представлявал транзисторен усилвател на звукови честоти с 15-кратно усилване по напрежение! На честота 10 мхц усилването било 20 децибела при изходна мощност 25 миливата. Присъстващите висши управители на Bell Laboratories веднага разбрали нуждата от запомнящо се и самобитно название на новото изобретение и бил обявен вътрешен конкурс. Част от предложенията били ,,полупроводников триод“ (semiconductor triode), ,,кристален триод“ (crystal triode), но транзисторътбил наречен transfer resistor, тъй като бил отнесен към резисторите, управлявани с напрежение. Авторът на това предложение бил физикът Джон Пиърс. Транзисторът би могъл да се представи като резистор, регулируем чрез напрежението на един електрод – ток на базата.
На 24 декември пък бил демонстриран първият транзисторен генератор.
Разглеждайки историята, се оказва, че от неудачните опити да се създаде полеви транзистор започнало развитието на биполярния транзистор. Ръководството на Bell, разбирайки важността на откритието, навреме засекретило проекта. Широката публика узнала за изобретението едва на 30 юни 1948 г. на открито представяне в Ню Йорк, предшествано от подробна статия в известното научно списание Physical Review.
Само след десетина години масово произвежданият точков транзистор се оказал тясно място в развитието на микроелектрониката и след него на смяна дошли германиевите равнинни транзистори. След тях последвали сплавният транзистор, дифузният меза транзистор, силициевият меза транзистор и планарният такъв.. Изключително интересна за историка на техниката е и т.н. дуодиод– полупроводников изправител с два точкови контакта.
Но всичко това са други приказки и ще Ви ги разкажем друг път. :)
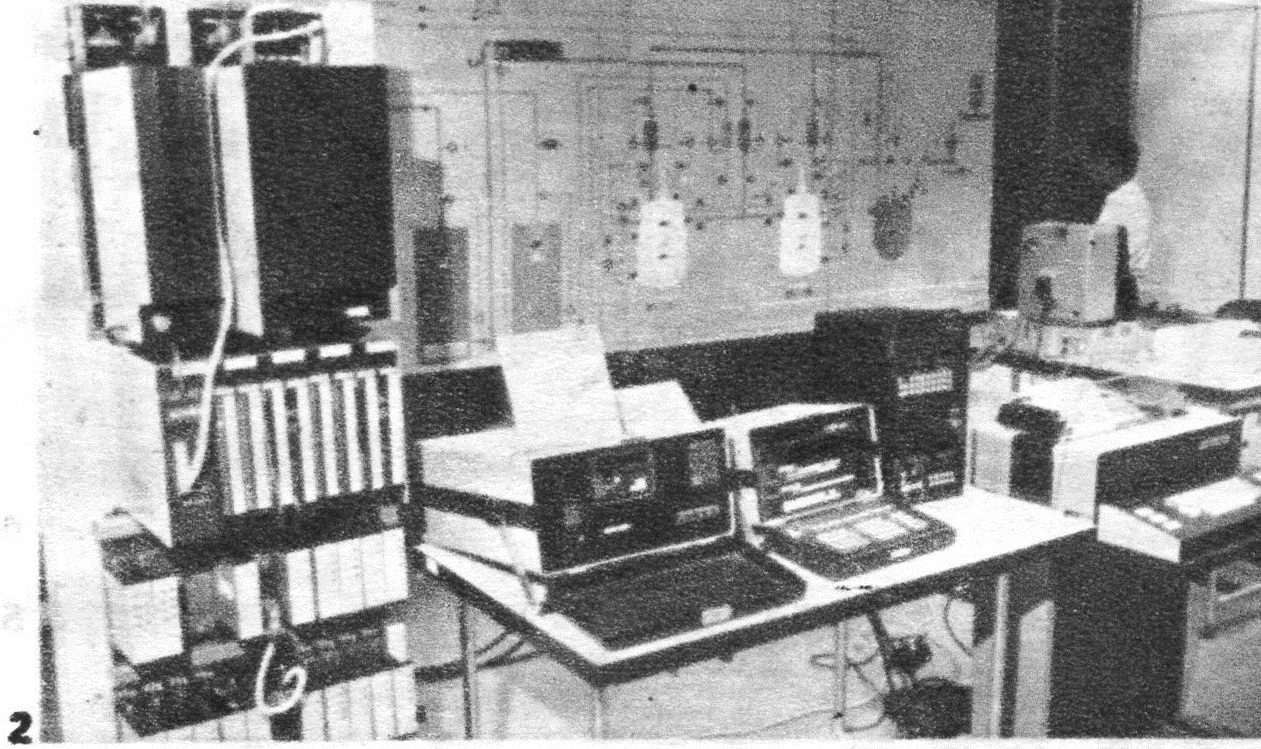
В тази публикация в Сандъците – сандъците ще ви представим няколко интересни образеца българска техника, получили златни медали от Пловдивския панаир 1983 г. Приятно разглеждане!
Диспечерска система ЛЕН-ИВ. Съдържа петканална радиостанция, включително блок за включване към автоматична телефонна централа. Проектирана е в Института по специална електроника — София под ръководството на н. с. инж. Кръстьо Якобчиев. Може да намери приложение в най-различни клонове на народното стопанство. През 1983 г. влиза в редовно производство в Завода за УКВ-радиостанции Михаил Антонов — гр. Гоце Делчев.
Пловдивския панаир Plovdivskiya panair
Програма 1024 представлява микропроцесорна децентрализирана система за управление на непрекъснати и прекъснати процеси. Тя е компактна и притежава всички качества на универсална система. Работи на език, близък и понятен за потребителите и бързо преминава от един цикъл в друг. В зависимост от областта на приложение се подменят само датчиците и изпълнителният механизъм. Проектирана е в Института по приборостроене — София от колектив с ръководител cm. н. с. инж. Димитър Драгоев. От 1984 г. започва производство в Приборостроителния завод — гр. Правец.
Програма 1024 Programa 2014
Автобусът Чавдар В14—20 е предназначен за градския транспорт. Той побира 147 пътника, от които 38 седящи. През втората врата на автобуса може да се внесе детска количка, за която е предвидено специално място в колата. Мястото на водача отговаря на всички съвременни ергономични изисквания и осигурява удобство за работа и отлична видимост. Двигателят е дизелов с мощност 192 конски сили. Съединителят е фрикционен, еднодисков с хидравлично командуване. Спирачната система е двукръгова с пневмо-хидравлично задвижване. Независимо от значителната дължина (16 580 мм) този автобус притежава отлична маневреност.
