Вижте в Sandacite.BG новите проекти на Центъра за промишлена естетика за 1966 г.!
В Центъра за промишлена естетика през 1966 – макет на радиоприемник Мелодия 20Т (Т = транзисторен)
В тази публикация ще Ви покажем ,,ембрионалния“ стадий на развитие на някои от станалите известни по-късно български телевизори и радиоапарати. Те са дадени по-долу. Цитираната тук статия ще Ви запознае с дейността на Центъра за промишлена естетика през 1966 г., което е важно, защото там са създавани първоначалните художествени решения за много от техниките, които събираме. Забелязвате ли разлики между проектите в промишления дизайн и серийното производство на тези изделия? :)
,,Една от основните дейности на Центъра е научно-изследователската работа. В това отношение той е първата организация, която извършва научно-изследователска работа по проблемите на промишлената естетика. През 1965 година бяха разработени научни теми, отнасящи се до насоките в проектирането и оцветяването на металорежещите машини, а също и насоки за развитието на радиоприемници и телевизори, осветителни тела и други.
Индустриален дизайн от 1966 – транзисторен радиоприемник Албена (тип малък супер)
През настоящата година ще се разрабоят 8 научно изследователски и проучвателни теми, засягащи новата организация на промишления интериор, оцветяването на подемно-транспортни машини, насоките за художествено проектиране на металорежещи машини, създаването на типаж и нормативи за столове и седалки на машиностроителните изделия, на органите за управление, прогнозирането на развитието на художественото проектиране в чужбина и у нас и други.
В областта на художественото проектиране ще се реализират около 80 задачи за двата основни отдела на Центъра. Сега се развиват и два иовн отдела — отделите „Промишлен интериор“ и „Промишленаграфика“.
Последният има за цел да разработва художествено-рекламната пропаганда на Обединенията към Комитета по машиностроене и отделни заводи — от запазената марка-знак, до цялостното представяне на предприятието.
Инженерен дизайн от 1966 – преносим автомобилен транзисторен приемник Универсал
Какви по-важни практически задачи има да реализира през 1966 година Центърът за промишлена естетика? Електрокар тип 375. мотокари тип 2477 и 2679. двуколесни превозни средства, гама полуавтоматични стругове, багери, бормашини, ръчни електрически инструменти, гайковертн, резбонарезна и заваръчна машина, универсална кухненска машина, телевизори за износ и за страната, кино-снимачна камера 2 x 8 мм, кинопрожекционен апарат 2 x 8 мм, радиоприемници среден супер, радиограмофон, звукова колона, високоговорители, осветителни тела за домашно ползуване и транспортни средства, щори за прозорци и др.
Инженерен дизайн от 1966 – добре познатият ни Пирин 2
Оценките и наградите, които се дадоха иа някои от изложбите през 1965 година, включително отсъждането на
наградата „Златни ръце“ на вентилаторната печка Бриз,
проектирана в един от началните и трудни периоди на развитието на Центъра, както и положителните оценки на чуждите специалисти за дейността на този наш институт дават основание да се смята, че линията и методиката са верни и че в близко бъдеще може да се очаква реалният ефект от тази нова област на нашата дейност.“
Индустриален дизайн от 1966 – макет на прикачен вибрационен валяк с тегло 3 тона
Както знаем, трамвайният транспорт е един от най-старите видове обществен превоз в българските градове. Този факт е отразен достатъчно добре както в литературата (напр. някои разкази на Иван Вазов), така и в пресата. Но тъй както сме сайт за история на българската техника, защо да не си дойдем на темата и да не отбележим, че още по царско време в българските градове са се движели и български трамваи? :)
Ето как започва историята. През 1931 г. в София под ръководството на инж. Теодосий Кардалев започва производство на първите български трамвайни ремаркета, при които се използва здрава ходова част от вече бракувани мотриси. Тези ремаркета са известни като „Кардалевите ремаркета“.
Теодосий Кардалев
През 1936 г. са произведени и първите български трамвайни мотриси с марката „ДТО“ (по името на Дирекцията на трамваите и осветлението в Столичната община). При производството им са използвани стари шасита, като всички останали елементи са подменяни с нови.
Българските трамваи
През 1934 г. на територията на днешния столичен район Красно село е изградено първото голямо трамвайно депо. В него през 1951 г. е създаден и завод за производство на трамвайни мотриси, наследник на създадената от инж. Теодосий Кардалев техническа работилница на ДТО.
Български трамваи
Както е видно и от по-горните снимки, те се движат из софийските улици и доста след 1944 г. По-късно – в началото на 50-те идва и времето на първите български трамваи, произведени при новата власт. Те носят названия като ,,Република“, ,,Космонавти“ и ,,Комсомолци“. За тях ще ви разкажем в друга публикация. :)
Всичко за Елка 6521 – първия български електронен калкулатор – в Sandacite.BG!
Елка 6521 – първият български електронен калкулатор
От средата на 60-те г. думата ,,Елка“ става толкова популярна, че влиза в т.н. генерични названия – онези думи, които означават даден предмет търговската марка на конкретенн модел такъв. Такива са ,,веро“, ,,ксерокс“ и други подобни. А всъщност ,,Елка“ е съкращение от ,,електронен калкулатор“.
Днес ще ви запознаем не с коя да е Елка, а с първата такава! Голяма е колкото пишеща машина от 30-те години (дори може би малко повече) и е почти толкова тежка. Независимо от това обаче, със създаването на модела Елка 6521 България дава заявка за бъдещото си мощно развитие в областта на електроноизчислителната техника. Моделът се казва 6521, защото 65-а е годината, 2 е поредният номер електроннизчислителна машина (първата е Витоша), а това е 1-вият ни калкулатор.
РАЖДАНЕ
Проектът за ЕЛКА 6521 е създаден в Института по математика към БАН от талантливите математици инж. Стефан Ангелов, акад. Любомир Антонов и Петър Попов. Калкулаторът е реализиран с транзистори с 16-разредни регистри и има редица предимства пред съществуващите устройства: извършва коренуване, целочислено деление, намиране на средно аритметично, фиксиране на десетичната точка със закръгляване и др. ЕЛКА 6521се приема добре на пазара и през 1966 г. е създаден Централен институт по изчислителна техника, който разработва по-сетнешните български калкулатори.
Първият български калкулатор Psrviyat balgarski kalkulator
Първият български електронен калкулатор е пуснат в производство и употреба през 1965 година. Тойе създаден в рекордно кратък срок — за около 6 месеца, за да бъде покацан на изложба в Москва през май и юни 1965 г. При това ЕЛКА 6521 има показатели, които с право я поставят на едно от челните места между известни електронни калкулатори от средата на 60-те г.
Допреди създаването на нашия калкулатор в света има само три такива машини – британски, американски и италиански.
КАКВО МОЖЕ
Елка 6521тежи 8,5 килограма, има 3 регистъра и работи с 12 десетични числа. Скоростта при събиране е 0,3 секунди за действие, а при деление – 0,5 секунди. Консумира електроенергия 35 W. Произвеждан е в завод Електроника София.
Големите за времето възможности на ЕЛКА 6521са постигнати не чрез увеличаване на броя на вложените електронни елементи (с което съответно би нараснала и цената) а благодарение на рационалното им използване. Едни и същи елементи са използвани многократно за различни цели. Използваните в ЕЛКА 6521 схеми в голямата си част са оригинални, българско производство. Те са извънредно гъвкави за годините си и осигуряват реализацията и на най-сложните аритметични операции.