Автобус Чавдар В14 Avtobus Chavdar V14
Стопанският комбинат Метални конструкции представя на панаира няколко сглобяеми къщи, които предизвикаха голям интерес у посетителите. Те могат да бъдат монтирани no системата Направи си сам. Изработени са от стенни елементи тип Сандвич, двустранно облепени с етернитови и интернитови плочи. За изолационен пълнеж се използува стиропор, минерална вата и др. Стенните елементи са комплектовани с врати и прозорци 8 заводски условия. Електроинсталацията, разклонителните кутии, конзолите и тръбите се съдържат също в елементите, които са оразмерени по модулна система и позволяват взаимозаменяемост. При нужда клиентът може да купи необходимите му елементи и по свой проект да построи сам вилна къща.
Сглобяеми къщи Sglobyaemi kashti
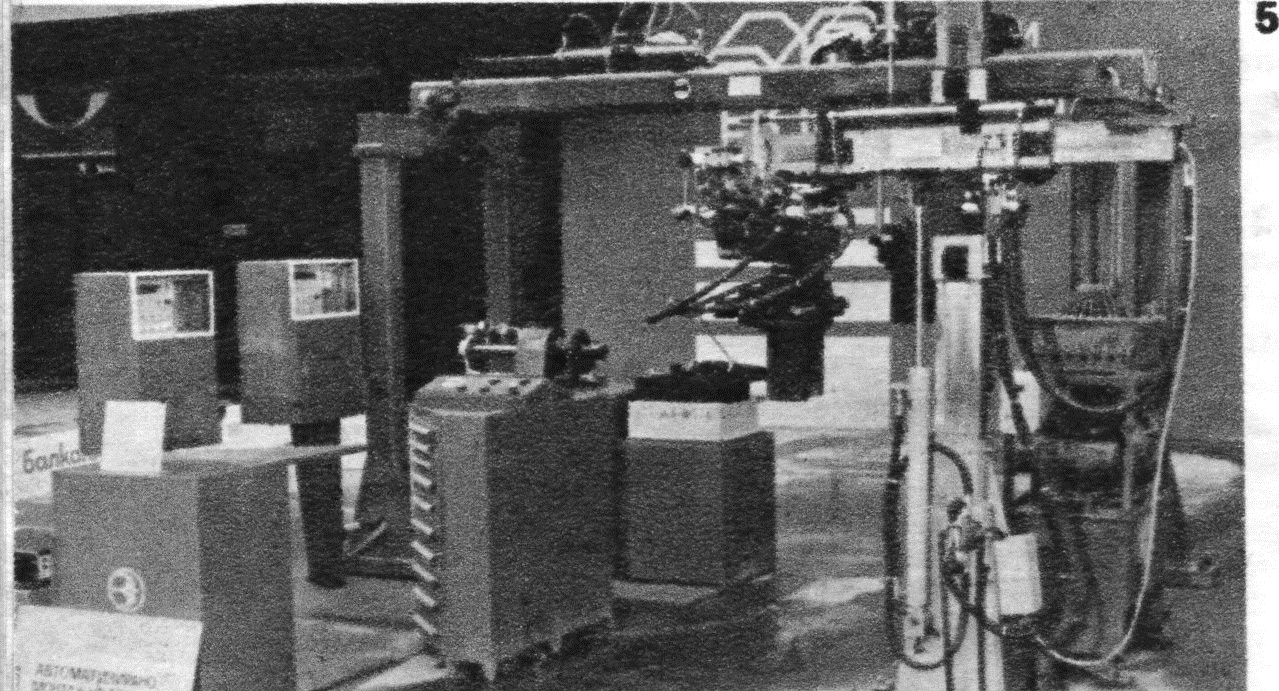
Роботизираната система, която виждате на снимката, е произведена в Комбината за правотокови машини и двигатели Георги Костов — София. С нея се извършва монтаж на електродвигатели, което е тясно място в производството. Робот-транспортьор работи съгласувано с два технологични робота в определен цикъл, в резултат на което се постига висока производителност.
Комбинат за правотокови машини Kombinat za pravotokovi mashini
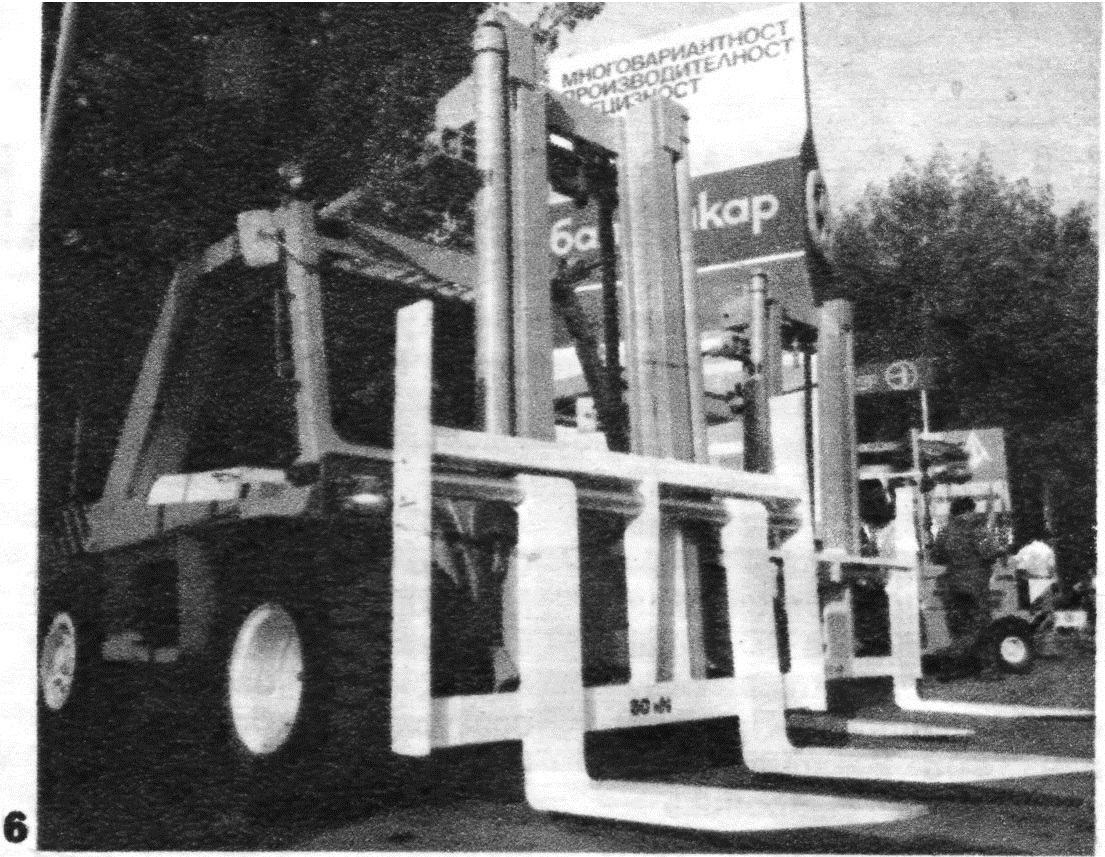
Фамилията мотокари Рекорд—3 е съвместно разработена от Института по електро- и мотокари — София и Комбината за мотокари Рекорд— Пловдив. Мотокарите са с товароподемност от 5 до 8 тона и попълват гамата от по-тежкотоварни машини за работа по неравни и труднопроходими терени. Тяхната скорост на движение с товар е 20 — 22 километра в час. Имат мощност 78 конски сили. Трансмисията им е хидродинамична. Лекоуправляеми и маневрени, новите мотокари са с универсално приложение. Производството им започва в края на 1982 година.
Мотокари Рекорд 3 Motokari Rekord 3
Т13—30 е съвременен тролейбус, построен на базата на най-нови конструктивни и технически постижения. В окачването на новия тролейбус са използувани пневматична система с тампони, хидравлични амортизатори, пневмобалони и клапани за автоматично регулиране височината на окачване. Управлението е система „Чепел“ с хидроусилватели. Спирачната система е пнев- мохидравлична или само пневматична. Тролейбусът може да работи при температура от – 25‘С до 40”С. От икономическа гледна точка новосъздаденият български тролейбус е много подходящ за условията на градския транспорт, тъй като е икономичен и сигурен.
Тролейбус Т13 Troleybus T13
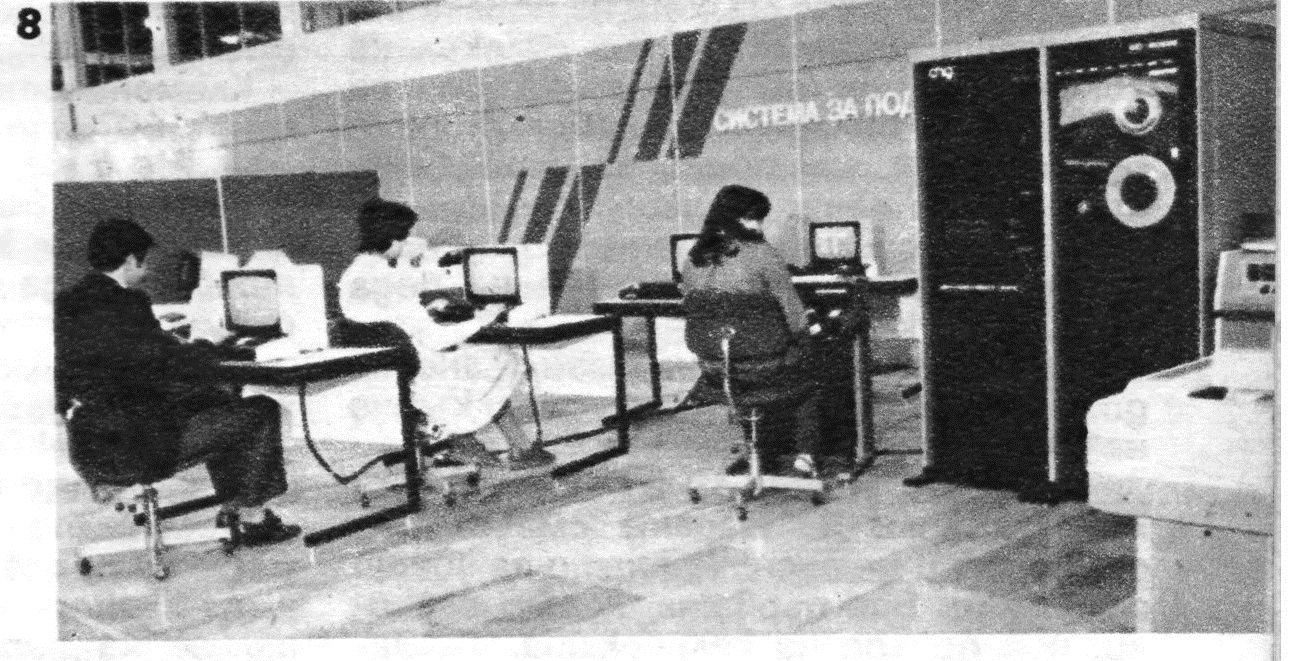
Мощната многопултова система за подготовка на данни ЕС 9005 е създадена на базата на българския процесор СМ 4. Тя е снабдена с 2 транслатора и работи в реално време и фонов режим. Притежава памет до 2 диска от по 29 мегабайта и дава възможност за използуване на магнитни ленти. Съвместима е с различни машини от сериите ЕС и СМ на ниво кодове. Системата ЕС 9005 е разработена в Института по изчислителна техника— София под ръководството на cm. н. с. Атанас Михайлов. Редовното й производство вече е започнало в завод Електроника — София.
ЕС 9005 ES 9005
Двуръкият роботза спомагателни операции РБ 112 е в редовно производство от 1982 г. Проектиран е в Научноизследователския институт по роботика — Стара Загора от колектив с ръководител инж. Илия Начев. Той е с товароподемност до 5 килограма и висока производителност. Двете му ръце могат да се настройват под различен ъгъл една спрямо друга. Вариантността на техния ход е 8 границите от 200 до 630 милиметра.
Към робота РБ 112 е бил проявен търговски интерес от СССР и ГДР
В най-общия случай компонентите на бетоновата смес са цимент, пясък, вода и химически добавки. Доколко предвиденото от рецептата съотношение между тях ще бъде изпълнено зависи от точността на до-заторните устройства, влизащи в оборудването и… от набитото око на оператора. Как се проявява субективният фактор? Работата е там, че рецептата за съответната марка бетоне съставена на базата на сухи инертни материали, но те рядко са такива Влажността на чакъла може да достигне 6 процента, а на пясъка —16! При стотиците килограми от тези материали, които се намират в смесителя, голямото количество но водата, попаднала „извънпланово“, може да понижи чувствително якостните характеристики на крайния продукт.
Да речем, че операторът, благодарение на големия си опит и нюх, успее да налучка излишните литри и да ги компенсира. Затова пък той няма да компенсира килограмите инертни материали, дозирани в по-малко за сметка на водата, пропита в тях. Дори качествата на получения бетон да са задоволителни, количеството му ще бъде значително намалено за сметка на „спестените“ евтини инертни материали.
Освен спазването на рецептата, задължително е бетонната смес да бъде доведена до еднородно състояние. По принцип тук са от значение възможностите на самия смесител. Продължителността на неговото въртене също влияе. Тя не винаги е оптимална, а по-скоро има някаква средна стойност, което е още една вратичка за грешките.