Електронният калкулатор ЕЛКА 6521 извършва всички основни аритметични действия — събиране, изваждане, умножение, деление, степенуване и коренуване. Числата, с които се извършват горните действия, могат да съдържат до 16 цифри и да бъдат цели или дробни. Има и редица възможности, които липсват при чуждестранни конкуренти, напр. при италианския – това са операциите коренуване, целочислено деление, възможността за натрупване на суми в 3 независими регистъра, намиране на средно аритметично, фиксиране на десетичната точка на зададена позиция със закръгляване и т.н. Това прави Елка 6521подходящ както за икономически, така и за научни изчисления. Българският калкулаторможе също така да работи и с отрицателни числа.
Първият български електронен калкулатор Parviyat balgarski elektronen kalkulator
СЪДЕБЕН СПОР
Понякога се изказват мнения, че българската Елка била ,,копирана“ от чуждите калкулатори – напр. от италианския си конкурент ИМЕ 84 на компанията ИМЕ. Че в най-добрия случай тя била усъвършенствана негова версия. Това не е и няма как да е вярно, тъй като по времето, когато апенинската машина стига в България, проектантският колектив на българския калкулатор отдавна е извел Елката в много напреднал стадий на разработка, а заложените крайни срокове не чакат. Начинът на работа на 6521 и неговите алгоритми са съвсем различни от тези на италианския конкурент, а това не е без значение, тъй като по-късно италианците предприемат мощна патентна кампания с цел да патентоват своето изделие във колкото се може повече индустриални държави (включително и в България), което е показателно – в един момент нашата страна им става сериозен конкурент. В крайна сметка, независимо че конкурентните патентни претенции са изложени в над 100 страници, компетентно технологично жури решава спора в наша полза. :)
А нека сега видим
КАК РАБОТИ
Първото нещо при решаването на дадена задача е да се въведат участващите в нея числа. Въвеждането на числата става с помощта на десет цифрови клавиша (за различните цифри от 0 до 9). Има още два клавиша за въвеждане на знака на числото и десетичната точка. Клавишите се натискат в същата последователност, в която числото би било написано върху лист хартия. Цифрите се подават една след друга — всяка нова цифра застава на мястото на единиците, а въведените преди това цифри се изместват една стъпка наляво. Описаните действия могат да се наблюдават на екрана на калкулатора и да се контролират. Ако при въвеждането е допусната грешка (неправилно натискане на друг клавиш вместо необходимия), съществува възможност за връщане на числото надясно с изхвърляне на последната цифра или за пълното му изтриване.
Ако трябва да се събере колона от числа, след въвеждането на всяка цифра, се натиска клавишът Т. Този клавиш задействува схеми, които изпращат числото в един специален регистър и го прибавят към намиращото се там. Такива регистри, в които може да става натрупване, се наричат сумиращи апарати. ЕЛКА 6521, за разлика от известните дотогава електронни калкулатори, има два независимо действащи сумиращи апарата, в които може да се извършва както събиране, така и изваждане. След извършване на натрупване в някой от сумиращите апарати, индикацията от екрана автоматически се изчиства, за да се подготви въвеждането на следващото число. Прочитането на получените резултати става с помощта на два клавиша. Единият клавиш осъществява прочитане без изтриване на сумиращия апарат (за прочитане на междинни резултати или контролно четене). Прочитането с втория клавиш изтрива сумиращия апарат и се използува за четене на крайни резултати и първоначална подготовка на сумиращите апарати.
При операция умножение първо се въвежда множимото и се натиска клавиш „х“, с което множимото се запомня в един от регистрите на калкулатора. След това се въвежда множителят и се натиска клавиш за задействуване на самата операция умножение, след завършването на която автоматически се.получава резултатът. Ако изходните числа са дробни, десетичната точка на резултата сама попада на необходимото място. Аналогично се изпълнява и операцията деление. След въвеждането на делимото се натиска клавиш „ : “. След това се въвежда делителят и се натиска клавиш „ = “ за извършване на делението и получаване на резултата.
Продавам ЕЛКА 6521 Prodavam ELKA 6521
При операция степенуване, въведеното число може да се повдигне на произволна цяла степен чрез последователни натискания на клавиш „ал“. След първото натискане на клавиша се получава квадратът на числото. Следващото натискане на същия клавиш дава повдигане на числото на трета степен и т. н. Особено необходима операция за научни изчисления е операцията коренуване, която е реализирана за първи път в света в българския електронен калкулатор. ЕЛКА 6521коренува по същите правила, които се изучават в училище.
Ако при някоя от операциите се получи резултат с повече от 16 цифри, това се нарича „препълване“ и се посочва от специална индикаторна лампичка. Ако препълването се е получило при операциите умножение или степенуване, намиращите се на екрана цифри са младшите 16 цифри от резултата. Старшите цифри на резултата се пазят в един от регистрите на калкулатора и също могат да бъдат прочетени. Това позволява да се умножават големи числа и се получават произведения, имащи до 31 цифри. Например максималните числа, които могат да се умножат са
999999999999999 X 9999999999999999 =9999999999999989000000000000001.
Умножение с такава голяма разредност не притежава нито един от съществуващите през 1965 г. електронни калкулатори. Друга характерна особеност на българския електронен изчислител в сравнение с останалите е, че при умножение и деление е предвиден режим, при който полученият резултат се анализира и автоматически закръглява с точност до стотни. Това е особено необходимо при различни финансови операции, където се работи с точност до стотинки.
КАЧЕСТВА
Новост в българския електронен калкулатор е също и възможността му да управлява електрическа пишеща машина, на която да се отпечатат на изходните числа или получените резултати. По този начин направо могат да се оформят и различни финансови документи.
ЕЛКА 6521 ELKA 6521
За времето си електронният калкулатор ЕЛКА 6521 има извънредно просто и удобно управление.
Всеки резултат, който се е появил на екрана, може отново да се използва като изходно число за започване на други, най-различни операции! Така лесно се решават и най-сложни математически формули, съдържащи многократни умножения, да се извършват деления, коренувания, повдигания на степен и пр. Получените резултати могат да се запомнят за продължително време в специален регистър — един от сумиращите апарати — който в случая се използва като външна памет.
Към този междинен резултат съществува възможност да се натрупват (прибавят или изваждат) и други междинни резултати. Полученият резултат отново може да се умножава, дели, степенува и т. н. Предвидени са още и редица други удобства, които облекчават и ускоряват работата, като електронен брояч на извършените операции, деления на 10 чрез изместване и т.н.
Като цяло създаването на ЕЛКА 6521 представлява голям успех за България по онова време. Както отбелязахме в началото, с него страната ни става четвъртата поред в света, която създава такава джаджа. Предвиждала се е и разработката на собствено печатащо устройство към него.
Днес в Sandacite.BG Ви разказваме за АТЛАС – машината, която прави панели за блокове!
АТЛАС – машината за панели за блокове
Едропанелното строителство е нещо достатъчно добре познато на всички и отдавна навлязло в нашето ежедневие. В България са построени хиляди и хиляди панелки, всичките произведени по на практика един и същ начин (с някои съвсеем малки изключения, но не за тях ни е думата сега).
Замисляте ли се обаче как се произвеждат самите готови строителни елементи – панелите? Най-напред в кофражните форми, където ще се отливат бетонните блокове, се поставя армировката. Тя представлява желязна мрежа от няколко пласта, а тези пластове са на определено разстояние помежду си са разделени чрез метални подпори (скелет). Отгоре плетеница от прътове се залива с бетон.