Бетонконтрол
Производството върви, но проблемите чакат своето решение. През 1979 г. те стават предмет на договор между Стопанския комбинат Стоманобетонни конструкции и изделия и Института по техническа кибернетика и роботика на Българската академия на науките. Доколко отговорно са подходили научните работници личи от факта, че след по-малко от година на Международния мострен панаир в Пловдив през 1980 г. е показан готовият прототип иа Бетонконтрол 80, снабден с управляващ блок, който представлява микропроцесорна система от модулен тип. Ето някои подробности за това какво са успели да постигнат специалистите от секция „Кибернетични системи за управление на технически обекти“ с ръководител н. с. Кънчо Трополов.
Бетонконтрол 80 е системаза управлениена технологичния процес при производството на различни марки бетон, произвеждани в бетоновите центрове, съоръжени със съветско оборудване. Чрез подходящи датчици тя измерва влагосъдържанието на инертните материали, пресмята теглото на водата в тях и на тази основа коригира базовата рецепта, съставена за нулева влажност. Точното спазване на съотношенията, осигурено по този начин, води до произвеждането средно на 6 на сто повече бетон и до икономия на цимент. Системата позволява едновременно дозиране на инертните материали, цимента, водата и химическите добавки, с което се съкращава технологичният цикъл. Освен това тя осигурява и предписаната консистенция на сместа.
В началото на 1980-те г. Бетонконтрол 80 влиза в редовна експлоатация в Завод за стоманобетонни конструкции „Генерал Ганецки“ Плевен. Интересът, проявен от наши и чужди специалисти към нея, e голям и според нас от – сандъците напълно заслужен. По своите показатели тя превъзхожда подобните системи, разработени в други страни. Едно признато изобретение и три други заявки за изобретения, които са били проучени, потвърждават, че при разработката колективът е следял отблизо световните постижения. Разговорите с отговорни служители в тогавашното Министерство на строежите и строителните материали, според авторите, са довели до общото становище, че системата трябва да бъде внедрена в цялата страна. Изчисленията за евентуалния икономически ефект сочат осемцифрени резултати. Точно по това време се оформя идеята колективът да започне работа и над дозиращите системи и пълното управление на технологичния процес в бетоновите центрове — една задача колкото интересна, толкова и сериозна.
Илюстрация: сп. Наука и техника за младежта 1980 г.
Тази статия ще Ви отведе в производствените халета на прочутия Комбинат за радиотехническа апаратура Велико Търново, и то не кога да е, а в една от най-плодотворните му години – 1986 г. – когато всяка година от конвейерите са слизали стотици хиляди устройства. Това предприятие има огромна роля за това ние от – сандъците да има какво да събираме – толкова много български телевизори, радиоапарати и аудиотехника е била изработвана тук!
Приятно четене! :)
,,Расте интересът на българина към продукцията на родната битова електроника. Причина за повишения интерес са не само увеличените покупателни възможности, но и подобреното качество, разнообразието на стоките, които му се предлагат. Типичен пример в подкрепа на това твърдение ни дава Комбинатът за радиотехническа апаратура във Велико Търново. Неговите първи изделия, появили се на бял свят преди 25 години, бяха със скромни възможности и в доста продължителен период имахме съмнение, че така ще бъде винаги. За щастие, песимистичните прогнози бяха опровергани. И какво по-силно опровержение за случая от оценката „К“, която заслужиха проектираните и произвеждани тук цветни телевизори Велико Търново’84?
Разбира се, до последните успехи се стигна не с лозунги и с „ура“, а с ускорено внедряване на множество научно-технически постижения. В цеховете масово навлезе високопроизводителна модерна техника — роботи, автоматизирани линии и работни места, машини с цифрово-програмно управление, въведоха се нови технологии, а други бяха усъвършенствувани. Осъществяването на тези промени бе свързано до голяма степен със създаването (през 1979 година) и укрепването на Института по радиотехническа апаратура към комбината. Ето какво сподели неговият директор инж. Божидар Крайчев:
Радиозавод Велико Търново
,,Институтът не възникна на празно място — преди това съществуваше база за развитие и внедряване. Но оформянето на неговата пълноценна структура даде възможност да бъде цялостно обхванат процеса на обновление. За нас крайната цел на една разработка не е изготвянето на опитни образци. Успоредно с тяхното създаване проектираме необходимото нестандартно обзавеждане, създаваме технологичната документация за усвояване на производството.
Всред безспорните постижения на специалистите от института и целия комбинат в последните години са утвърждаването на микроминиатюризацията, чувствителното обновление на произвежданата апаратура и нейния-дизайн, забележимото намаляване на ръчния труд (сега той е под 25 процента). Особено важно значение се придава на мерките за повишаване надеждността на продукцията — прекрачената граница на 3000-те часа вече не задоволява, усилията са отправени към петте хиляди. Впрочем, изпитанията по специални методики показват, че и те са достигнати от някои изделия.“
,,Ние все още се чувствуваме длъжници пред своите купувачи по отношение на разнообразието и качеството, независимо от постигнатите успехи — каза главният директор на комбинатаДимо Йончев. – През деветата петилетка ни предстои много работа. Чрез чувствителното обновление на продукцията (с 58 процента годишно) ще се стремим значително да съкратим съществуващото засега изоставане от водещите световни фирми. Предвиждаме и коренни промени в използуваните технологии. До края на 1987 година ще влезе в действие гъвкава автоматизирана система за производство на механични детайли. Това ще бъде фактически завод на XXI век — с роботи, автоматизирано складово стопанство, прецизна изчислителна техника и минимален обслужващ персонал. На принципно нова основа ще бъдат поставени и монтажните операции. При тях също широко ще навлезе автоматизацията — за целта сме във връзка с наши и съветски учени. Автоматизирано ще се извършват и обработката на печатните платки, галваничните покрития, бояджийските работи…
В стремежа си да подобрим използуваната елементна база сме се насочили към усвояване производството на хибридни интегрални схеми, на различни радио и телевизионни възли и детайли на световно равнище. Ръководим се от критериите на февруарския пленум, на XIII партиен конгрес, а те изключват самоуспокоението, липсата на взискателност и самовзискателност.
Има на кого да се опре ръководството на комбината в осъществяването на своите амбициозни планове. Колективът на Комбината за радиотехническа апаратура Велико Търново е високообразован, но тепърва явно ще има още много да се учи. Затова е добре дошъл фактът, че повече от половината хора тук са младежи. В условията на научно- техническата революция трябва да бъдат гъвкави не само производствените системи, а и производителите. Гъвкави и в същото време консервативни до немай къде по отношение на едно: високо качество на продукцията, без никакво право на компромиси. Та нали в последна сметка именно качеството определя ефективността на сторените крачки, то е единственият критерий, признаван от купувачите.
НОВИТЕ ИЗДЕЛИЯ
Телевизор Велико Търново
Завод за телевизори Велико Търново Zavod za televizori Veliko Tarnovo
След най-високата оценка за първия цветен телевизионен приемник на Комбината за радиотехническа апаратура Велико Търново, може да се смята за сигурен и успехът на втория. Той е с диагонал на екрана 52 сантиметра. В него са вградени 13 линейни интегрални схеми. Приемникът възпроизвежда висококачествен образ по системите „PAL“ и „SEKAM“ и звуков съпровод по стандарти CCIR и OIRT.
Превключването им става автоматично в зависимост от комплексния телевизионен сигнал. Настройката на приемника е електронна с възможност за запомняне на 8 програми. Велико Търново’85 има защитена с авторско свидетелство система за автоматична донастройка на честотата на хетеродина. Към него могат да бъдат включени видеомагнитофон и домашен компютър. Заслужава да се отбележи и малката консумирана мощност — само 65 вата.
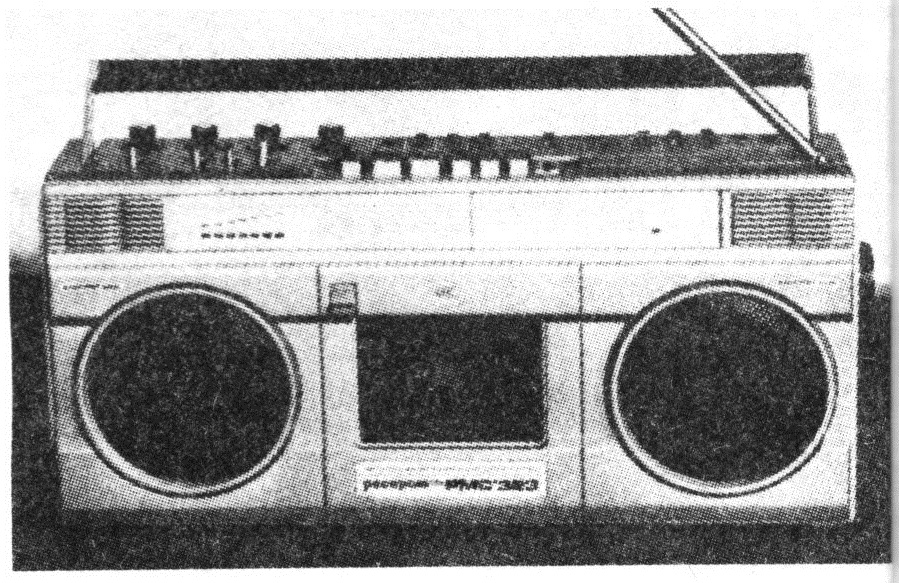
ПРЕНОСИМ СТЕРЕОфОНИЧЕН РАДИОМАГНИТОфОН РМС 323
Комбинат за радиотехническа апаратура Kombinat za radiotehnicheska aparatura
Това изделие навярно ще се радва на особена почит сред младежта. То има широки възможности. Приема програми в обхватите на дълги, средни, къси и ултракъси вълни. В обхватите на УКВ (по стандартите OIRT и CCIR) се възпроизвеждат и стереофонични предавания и има система за автоматична донастройка на честотата. Лентодвижещото устройство на касетофона е унгарско производство. При записите (върху нормални или хромдиоксидни ленти) е възможно ръчно или автоматично регулиране на нивото на сигнала от вградените радиоприемник и електретни микрофони, както и от външни звукоизточници. Светодиодната стълбица показва (освен нивото на запис) точната насФройка и напрежението на захранващия източник. РМС 323 има автостоп и система за разширяване на стереобазата. Към него могат да се включват колони, стереослушалки и външна антена.
Радиозавод Велико Търново Radiozavod Veliko Tarnovo
Това е първият радиограмофон от втори клас, произвеждан в Комбината за радиотехническа апаратура Велико Търново. Шасито му е производство на чехословашката фирма „Тесла“ Той също има обхвати ДВ, СВ, КВ, УКВ—1 и УКВ—2, система за автоматична донастройка в ултракъсовълновите обхвати. Изходната му мощност е 2 х 10 вата. Размерите на озвучителните тела са 366 х 190 х 180 милиметра.
СТЕРЕОфОНИЧЕН МУЗИКАЛЕН ЦЕНТЪР МЦ 221
Комбинат за радиотехническа апаратура Kombinat za radiotehnicheska aparatura
Тук вече са събрани в едно радиоприемникът, касетофонът и грамофонът. Приеманите радиопрограми са в същите обхвати, както описаните досега. Изходната мощност е 2 x 10 вата. Възпроизвежданата честотна лента на грамофона е 63-И 2 500 Херца, на нормална лента — 80-^10 000, а на хромдиоксидна 80-12 500 Херца. Музикалният център има индикатори за нивото на сигнала, за запис, за стерео сигнал и за типа на лентата, автоматична донастройка на честотата, шумов филтър и т. н. Теглото му е 10 килограма.
ГАМА ПРЕНОСИМИ РАДИОПРИЕМНИЦИ
Радиоприемниците от тази гама са с различни размери и възможности Например РПМ 411има размери 174x100x41 милиметра, тежи 0,4 килограма и се захранва с 4 батерии от по 1,5 Волта. С него могат да се прослушват програми на дълги и средни вълни. РПМ 311 тежи повече— 1,5 килограма, но затова пък приема в диапазоните ДВ, СВ, КВ и УКВ, има вградена телескопична антена, може да се захранва и от електрическата мрежа с напрежение 220 Волта. Всеки от останалите представители на гамата се отличава със свои характерни особености, които го правят приемлив за един или друг вкус.
Източник: сп. НТМ 1986 г., автор – инж. Борислав Кинков
Както е известно на всички любители на старата електроника, електронните лампи не само остаряват, но и се повреждат. Някои от повредитена електронни лампи се поддават на отстраняване, а други могат да се предотвратят. В много случаи повредената лампа може да се замени с друга лампа, различна по серия или предназначение.
Повредите в електронните лампи са най-различни, но те може да се систематизират в две главни групи: повреди, които не могат да се отстраняват, и повреди, които могат да се отстраняват. Именно вторите ще разгледаме днес в Сандъците.
Повредите, които обикновено не могат да се отстраняват поради техния специфичен характер, са:
а) влошен вакуум в балона на електронната лампа;
б) вътрешна електрическа връзка (късо съединение) между различните електроди;
в) вътрешни механически повреди;
г) изменение на електрическите параметри на електронната лампа вследствие на изтощаване от дълготрайна употреба.
Съществуват повреди, наречени външни, които може да се отстраняват, и тях ще разгледаме по-долу.
Най-честите повреди на електронните лампи са отлепване на лампатаот бакелитовия й цокъл, отлепване на качулката на електронната лампа, изронване на метализацията на лампата, прекъсване на метализацията, лоша спойка в някое от крачетата на лампата, късо съединение между проводниците, които свързват електродите на електронната лампа с крачетата на цокъла й, късо съединение между два от електродите на лампата, счупване на централния направляващ щифт на цокъла на лампата, окисляване на крачетата и др.