След като това се направи, има още няколко допълнителни операции за обработката на бетона. Например, след отливането му той се подлага на вибрация – бетонната маса се уплътнява и от нея излизат въздушните мехури, което подобрява качеството на панелите. Освен това втвърдяването на бетона се ускорява чрез термична обработка – нагрява се с пара до 80 — 90 градуса. По този начин времето за отделяне на панела от неговия калъп – декофрирането – се намалява 2 — 3 пъти.
Един от важните производствени моменти при направата на панелите е поставянето на металните скелети в кофража. Те представляват своеобразна желязна стълбичка от надлъжни и напречни пръти, фиксирани на определено разстояние помежду си. Съставните елементи на скелета са стоманени пръти, които пристигат навити на рула (кангали). Те се развиват и изправят. Нарязват се на необходимата дължина и се занасят при машината за контактна едноточкова заварка. Там работникът ръчно, точка по точка, заварява напречните и надлъжните пръти, като определя разстоянието между тях на око. Разбира се, по този начин се влошава качеството на продукцията и не се получават проектираните размери.
Само че работата е там, че докато направата на стоманените мрежи за панелитее механизирана и дори автоматизирана, впървите 15-ина години на българското панелно строителство производството на скелетите м домостроителните комбинати се прави ръчно.
Затова през 1975 г. в Базата за развитие и внедряване по гражданско строителство, клон Варна, е създадена автоматична технологична линия за производство на армировънни скелети „Атлас-2“. Тя е конструирана от колектив с ръководител инж. Стефан Георгиев. За тази техническа разработка с качества над световните стандарти, младите конструктори още тогава получават златна значка от VII национален преглед (1974) на ТНТМв Пловдив.
АТЛАС – машината за панели за блокове
Ето и в каква последователност работи машината ,,Атлас 2″. Двата основни надлъжни пръта се развиват от рулата и се обтягат. После в изправящо устройство, което премахва всякакви изкривявания. След това в непосредствена близост до електродите прътите минават през две дюзи, които фиксират съвсем точно разстоянието между тях. Напречните елементи на скелета, предварително нарязани на определена дължина, се намират в контейнер, който се поставя над съоръжението. Той играе ролята на захранващ бункер. От него напречните пръти попадат в дозиращо устройство, което се регулира според диаметъра им. След това механически челюсти ги поднасят точно в оста на електродите за заваряване. По този начин се фиксират размерите на армировъчния скелет. За разлика от ръчното производство, при „Атлас-2“ заварката става едновременно в две точки. Това повишава производителността на труда два пъти. Автоматичната линия продължава с вилково устройство, което прихваща и изтегля вече заварения прът на определено разстояние. След като се изпълни програмата за направата на един скелет, автоматично се подава команда за отрязване. То се осъществява с ножици за метал — гилотина. Готовата продукция се пакетира и палетите се извозват с колички.
Варненската разработка е изобретение, но по това време в чужбина съществуват и други машини за автоматично производство на армировъчни скелети. Тогава с какво „Атлас-2“ се отличава от досега известните технологични линии?
Трудностите за автоматизиране на процеса идват от това, че разстоянията между отделните напречни пръти са различни дори само в един скелет. А българската автоматична технологична линия може да изпълнява различни стъпки, защото ги изчислява с помощта на програмно устройство. Този начин дотогава е неизвестен в световната практика – използва се барабан с дискови ограничители и по времето, когато ,,Атлас 2″ е зарегистриран, в техническата литератур няма данни някъде този проблем да е разрешен по същия начин.
Създаването на всяка автоматична технология е свързано с включването на усложнена апаратура в нея. Как са се справили с това създателите на ,,Атлас 2″?
Строежът на първия панелен блок в България
Настройването на цялата машина не трае повече от 30 —40 минути и се осъществява много просто — с бутони и лостове. Разбира се, за да има автоматизираната поточна линия по-голям икономически ефект, още в началото конструкторите осъзнават, че е необходимо да се премине към едросерийно производство на скелети. Напр. за направата на една малка серия от 100 броя се изразходват приблизително 2 часа, а предварителната подготовка на линията е около половин час и така чувствително се намалява ефективността от автоматизацията. Ето защо важна задача става да се унифицират металните скелети – да се намали тяхното разнообразие или ,,номенклатура“, както се е казвало тогава. По този начин би се уедрило производството и би се повишила производителността при работа с „Атлас-2“.
Едно място в българската технологична линия, което не действа автоматично, е изтеглянето на количката с готова, пакетирана продукция, Но тук автоматизацията не е решаваща, количката се мести през един час. Конструкторският колектив обаче не е смятал да спре дотук, а да автоматизира и този малък процес.
Друго място извън автоматизацията остава нарязването на късите пръти, но тази технологична операция не е проблем, защото и без това съществуват металообработващи машини, които я извършват с много висока производителност.
Още прз 1975 г. е изчислено, че новосъздадената автоматичната технологична линия „Атлас-2“ повишава производителността на труда около 6 пъти. Годишният икономически ефект от нейното внедряване се оценява на почти 30 хиляди лева. При това качеството иа произвежданата с иея продукция се повишава многократно. Друго важно нещо е, че при изработването на технологичната линия се използват изключително български материали и апарати. Обзалагаме се, че след изпитанията на прототипа за ефективност и надежност ,,Атлас 2″ най-вероятно е влязъл в серийно производство и е бил въведен в домостроителните комбинати в страната, като първо в Домостроителния комбинат във Варна.
[1958] Заварки и връзки на първата панелна сграда в България
Заварки и връзки на първата панелна сграда в България
Днес е време за малко непосредствена история! Ще приведем обширен цитат от прецизна книга издание 1960 г., в която е отразен строежът на първия панелен блок в България (знаете го къде се намира, нали? – на ул. Найчо Цанов № 66 в София). Разказът е написан много достъпно и непосредствено – като репортаж – и ще ни даде вярна представа за това какви трудности е трябвало да преодолеят строителите, положили основите на панелните сгради в България.
И така, приятно четене! :)
,,В основни линии изработването и .монтажът на панелите стана при спазване на проекта. В редица пунктове обаче той беше нарушен. От друга страна, изпълнението показва, че някои решения в проекта ще трябва да се подобрят.
В проекта се предвиждаше основите за вътрешните стенни панели в сутерена да завършват канали, в които да стъпят стените. Първоначално тези канали бяха направени, но при повторното нивелиране се наложи голяма част от тях да бъдат запълнени, тъй като първата нивелация при изливането на основите е била много груба и неточна. Изработването на тези канали е сравнително трудоемко. За в бъдеще вместо предварителното изработване на канали по-добре ще бъде да се оставят в основата стърчащи пръчки от бетонна стомана и след монтирането на сутеренните панели да се бетонира допълнително. Това ще бъде по- здраво и по-икономично решение.
По проект във всеки стенен панел се полагат по осем планки за връзките.
Три от тях са стабилизирани в стоманения калъп и 5 се закрепват за армировката. Опитът показа, че е наложително да се направи подобрение, като всички планки за връзките се стабилизират неподвижно, за да не се разместват при бетонирането.
Пo проект се предвиждаше оформяне на дюбелимежду напречните панели. За целта с помощта на профилирана летва се изработваше канал по едната вертикална страна на напречните панели. Наложително е вместо с дървени летви това профилиране да се прави със стоманен профил, който е неразделна част от страницата на стоманения калъп. Целесъобразно ще бъде такова профилиране да се прави от двете вертикални страни на всичк.