Тези повреди се установяват след внимателен преглед на лампата или проверка с веригопроверител с оглед на повредите на приемника. Лошите спойки на крачетата и късото съединение между взводните проводници и електродите на лампата могат да се установят и с подходящ лампомер. Изваждането на електронната лампа от гнездото трябва да става, като се държи цокълът, а не балонът. Единият от пръстите на ръката, с която се изважда лампата от гнездото, се държи над нея, за да се предпази тя от счупване при удар в кутията на апарата. Изваждането на електронната лампа трябва да става отвесно нагоре, без тя да се изкривява настрани, при което може да се отчупи бакелитовият направляващ щифт в центъра на цокъла (напр. при лампите от окталната и 11-та серия).
Отлепените лампиот цоклите им трябва да се залепят отново, тъй като може да се получи къср съединение между проводниците, свързващи електродите на лампата с цокъла, или да се прекъсне връзката между метализацията на електронната лампа и съответното краче на цокъла.
Отлепените бакелитови цокли от стъклен балон могат да се залепят по следния начин. С четка за водни бои се намазва обилно със спирт стъкленият балон така, че спиртът да се стече между балона и цокъла на лампата. Сместа, с която е бил залепен цокълът, се разтваря, получава се гъста кашица, която се полепва по балона и след като изсъхне, той се залепва за цокъла. За по-добро залепване е необходимо балонът на електронната лампа да се притисне към цокъла, като за целта той се превързва и се оставя да престои така около 24 часа.
Залепването на цокъла към стъкления балон може да/стане и с разтвор на шеллак в спирт за горене.
Ремонт на радиолампи Remont na radiolampi
Стъклените електронни лампи без външна метализация могат да се залепят направо c парче изолирбанд или лейкопласт (фиг. 2-28). Ако лампата е с метализация и тя е прекъсната, може да се навият стегнато няколко навивки от гол меден проводник, единият край на който се споява външно със съответното краче на цокъла, а другият се споява внимателно с последната навивка. Освен това добре е под медния проводник да се постави алуминиево фолио (станиол), развита от някой хартиен кондензатор. Мястото на метализацията на електронната лампа, където се допира медният проводник или станиолът, трябва леко да се зачисти от нечистотии с парче шкурка. Накрая проводникът и станиолът се намазват отгоре с безцветен лак.
Ако метализацията на лампата е силно изронена, което се случва доста често при старите типове радиолампи, целият стъклен балон трябва да се обвие с парче станиол, който в долния край се стяга с гол меден проводник и се свързва със съответното краче на цокъла. Накрая се проверява дали не е станало някъде късо съединение между проводниците в цокъла.
При отлепяне на качулките на електронните лампи може да има три случая: качулката е отлепена, но свързващият проводник е здрав (фиг. 2-29а); качулката е отлепена от балона на лампата и е отделена от проводника, но той не е прекъснат и се подава през пъпката на балона на лампата (фиг. 2-296); проводникът е прекъснат най-често в мястото на излизането му I от пъпката на стъкления балон на лампата (фиг. 2-29в).
В първия случай (фиг. 2-29а) трябва внимателно да се пробие с шило една малка дупка отстрани на качулката. След това качулката се напълва с ацетоново лепило, притиска се към стъкления балон и се допира поялникът до нейния връх. След кратко време лепилото започва да ври, част от него се изпарява през дупката на качулката, а останалата част се спича към пъпката на стъкления балон. След това електронната лампа се оставя 24 часа, за да изсъхне добре лепилото.
Ако съединяващият качулката проводник стърчи 1-2 мм навън от стъклената пъпка на балона (фиг. 2-28), повредата лесно се отстранява чрез спояване на откъсналия се проводник отново към качулката, при което проводникът предварително се удължава. Залепването на качулката към стъкления балон на лампата става точно както при първия случай.
Малко по-сложна е поправката наелектронна лампа, на която съединяващият качулката проводник е прекъснат непосредствено до самата стъклена пъпка на балона (фиг. 2-29в). Когато този проводник е прекъснат точно до стъклената пъпка, лампата най-често може да се поправи по следния начин. С ножче за срязване на ампули или с остра триъгълна пиличка се запилва леко една кръгла ивица на пъпката на около 1-1,5 мм от върха на качулката, при което се внимава да не се отчупи цялата пъпка (фиг. 2-30а). След това с клещи-секачки пъпката се прищипва внимателно точно по запиления пръстен, при което горната част на стъклената пъпка се отчупва и проводникът остава да стърчи навън (фиг. 2-30б). При отчупването на горната част. на стъклената пъпка трябва да се внимава да не се среже едновременно с това и проводникът. След това с ножче внимателно се зачиства стърчащият край на проводника и се приготвя една зачистена гола медна жичка с диаметър около 0,15-0,20 мм и дължина около 30 мм (фиг 2-30б). Единият край на жичката се завива на върха на игла, след което се пробиват с шило един отвор отгоре и един отвор отстрани на отлепената метална качулка. Завитият край на жичката се споява внимателно за стърчащия изводен край на качулката (фиг. 2-30в), след което свободният край на жичката се лъха в централния отвор на качулката. Жичката не се опъва, а вътре в качулката около пъпката се правят една-две навивки с по-голям диаметър. Стърчащият край се завива под прав ъгъл, за да се допре до горната плоскост на качулката. След това жичката се споява към качулката, която после се залепва с ацетоново лепило (фиг. 2-30г), както при първия случай. След като лепилото изсъхне, останалият край на жичката се отрязва и горната плоскост на качулката се запилва леко.
Ремонт електронни лампи Remont elektronn lampi
Много често се случва още при производството на лампите поради замърсяване или някаква друга причина спойките в крачетата на лампата да не са качествени. Поради механическата връзка електронната лампа работи известно време. След като се окисли обаче краят на проводника, електрическата връзка се прекъсва и лампата престава да работи (фиг. 2-31).
Установяването на тази повреда не е много лесно, тъй като освен прекъсването на отоплението на лампата другите прекъсвания не могат да се установят без съответни измервания. Когато се съмняваме, че има лоша спойка в някое от крачетата на лампата, трябва с добре калайдисан връх на поялника да се презапоят всички крачета на цокъла на лампата.
Ако се установи, че между проводниците, които свързват електродите на лампата с крачетата на цокъла й, има късо съединение, трябва внимателно с лист за ножовка да се изреже странично малък отвор в цокъла на електронната лампа . След това с тънко шило през отвора може да се разместят проводниците и да се отстрани късото съединение. Отворът трябва да се изреже много внимателно, за да не се отлепи цокълът на лампата от стъкления балон. След извършването на поправката изрязаният отвор се оставя открит.