Строеж на панелен блок
Сериозен въпрос при монтиране на стенните панелие уплътняванетона хоризонталните фуги. Независимо от предварителнаа нивелация за всеки нов етап от монтажа се оказа, че на места по различни причини се налага по-дебел подложен пласт от разтвор. Този пласт през време на центрирането и нивелирането на панелитесе изтласква в страни и при някои панели остават неуплътнени участъци, което влошава статическите и звукоизолационните качества на сградата. Неуспешен излезе опитът да запълним тези участъци с циментов разтвор с помпа за нагнетяване. От голямо значение за ограничаване на това явление е панелите да се изработват с добре притегнати форми, които да не позволяват издуване и и криняване.
По проект не се предвиждаше обработка на фугитепо фасадите. Смяташе се, че с употребата на стоманени кофражни форми и с използуването на специални профилирани летви при заливането на вертикалните фуги същите ще получат окончателния си вид. Оказа се, че вследствие на малки изкривявания и очукване на ръбовете на панелитепри строежа на опитната сгра аа трябваше да се оформят допълнително някои от фугитепо фасадите. Наложително е да се изработят специален пистолет и висяща кабина или подходящо скеле, които да се използуват за изкърпване и оформяне на фугите.
При строежа на сградата се потвърди сполучливият избор на съединенията.
Връзкитесе изпълняваха лесно и сигурно.
Те не зависят от мокър процес. Има възможност и трябва да се намали разходът на стомана за облата закотвяща част. При изработване на детайлите за връзкитебиха допуснати значителни отклонения в размерите им в сравнение с проектните. Това влече след себе си удебеляване на мазилки и. други допълнителни операции.
Центровката на планкитепри заваряванетоим след монтажа на панелите, общо взето, беше добра. Би било по-добре обаче планкитев долния край на панелите, върху които лягат планките на долулежащите панели, да се уширят. Това ще позволи по-добри заварки при сравнително малко повишаване на разхода на материал.
Строежа на панелните блокове
Предвиждаше се паркетът да се лепи върху подпаркетната настилка от сгурбетон, заравнен с тънка циментова замазка. Строителната организация вьпреки нашето искане изпълни паркета с наковане. което технически не е издържано. Наложително е да се използуват готови плочи от сгурбетон или друг материал със или без налепен паркет. Това ще ускори строежа и ще подобри качеството на хеш вид работа, особено когато подовите настилки се извършат при ниски температури.
Комините бяха предвидени и изпълнени като отделни блокове с етажна височина. По-добре ще бъде те да се вградят в стенните панели с използуването на етернитови тръби. Това ще улесни производството и ше намали броя на видовете елементи. Водопроводната и канализационната инсталация бяха изпълнени в санитарен панел. Необходимо е да се провери използуването на малка инсталационна шахта.“
–-
От Едропанелни безскелетни жилищни сгради, София, Техника, 1960 г.
Вижте в Sandacite.BG статия за Завода за тежко машиностроене в Радомир!
Завод за тежко машиностроене Радомир
Чували ли сте за легендарния Завод за тежко машиностроене в Радомир, известен още и като ,,завода за заводи“? Не може да не сте! Наричан и Комбинат ,,Червена могила“, ЗТМ Радомир е огромно машиностроително предприятие, чийто строеж е започнат в началото на 80-те г.- и така и не е напълно завършен към 1990 г.
Коренът на идеята за този завод е още в средата на 70-те години, а първата копка е направена лично от Тодор Живков през декември 1976 г. Планирано е да бъде създаден заедно с японската компания „Кобе стийл“, която трябва да предостави производствената технология, на базата на неин аналогичен неин завод, да управлява ЗТМ 5 години и да организира износа (срещу конвертируема валута на продукция за 200 – 300 милиона долара годишно), тъй като планираният капацитет на завода далеч надхвърля потреблението в България. Със своя мащаб и неясна рентабилност проектът предизвиква възраженията на Министерството на финансите, Министерството на строителството и БНБ, но въпреки това реализацията му започва поради силния натиск ,,отгоре“.
Първите производствени мощности започнат работа през 1985 г. Малко след това обаче се случва фаул, който предвещава краха – контактите с ,,Кобе стийл“ са прекратени заради оказан натиск от СССР, като вероятно и под негово давление е започнат опит за съвместно производство с Машиностроителния завод в Новокраматорск – за съжаление останал неуспешен.
През цялото това време Заводът за тежко машиностроене е произвел немалко продукция, в него са работели японски машини, а в съседния Перник са живеели над 30 японски инженери. Ето спомените на един наш редовен потребител, Chap Chaprazov, който е работил в ЗТМ: ,,Бил съм там 1983 – 6. Да, много от оборудването беше уникално, част от ,,Кобе стийл“. Уникален комбинат. На голямата преса на ,,Кобе стийл“ се ковяха валове за подводници и кораби за целия СИВ. Манипулаторът вдигаше от специалната термична (c подгряваща) пещ детайли с тегло до 150 т, нагрeти на точно необходимата за изковаване температура, и ги въртеше под огромния чук (преса) с точност десетки микрони. В ръчен и компютърен режим. Имаше уникални майстори ковачи (твърде неточно), които правеха чудеса. Бяха работили в Япония, някои над година. Японците ги гледаха като шашнати, когато правеха разни експерименти. Имаше цял цех с борверг машини – най модерната в оня момент металорежеща машина. И много други“.
По разчети от началото на 90-те години, в завода са инвестирани 1,4 милиарда лева, почти изцяло от преки инвестиции или кредити от държавния бюджет или БНБ. В същото време, общият обем на произведената за 1980 – 1990 година продукция е за едва 602 милиона лева, като основната част от капацитета на предприятието остава неизползван – през 1989 година натоварването на производствените мощности е 12,5 %, а през 1990 година – 5,8 %. Заводът работи на планирана загуба, покривана с държавни дотации, надхвърлящи половината от стойността на произведената продукция, и към 1991 г. се оказва във фактически фалит – не само не може да обслужва кредитите си, но и няма средства за изплащане на заплати.
Именно в тези кошмарни за ЗТМ Радомир месеци и години ще Ви отведем днес. Долният репортаж препечатваме от бр. 10 – 1990 на сп. ,,Общество и право“. Той прави моментна снимка на затъващото предприятие, а от текста ще разберете и различни подробности и фактология около опитите за измъкване от тежкото положение, които са много малко известни.
,,Огньове. Един. Втори. Трети… В средата на цеховете. Работници безмълвно протягат ръце към топлината. Заплатите им са над 700 лева. Бе вече пролетта на 1990 г., но времето беше студено. В огромните цехове на радомирския Комбинат за тежко машиностроене (за да ги обиколиш, и то е кола, ще ти отнеме цял ден) огромните машини бяха мъртви.
През миналата година тук е изработена продукция седем пъти по-малко от утвърдената е производствената програма и два пъти по-малко от планираната, а дотациите са към 100 милиона. Не е изпълнен в срок нито един договор със западна фирма.
Всички, с които разговарях за феномена ЗТМ Радомир, независимо от различията във възгледите си по основни въпроси: от този, дали ни е нужен, до този — тук ли му е мястото; от този — да го замразим и преглътнем загубите или да го оживим на всяка цена, бяха единодушни в едно: тук, в никому неизвестното зад граница Радомирско поле, на площ от 1600 декара са събрани най- добрите машини в света.
Днес, в началото на 90-те години, огромните пространства, приютили най- добрите машини, внушават безнадеждност. Нещо като гробница, в която почиват спомените за скъпи покойници. Нашите ръце, нашите мозъци не бяха в състояние да им вдъхнат живот. Да ги накарат да произвеждат.
* * *
Че затъваме в тресавище, става ясно още преди да се пререже лентата. Спомнете си „спасяващия“ вариант от 1982 — 1983 г.: военното производство, което така и не произведе нещо. Пробват се и други варианти.