Стари радиолампи Stari radiolampi
Ако лампата при невнимателно изваждане от гнездото се е измъкнала напълно от цокъла, при което в основата си са се скъсали един или повече проводници, свързващи електродите на лампата с крачетата, тя е станала непоправима. В случай че всички проводници са здрави и има възможност да се удължат, електронната лампа може да се поправи. За тази цел обаче трябва да се знае разположението на жичките, излизащи от стъкления балон на лампата. За да се определят жичките, внимателно се счупва цокълът на повредена лампа от същия тип и същия фабрикат и се проследяват изводите. Изводните краища на дадена лампа от един и същ фабрикат са разположени по точно определен начин. При това за ориентировка може да послужи отоплението на лампата. След като се установят изводните краища на електронната лампа, те се удължават внимателно с жички, приготвени, както е показано на фиг. 2-9. След това с поялник се изчиства калаят от крачетата, при което цокълът е обърнат с крачетата нагоре. След загряването на всяко краче цокълът се почуква на масата, за да изпадне калаят. После цокълът се поставя в подходящо положение спрямо изводите на електродите на лампата, на удължените изводи се надява по една изолационна тръбичка и те се промушват през дупчиците на крачетата на цокъла в съответен ред. Изводите се опъват леко и се спояват с поялник. Накрая се отрязват с клещи-секачки стърчащите краища на изводите и с малка часовникарска плоска пиличка се запилват върховете на крачетата. Цокълът се залепва към стъкления балон на лампата с парче изолирбанд или лейкопласт. Ако е необходимо, преди това се прави връзка между метализацията на лампата и съответното краче на цокъла по един от разгледаните начини. След поправката лампата се изпробва с лампомер.
Късото съединение между електродите вътре в балона на електронната лампа може да се отстрани чрез изгаряне на мястото на съединението, като се пусне силен ток през него. За тази цел първо се определя с веригопроверител между кои електроди има късо съединение, като преди това трябва да се установи с положителност, че късото съединение не е между проводниците, свързващи електродите на лампата с крачетата на цокъла. След това на съответните крачета на лампата се подава за момент чрез парче медна жица с диаметър 0,10- 0,15 мм напрежението на мрежата и се проверява с веригопроверител дали е отстранено късото съединение. Ако то не е отстранено, подаването на напрежение от мрежата се повтаря, докато късото съединение изчезне. След отстраняването на късото съединение лампата се проверява с лампомер, тъй като има вероятност, вместо да е отстранено мястото на късото съединение, да се е стопил вътре или вън от балона някой от проводниците, свързващи електродите на лампата със съответните крачета на цокъла.
Регенерация радиолампи Regeneraciya radiolampi
Лампите, чиито бакелитови направляващи щифтове в центъра на цокъла са счупени, могат да се използуват, като се внимава при поставянето им в гнездото да не се поставят в неправилно положение (напр. лампите с октален цокъл). Залепването на бакелитовите направляващи щифтове обикновено не дава резултат, тъй като те скоро отново се отлепват.
Когато крачетата на една лампа са оксидирани, те трябва внимателно да се запилят с фина плоска пила: Тази повреда се случва често при лампите с дълбок (аладинов) цокъл.
По-сложните ремонти наелектронните лампи трябва да се извършват само в случаите, когато това е наложително. В противен случай повреденителампи трябва да се заменят с нови.
Използувана литература:
Ведър, д-р Ал. Радиопоправки. София. Наука и изкуство, 1959.
Сокачев, А., А. Доков. Радиопоправки. София. Техника, 1963.
Тази публикация ще ни отведе в завода на Балкантонпрез един работен ден на 1982 г., за да видим
как се правят грамофонни плочи.
А на снимката виждате сградата на Балкантонна ул. Хайдушка поляна в София.
Може би само книгоиздаването може да съперничи на грамофонната фирма по отговорността, която носи за своята продукция. Наред с грижата за високото техническо ниво, което да отвори пътя към световните пазари, върху плещите на производителя лежи и огромната отговорност за естетическото възпитание. Това впрочем е и била причината комбинатът Балкантонда бъде пряко подчинен на Комитета за култура. А, от друга страна, същият този Балкантоне предприятие с многомилионно масово производство, което трябва да отговаря на изискванията за качество и ефективност.
Да направим кратка разходка из този необикновен „завод за музика“. Няма да бъде пресилено, ако се каже, че записът на една музикална творба не се ражда в звукозаписното студио или в заводските цехове, а в тишината на редакторския кабинет. Защото редакторът трябва да подбере произведенията, които след това ще се включат в тематичния план и каталога, той трябва да помисли и за най-доброто им изпълнение. Редакторът участва и при осигуряване на изпълнителите. Понякога това е трудна задача — не е никак лесно да се „откраднат“ няколкото дни, необходими за записа, от запълнената вече години напред програма, особено когато става дума за някой от тези, които разнасят славата на България по световните оперни и концертни сцени. Но работата на редактора не свършва и дотук — той остава в „екипа“ на записа до самия му край —неведнъж ще има нужда от компетентната му помощ. Не случайно върху етикета на различни марки грамофонни плочи например наред с имената на изпълнителя и звукорежисьора стои и името на редактора.
През 1982 г. комбинатът не разполага със собствено звукозаписно студио — записите се извършват най-често в зала „България“. Трудно би могло да се желае нещо по-добро по отношение на акустиката, но това е, все пак. концертна зала, непригодена за записи. И регистрирането на всяка нова творба у нас се превръща в поредица от няколко безсънни нощи — само тогава в залата може да се осигури необходимата тишина, несмущавана от външни шумове. Но от следващата година Балкантон ще има вече и собствена звукозаписна база — предвидено е до края на тази година да бъде завършено строителството на специален комплекс-студия — едно голямо и едно по-малко, камерно. Разбира се, те ще бъдат обзаведени по последната дума на звукозаписната техника — иначе не може и да бъде, ако искаме българските грамофонни плочи да бъдат наистина високо качество.
Как с правят грамофонни плочи Kak se pravyat gramofonni plochi
За оркестрантите записътнапример на една Брамсова симфония завършва, когато те излязат от студиото. Но за диригента, звукорежисьора и редактора той още не е приключил — те преминават в монтажната кабина, където от записаните по няколко изпълнения на всяка част и всеки по-труден пасаж се избира най- доброто, за да се обедини в един завършен запис.