Инж. Цоко Димитров: „На 27.XII.1985 г. ме извика министърът на машиностроенето О. Дойнови ми каза, че сутринта в Политбюро са взели решение ЗТМда се обедини с още няколко завода и аз да стана генерален директор. Видях, че заводът нямаше реална програма, за да произвежда. Имаше залежали поръчки, нямаше конструктивна и технологическа документация… От година на година положението ставаше все по-лошо“.
Инж. Георги Велички: „Първата грешка е на Иван Попов(министър на машиностроенето по времето, когато е взето решение на Политбюро за изграждане на ЗТМ), който каза, че ще правим завода без руснаците. Те се засегнаха и три години не говориха с нас на тази тема. Проектантите от „Машпроект“ — Пловдив нямаха опит, това ни измъчи, загубихме много време, след всяка кавга се оплакваха на Дража Вълчева.
Втората грешка е на Тончо Чакъров и Огнян Дойнов: те не оцениха, че инвестиционното машиностроене е сложно нещо, решиха, че в нашия Институт за тежко машиностроене ще измислим всички машини, които трябва да произвеждаме, не се подготвиха кадри.
Третата грешка е на Борис Манов — ЗТМостана без обещаните от него висококвалифицирани работници. Аз 17 пъти съм започвал на гола поляна и знам, че най-важното и най-трудното нещо е да се събере колектив, да се сработи. Тук бяха накачени ръководство над ръководство, на четири нива. През последните години ръководителите развратиха работниците, създадоха омраза между тях и себе си, страхуват се да слязат в цеховете“.
Инж. Тошо Белмустаков, ръководител на секция в института: „Често съм мислил защо този супермодерен завод не може да произведе нищо като хората. И стигнах до извода, че има два феномена: на „изгодния брак“ и на „изгодния провал“. Какво разбирам под феномена „изгоден брак“? Навсякъде в цивилизацията този, който произведе брак, се санкционира. А у нас — се награждава. Например, ако продадсм една машина в чужбина и там тя се развали, пращаме наши майстори, за да я оправят. Така те вместо по 800 лева на месец печелят по 800 долара. А под „изгоден провал“ — струва ми се, че някои договори се провалят съзнателно, за да се провали ръководството. Така седящите на по-долното стъпало се изкачват по-бързо на горното. Борбата за власт тук е ужасяваща. Зависимостта на учения от администратора също. Построихме уникален завод и после прозряхме, че той е по-високо от интелекта ни, че управлението му не е по нашите сили, по силите на СИВ — също“.
„Мощностите надхвърлят националните ни възможности за ефективното им натоварване — мисли и инж. Цоко Димитров. — В трети страни можем да излезем само ако се сдружим с чужда фирма с извоювано име… Но западните фирми не познават нашите условия. Нещо повече — те са им непонятни. Западният бизнесмен не може да си представи, че ще отиде на пазара и няма да може да си купи например метал, че ще има ограничения на енергията, че трудът у нас не е стока. ЗТМ може да бъде ефективен само ако оборудва цели заводи или обекти. Но за това трябва опит. А за опита трябват и време, и помощ“.
Пръв се опитва да разкъса този омагьосан кръг инж. Георги Георгиев, човекът с особени заслуги за построяването на това социалистическо чудо. Той е бил десет години генерален директор на инвеститорската дирекция, а после — изпълняващ длъжността генерален директор на фирмата: „Подготвихме договор за консултация с японската фирма „Кобе стийл“ — до края на 1992 г. продукцията ни трябваше да доближи един милиард. Те шяха да поемат цялото ръководство, да организират производство- го, да ни дадат документация за изделия, щяхме да им платим е продукция. Те много трудно решават да се хванат е нещо, но приемат ли — отказване няма, пък и познават нашите безобразия. С две думи: бяха съгласни да закачат нашия вагон към техния влак и така да потеглим към света. Договора подписахме на 9.IV.1986 година. След седмица председателят на стопанския съвет О. Дойнов ми каза да пратя телекс, че се отказваме. Така пропуснахме първия си шанс“.
Завод за тежко машиностроене Радомир
Наистина необяснимо е, защо след като за ЗТМса изхарчени 60 милиона долара, сега се спестяват 6 — 7, които биха накарали похарчените да заработят? И след като от този момент нататък, неизвестно къде, сме похарчили 6—7 милиарда! А валутната комисия при Министерския съвет, коя го не е дала разрешение да се сключи договорът с „Кобе стийл“, в същото време е разрешила да се сключи друг договор: срещу 17 милиона долара ЗТМкупува още едно, този път световно чудо: обработващ център, който може да обработи детайли с височина на 4-етажна сграда и с тегло до 400 тона! Причината да не сме видели това чудо в действие е не само че още няма такъв детайл, а и че поради неговата уникалност то се монтира и настройва вече трета година. Поне да можехме да го обявим за събрат на Висящите градини или на Хсопсовата пирамида, за да се изплати от входните билети на любопитните туристи…
От Цоко Димитров, генерален директор по онова време, научаваме подробности от задкулиситс: „Група съветски специалисти разбраха, чс подготвяме договор с Япония, това беше и шансът ни, подаде се информация по друга линия до СССР, скоро се образува международното обединение с Новокраматорск, Рижков беше дошъл, той е бил директор на Новокраматорския комбинат, с Георги Атанасов сключиха договора. На много високо ниво сс действаше — директорът на Новокраматорск беше приет от Тодор Живков“.
След като знаем днешното положение, трябва да повярваме на експерта Ради Багрянов: „От брака между две болни икономики не може да се роди здраво дете“. А дали да не повярваме и на инж. Белмустаков: „Ако бяхме заработили с японците по японски, още тогава, и то на наша територия, щеше да се докаже предимството на тяхната система“.
И нямаше да може да се докаже способността на нашата дори от диаманти да произвеждаме пепел.
* * *
И така, построеният „завод за заводи“ първо произведе за собствена употреба кранове и друго сложно оборудване. По-после успя да направи отделни машини като трошачките, модел 1930 година. Сега е в състояние да прави само отделни детайли…
Ето още един резултат, за който по- рядко мислим: тъй като всички пари, отпуснати на машиностроенето в петилетката, посветена на него, бяха погълнати от радомирския гигант, останалите заводи отложиха реконструкцията и модернизацията си. Тъй като на всички други отрасли — металургията, строителството, циментодобива, химията, беше обещано пълно и наше преоборудва- нс, и те изостанаха. Днес Девня е още по-грохнала, димитровградските заводи и Марица-изток — също…
* * *
Появи се надежда за спасение. Тя се казваше „Роланд Бергер“.
Инж. Г. Георгиев: „Спряхме се на „Роланд Бергер“, защото те разработват структурата на европейския пазар за 1992 г. и в това видяхме нашия шанс да участвуваме в интеграцията. Те щяха да изработят структурата на управление, маркетинг овото проучване, да осигурят коопер^мия с „Манссман“, с „Круп“ и други водещи фирми. Щяха да направят и система за трудова мотивация на работниците.
Мнозина се уплашиха от тестуването на специалистите, което щеше да е прецизно и повсеместно — сега и да ставаш за работа, и да не ставаш, вземаш заплата. Три пъти насрочвахме подписването на договора, бяхме ангажирали и директора на мюнхенската банка, те ни отпуснаха заем, който щяхме да изплащаме с продукцията си. И все отлагахме. Накрая възложиха на Минчо Йовчев да реши въпроса. Малко по-късно получих заповед за уволнение“.
Впрочем ръководителите на ЗТМ Радомир, се сменят често, през 1—2 години. Интересно е с какъв ли ентусиазъм започва всеки следващ, след като се досеща колко ще е мандатът му! Но така пък не се вижда основното: че виновен за неподвижността на гиганта не е толкова отделният ръководител, а системата, в която е принуден да работи.
* * *
С новото ръководство идва, дано, и новият късмет. Новият генерален директор инж. Тасков тръгва обаче по стария път. само че се опитва да го измине с други фирми: „Аз предпочитам „Фьост Алпинс“ да ни консултира на базата на дългосрочен договор и да ни подготви евентуално да й станем партньори. Най- важното сега е да ни вземат на буксир и да ни изведат в дълбоките води на пазара.“
Но кой? И на каква цена? Консултантът на „Фьост Алпине“ беше българинът Николай Янакиев, който в края на м. г. ни съветваше да си помогнем сами, а в средата на тази промени становището си: „Положението на Радомир е отчайващо, но не безнадеждно. Аз предлагам да купя част от мощностите — стоманодобивните, металургичните, ко- вашко-пресовите“.
Досещате се на каква цена. На цената, на която се разпродава всяко фалирало предприятие. На безценица.
Променя становището си във времето и г-н Шпоо, директор на „Интерсервиз“, представителството за експорт на ЗТМвъв ФРГ. В средата на миналата година той смяташе, че „Роланд Бергер“ е големият ни шанс. С негова помощ през 1989 г. бяха сключени договори със западни фирми за над 12 милиона марки, като цената е била дъмпинго- ва и по-ниска от себестойността. За неизпълнението на договорите според него е виновна истинската „подстрекателска кампания“ срещу Радомир след 10 ноември, стачките. Това доведе до огромни проблеми при реализирането и доставката на поръчките за 1989 г., до огромни смущения в контактите с клиентите от ФРГ, така че сключването на нови сделки стана почти невъзможно!
Бяха нарушени и блокирани също така и договорите за коопериране, сключени с моето посредничество между Радомир и различни партньори от ФРГ („Манссман“, „Круп“, „Тисен“, „Зим- пелкамп“ и др.) и сега е почти невъзможно да се постигне положително развитие на контактите между Радомир и партньорите от ФРГ. Моето убеждение е, че Радомирсе нуждае спешно и в най- близко бъдеще от един голям и опитен западен партньор, готов да стабилизира веднага финансовото положение в Радомиркато „главен акционер“ с капитал 40—50 млн. долара.
Смятам, че „Роланд Бергер“ вече не е актуален.
Известно е, че от скоро време са създадени дипломатически отношения между България и Южна Корея. На 16 май 1990 г. проведох разговори с ръководството на „Радомир метал“ с цел да се интензивират контактите с южнокорейския концерн „Самсунг“ в Сеул. Тази фирма гьрси крупен партньор от Европа, който е в състояние:
да отвори вратите за САМСУНГ към европейския пазар;
да произвежда за САМСУНГ.
„Радомир метал“ има най-добрите предпоставки за това. При това в Радомирбиха могли да се използуват висококвалифицирани специалисти от САМСУНГ, а също така да се приложи неговата организация и по този начин да се постигне бързо и положително развитие на Радомир.“
* * *
Фирми… Фирми… Фирми… Не е ясен обаче критерият, по който ще се определя обвързването с коя от тях ще ни донесе най-голяма полза, сътрудничеството с коя от тях ще е най-изгодно. И това няма да стане ясно, преди да направим така, както се прави в целия цивилизован свят: да се обяви търг — било за консултантски услуги, било за привличане на инвестиции. Възможен изход е акционерните фирми.
Но не е възможно това да стане, преди да създадем търгово и инвестиционно законодателство, нещо, което липсва само в осем страни на света. Преди да създадем солидни законодателни гаранции за собствеността.
Защото сега нашата страна е не само с обрулена икономика. Тя е с икономика без законодателна охрана. И надали някой разумен и авторитетен бизнесмен би вложил капитали в такъв разграден двор. Но сигурно е, че някой друг би могъл да се възползва от това.“
Електронна регистрираща каса Елка 88 в Sandacite.BG!
Електронна регистрираща каса Елка 88
Когато преди няколко дни ви запознахме с историята на първия български калкулатор Елка 6521, споменахме, че тази линия български електронни калкулатори продължава развитието си и в следващите години. Нещо повече – тя става една от най-разпознаваемите български малки зад граница, като от различни модеи е осъществен износ за страни като Великобритания и Италия, а други Елки пък са произведени и изнесени по поръчка от Швейцария!
Приложенията и функционалностите на различните модели Елка са доста различни. Днес ще ви запознаем с т.н. електронна регистрираща каса Елка 88. Този апарат е производство на завод Оргтехника Силистра, където са произвеждани и повечето Елки. Тя е предназначена за големи заведения за обществено хранене и други търговски обекти. Не мислим обаче, че е първото българско такова устройство – май че имаше нещо си преди нея… Нищо, нека сега я видим и тази – тя е от 1980 г.
ФУНКЦИОНАЛНОСТИ И ВЪЗМОЖНОСТИ
Както се вижда от снимката, Елка 88 е снабдена с визуална индикация за контрол какво се отпечатва, а това може да става на две ленти: бонова и контролна. Може да обслужва 7 работни колектива (с 4 регистъра за всеки колектив). Контролира 200 асортимента по цени и количество, разделени в две групи – ястия и напитки, цените иа които могат предварително да се въведат в паметта. Притежава възможност за натрупване, без предварително запаметени цени на асортиментите. Издава (при съответно коригиране) от един до три касови бона — за клиента, за готвача и за бармана. На контролната лента Елката може да води общ баланс по бригади и общо за заведението (т.н. тотална сметка). Машинката събира с натрупване в регистрите за количество по асортименти и в бригадните регистри. Извършва умножение, четене и калкулиране на регистрите за количество по асортименти и колективни регистри; има изчисляване на горещо въвеждане, въвеждане на дати и номера на сметката на всеки колектив, а също така автоматично изчислява номера на поредното нулиране.
ЗАЩИТИ И ЕКСТРИ
Ако захранващото напрежение бъде изключено, натрупаната информация ще се запази във вградената памет, а всички прекъснати операции по време на изключването ще се довършат при следващото включване. Блокира при препълване, при липса на ленти или при спадане на мрежовото напрежение под допустимото. Издава предупредителен звуков сигнал при неправилна работа с клавиатурата.
Основни ТЕХНИЧЕСКИ ХАРАКТЕРИСТИКИ на електронната регистрираща каса ЕЛКА-88:
Историята на легендарния завод Електроакустика Монтана в Sandacite.BG!
История на завод Електроакустика Монтана
Автор: инж. ГеоргиКръстев, 20 години директор на завода
ПРЕДГОВОР
Завод Електроакустика Монтана (тогава Михайловград) започва своята дейност от 1960 г. Първи директор на завода е инж. Рангел Желязков, а през 1963 година ръководството поема инж. Тома Томов. От 1970 до 1972 г. директор е инж. Методи Христов. През 1972 година пък управлението на завода е възложено на мен.
Моето управление продължава до 1992 година, когато с решение на тогавашния министър председател Филип Димитров заедно с 21 мои колеги от цялата страна сме освободени от длъжност по „целесъобразност“.
След мен имаше още четирима директори на завода, но те всъщност бяха ликвидатори, които не се интересуваха от съдбата му. В крайна сметка, самото предприятие отдавна вече не съществува. Въпреки че площадката му е в центъра на града, лицевата част на двора е обрасла с растителност и представлява тъжна гледка за минувачите.