Готовата лента от тук отива на рекордера. Това е, ако може така да се каже „огледалният образ“ на грамофона. Тук трепти не иглата, която снема звуковата информация от модулираната бразда на плочата, а специален резец, който нанася тази бразда върху гладък лаков диск, наречен „фолио“. Все още сме много далеч от бъдещата плоча, но вече можем да си съставим достатъчно определена представа за нивото на техниката, с която се работи тук. Достатъчно е да кажем, че записът на микро- и стереоплочите на ХХ век е гравиран с гъстота 100 бразди на сантиметър, така че отделната бразда има широчина само няколко микрона, а изискванията, предявявани към плочите като звуконосители, от ден на ден стават все по-сложни и по-строги.
В галваничния цех най-добре можем да се уверим, че производството на грамофонната плоча е един дълъг и сложен процес. Тук „фолиото“ се подлага най-напред на специална обработка, целяща премахването на случайните омазнявания и създаване на повърхностен електророводящ слой. След това повърхността му се покрива с тънък слой сребро и от така подготвения изходен диск се снемат последователно три галванични копия. Първото от тях е негативно — това е така нареченият „баща“, второто — позитивно — „майка“, от която пък се ражда третото, отново негативно копие — „синът“. Следва щателна проверка на качеството: от всеки първи „син“ се отпечатва една единствена плоча — така наречената „плоча-образец“. Тя се оглежда и прослушва най-внимателно — дефектите, пропуснати тук, след това могат да се появят в милионен тираж. И ако всичко е наред, се произвеждат останалите никелови „синове“, с които след това се отпечатват плочите.
Заводът за грамофонни плочи няма грижата поне за материала — той се получава в готов вид от химическите заводи. Но това съвсем не означава, че в Балкантонне обръщат внимание на материала. Усилията тук са насочени към използването му с максимална ефективност. През 1970-те години в комбината са разработени и внедрени 20 теми, свързани с усъвършенстване организацията на труда и управлението, модернизацията на машините, подобряване на технологичните процеси и качеството. От тях е реализиран икономически ефект над 1,8 милиона тогавашни лева — това е и икономията на 318 тона ценна суровина (така наречената пресмаса), и спестения за народното стопанство внос на 640 килограма никелови аноди.
Ръководствата по механичен звукозапис са лаконични: материалът на грамофонната плочапрез ХХ век е поливинилхлорид (PVC), към който се добавят специални прибавки. Но изискванията към този поливинилхлорид са твърде високи — от качествата на изходния материал до голяма степен зависят качествата и на самата плоча. Ето причината за голямото внимание, което се отделя в Балкантон на сложните и многостранни въпроси, свързани с материала на плочата.
Пресовият цех е може би единственото място на завода, в което безрезервно господствуват индустриалните норми — в равномерния ход на неговите автоматични, бързодействуващи преси лесно може да се долови задъхания ритъм на едросерийното производство. Отначало материалът се подготвя в така наречените „предпластификатори“, от които отива на пресите. След като се свалят от пресата, плочите се натрупват на специални масивни метални плоскости със шишове. В този вид те остават цяло денонощие в специално помещение. Целта на това „лагеруване“ е да се премахнат термичните напрежения, водещи след време до твърде неприятното „изкорубване“, което може да направи плочата направо негодна.
Завод за грамофонни плочи Zavod za gamofonni plochi
Разходката ни из завода не може да завърши и в пресовия цех. Грамофонната плоча от 80-те години е един колкото съвършен, толкова и капризен звуконосител. Враговете й са няколко: високите температури, механичните повреди, прахът. . . Нека да не се спираме подробно на тях — правилата за поддържане на една добра дискотека трябва да бъдат предмет на отделен разговор. Важното в случая е, че плочата, вече пресована и лагерувана, все още не може да тръгне към купувача — тя трябва да бъде „обезопасена“ по някакъв начин и докато машините на пресовия цех пулсират равномерно, в други цехове на завода се подготвят необходимите и неизбежни нейни добавки — вътрешни и външни пликове, албуми, кутии. В завода се мисли и по този въпрос: предстои създаването на нова полиграфична база — така плочите ще спечелят и по отношение на външния си вид. Предстои влизането в експлоатация на „кауфакс“ — машина за херметично опаковане на плика в специално найлоново фолио. Мина времето, когато любителят на музиката ценеше главно записа и се задоволяваше с каквато и да е опаковка.
Едва когато всички елементи на бъдещата грамофонна плоча се съберат в „последната инстанция“ — отделението за окончателен контрол и опаковка — пред нас се появява така дълго очакваната плоча. От тук нататък тя вече попада в ръцете на търговците. Понякога тяхното забавяне напълно унищожава плодовете на ентусиазма, с който работят стотиците работници и специалисти.
Изходът от това неприятно положение беше очевиден. Да дадем думата на заслужилия артист Александър Йосифов — директор на завода:
Комбинатът Балкантон започва да открива свои фирмени магазини.
Това е една наша стара мечта и едно начало за осъществяването на програмата за новата ни система на разпространение, целяща преди всичко музикално-естетическото възпитание в сериозните жанрове. Предстои и издаването на общ каталог.“ Ясно е, че така комбинатът ще може не само да произвежда, но и да разпространява своята продукция „на ниво“.
Днес от висотата на постигнатото, е трудно дори да си представим старата сграда на ъгъла на столичните булеварди „Христо Ботев“ и „Сливница“, където с остарелите и износени машини на национализираното бившо акционерно дружество „Симонавия“ през 1950 година започна първото производство на грамофонни плочи в социалистическа България. А две години по-късно „заводите“ за радиоапарати и плочи се разделиха, в Радиопром останаха 17 души, които успяваха да дадат до 950 000 плочи годишно. Само 16 години по- късно производството на Балкантондостигна цифрата 4 милиона годишно! И това далеч не беше всичко: в новите, просторни и светли цехове на днешния комбинат производството се удвои отново. Няма да открием тайна на фирмата, ако съобщим, че през второто полугодие на 1982 г. ще започне производството и на касети със записи. Така още повече ще се разшири кръгът на онези любители ка музиката, които ще се обръщат към Балкантон, за да задоволят своите естетически интереси.
Касети Балкантон Kaseti Balkanton
Не закъсняха и успехите: през 1972 година френската Академия за звукозапис „Шарл Кро“ присъди на нашите записи оценка 9 за интерпретацията и 8 — за техническото ниво на записа(при десетобална система). На следващата година записът на „Хованщина“ вече имаше оценка 9 и за техническото си ниво. Радио Брюксел даде на българските грамофонни плочи своята специална награда, отново емблемата на Балкантонбеше и върху плочата, която преди няколко години получи световната награда за най- добър запис на оперна музика. От нашето производство се заинтересуваха такива световно известни фирми като „Хиз мастърс войс“, „Дойче грамофон“, ,,Колумбия“, „Хармония мунди“; над 60 програми се изнасят ежегодно в Испания, Япония, САЩ, Италия, Франция. Днес български грамофонни плочи могат да се видят в магазините на Москва, Будапеща и Прага.