Малко повече за историята на едно от проспериращите някога предприятия в Михайловград, сега Монтана. Тъй
като фактите се тълкуват от позициите на директор, няма да си позволя да говоря за управлението на моите предшественици. Ще се задоволя да разгледам само периода на моето управление от 1972 до 1992 г.
В изложението ще се спра на най-значимите факти и събития, които наистина имат влияние върху съдбата на завода и които по мое скромно мнение са важни за съвременния читател, интересуващ се как са живели и какво са правили хората в едно време, считано за черна дупка в историята на България. Има какво да се каже за техническия прогрес, за изобретенията и екзотичните решения, за управлението и взаимоотношенията с властта, за външнотърговските връзки, за социалната политика и много други.
Силно се надявам, че моето изложение ще бъде полезно за любознателния читател и той ще се убеди, че нашето поколение, макар и при други условия, е живяло пълноценен и интересен живот.
За да не бъда отегчителен, ще се стремя изложението ми да е в телеграфен стил.
ТЕХНИЧЕСКИ ПРОГРЕС
Сега се ползва понятието ИНОВАЦИИ. Звучи неясно, но модерно. В онези времена понятието технически прогрес се възприемаше в тесен смисъл като годишен план за разработка и внедряване на технически изделия. Тази примитивен подход беше пагубен за предприятията, защото ги откъсваше от науката. Учените оставаха извън реалната икономика, „някъде там горе“. Науката се развиваше заради самата наука.
За мен обаче техническият прогрес е много широкобхватно понятие със следното съдържание:
1. Стратегия за развитие на дадено направление. В случая – електроакустиката като наука и производство.
2. Формулиране и планиране на необходимите научни разработки. Особено внимание да се отделя на ключовите теми.
3. Планиране и проектиране на технически изделия на базата на тези научни разработки.
4. Внедряване на изделията в производството.
Всъщност това са етапите на техническия прогрес, които са неизбежни за всяка сериозна фирма.
РУУ 100ВС
СТРАТЕГИЯ ЗА РАЗВИТИЕ НА ЗАВОД ЕЛЕКТРОАКУСТИКА
1. Генерални цели:
на пьрви етап предприятието да стане водещо в рамките на бившия Сьвет за икономическа взаимопомощ (СИВ);
на втори етап предприятието да се изравни с водещите фирми в Западна Европа
2. Производството на завода да бьде преструктурирано както следва:
Първи етап: смяна на ламповата техника с транзисторна;
Втори етап: смяна на транзисторната техника с интегрална;
Трети етап: с цел повишаване на устойчивостта да се разнообрази номенклатурата на производството с изделия извън обхвата на електроакустиката
РУУ 300ВС
ДЪЛГОСРОЧНА ПРОГРАМА ЗА КЛЮЧЖВИ НАУЧНИ РАЗРАБОТКИ
През 1972 година заводът беше на етапа на електроламповата техника. Като прототип съществуваше само едно мощно нискочестотно стъпало на германиеви транзистори, което нямаше шанс да излезе на пазара. За да излезе от кризата, на предприятието беше необходима мощна научна подкрепа. В противен случай то нямаше шансове да оцелее. За да се обезпечи изпълнението на избраната стратегия трябваше да се решат следните ключови проблеми:
Създаване на мощно 100-ватово крайно стъпало на силициеви транзистори.
Решение на проблема с паралелната работа на крайни нискочестотни стъпала с цел осигуряване възможност за изграждане на произволно големи мощности кратни на 100 вата, по подобие на енергосистемата.
Усъвършенстване 100¬ватовото крайно стъпало до премахването на всичките му елементи за настройка с цел да се намали до минимум влиянието на субективния фактор и да се осигури максимална надеждност на най-натоварения възел в нискочестотните усилватели.
Увеличаване на средностатистическия коефициент на полезното действие на мощното стъпало, чрез прилагане на нови технически решения.
С оглед на по¬далечна перспектива да се разработи мощно нискочестотно стъпало с импулсна модулация. Така ще се доближим до цифровата модулация на по-малко от една крачка.
Оптимизиране, унифициране и стандартизиране на блоковете, които влизат в състава на един пълен нискочестотен усилвателот микрофон до високоговорител.
Създаване на стандарт за механични конструкции на блокове и шкафове съвместим както с метричната, така и с инчовата система.
Създаване на номенклатура от съпътстващи и обслужващи изделия като професионални смесители, измерителни и индикаторни блокове и др., с цел изграждане на комплексни звукови системи.
Няма да ангажирам вниманието Ви с конкретиката на проектирането и внедряването на най¬различни изделия. Това е рутинна работа в продължение на 20 години, изискваща много труд, време и мобилизация многобройни екипи от специалисти, работници и администратори. Всъщност това е сивото ежедневие на непрекъснатата борба за насъщния.
Респром ЕМС 1000
ИЗПЪЛНЕНИЕ НА ПРОГРАМАТА ЗА КЛЮЧОВИ НАУЧНИ РАЗРАБОТКИ И РЕЗУЛТАТИ ОТ ТОВА
Изпълнението на тази програма не беше лесна задача, особено в частта планиране и финансиране. Една научна разработка, или изследване не е така конкретна и видима както едно изделие, като телевизор, радио, или нещо друго. Тогавашната администрация търсеше бързи и конкретни резултати. Трудно можеше да бъдат приети теми, при които не се знаеше какво ще излезе и които можеше да завършат с негативен резултат. На такива рискови задачи много трудно можеше да се даде зелена улица.
И въпреки всичко завод ,,Електроакустика“ успя до 1980 година да изпълни научната си програма в целия й обем, че дори и нещо повече.
Под ръководството на старши научен сътрудник инж. Йордан Странджалиев в Института по Радиоелектроника ¬София бяха решени успешно следните теми:
Нискочестотен мощен 100-ватов краен усилвател клас В на силициеви транзистори. Решаващо значение имаше тогавашния силициев транзистор известен като 2N3055.
Създаването на крайното стъпало отвори пътя към решаването на проблема с паралелната работа на много такива стъпала. Тази задача, изискваща значителни знания и интелект, беше успешно решена. Ние бяхме радостни и горди с това постижение и обнадеждени за бъдещето. Пред нас се отваряше широко поле за развитие.
Не закъсня и усъвършенстването на крайното стъпало. Новите схемни решения позволиха да се премахнат всички донастроечни елементи. Всъщност стъпалото имаше поведението на интегрална схема. То нямаше нужда от настройка. Настройчиците само оживяваха излязлото от монтаж стъпало.
Не закъсня и решението за повишаване на статистическия КПД. Появи се 150-ватово крайно стъпало в режим клас ВС. Идеята беше да се раздели синусоидата на няколко хоризонтални полоси по ниво на напрежението на входния сигнал. Всяка полоса да се усилва от отделен усилвател. Изходите на усилвателите се свързват последователно. Така синусоидата отново се възстановява (съшива).
Този режим доближаваше работата на крайния усилвател до импулсния усилвател и водеше до рязко увеличаване на КПД. Теоретически имахме възможността да реализираме неопределен брой полоси, но от практически съображения ние се задоволихме само с две. Така новото 150-ватово стъпало постигна КПД = 75 %, а това е с 2 5% повече от традиционните усилватели клас В. Това бе голям успех, който ни донесе 15 % увеличение на външнотърговската цена.
Трябва да подчертая, че теорията на усилвателя е дело на учен от град Казан в Русия. Но това изобретение не можа да види бял свят в тогавашния СССР. В България главният принос по внедряването му е на инж. Йордан Странджалиев и доц. Васил Василев от ВМЕИ София.
Транзистор Огоста
След решаването на ключовите проблеми, съвсем естествено и безболезнено дойде и РЕШЕНИЕТО НА ВСИЧКИ ОСТАНАЛИ ЗАДАЧИ, заложени в научната програма на завода.
Изключение прави само създаването на импулсен усилвател (усилвател клас Д). Тази задача възложих на специалисти от Варненския машинно-електротехнически институт. Задачата беше рискова в смисъл, че не разполагахме със силициеви превключващи елементи с достатъчно висока гранична честота. Поради тази причина ограничихме честотната лентана усилвателя до 3-3,5 килохерца. Ударението поставихме върху теорията на усилвателя и методиката за неговото конструиране. При онази обстановка реалният действащ модел можеше да послужи само за демонстрация. При тези ограничения задачата беше решена блестящо. След това постижение вече се намирахте на подстъпите на импулсната и цифровата електроакустика. Както се досещате, заводът така и не достигна до етапа на производство на мощни импулсни усилватели. Ние бяхме изпреварили времето поне с 10 години. Но когато нивото на елементите беше вече добро, заводът вече го нямаше. Такъв е животът.
Научните разработки позволиха през 80¬те години на миналия век да концентрираме вниманието си върху задачи с много по¬голям обхват. Цялото десетилетие протече под знака на модулните системи ЕМС 1000 и ЕМС 2000. Абревиатурата ЕМС означава Единна Модулна Система. ЕМС 1000 беше разработена и внедрена успешно. Тя стана гръбнакът на производството през тези 10 години
Елементната база на ЕМС 1000 беше транзисторна. Имаше и интегрални схеми, но те не бяха преобладаващи. С внедряването на ЕМС 1000 бе постигната първата стратегическа цел. „Електроакустика “ стана водещо предприятие за тази техника в СИВ.
Но в сравнение със Западна Европа ситуацията също се промени. Нашите постижения не останаха незабелязани. Например западногерманската фирма ,,Динакорд“ не се поколеба да внедри нашия 150-ватов усилвател с повишен КПД както и паралелната работа. Друго нещо е, че те не посмяха да приемат моето предложение за икономическо сътрудничество с нас, макар че то беше изключително изгодно за тях. Пък може и да са прави за себе си. След унищожаването на завод Електроакустика именно „Динакорд“ зае освободеното пространство. Нещо повече, по ирония на съдбата за него работят нашите най-добри специалисти като инж. Иордан Странджалиев и инж. Ангел Ангелов. ЕМС 2000 имаше предназначението да обезпечи втората стратегическа задача, да се изравним със Западна Европа. Системата беше замислена и изпълнена изцяло на интегрални схеми. Тази колосална задача се решаваше в непосредствено сътрудничество с института „А. С.Попов“ в Ленинград. Нейните възможности бяха огромни. Вече можехме да удовлетворим всякакви потребности на клиентите, включително и комплексно оборудване на най¬различни обекти.
Такава система и до днес работи в московския театър ,,Гогол”.
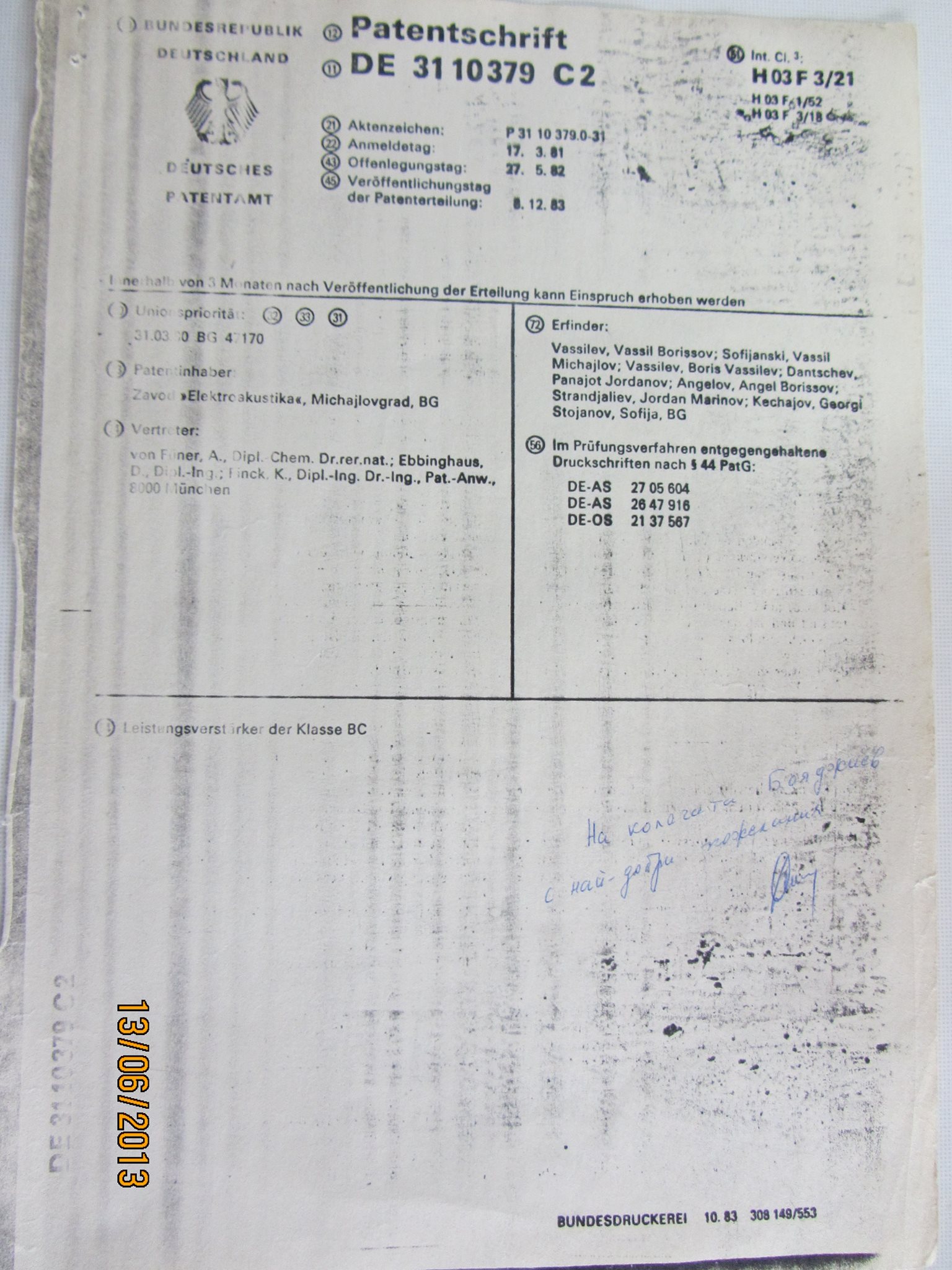
Усилватели клас В + С
Копие от западногерманския патент на усилватели клас В + С. Скен: инж. Васил Бояджиев (vvb)
ЕМС 2000 беше успешно разработена и внедрена, но до производство така и не се стигна.
Времената се промениха. Дойде демокрацията. След няколко години заводът бе ликвидиран.
Няма как да не спомена и за две екзотични разработки ¬учебен делтапланер и свръх лек самолет (ултралайт). С тези изделия ние решавахме и третата стратегическа цел за разнообразяване на номенклатурата.
Делтапланерът разработихме в сътрудничество с организацията за съдействие на отбраната (ОСО). Разработката беше успешна. Произведохме около 50 делтапланера.
Свръх лекия самолет разработихме в сътрудничество с военното ведомство. Самолетът беше успешно проектиран, а опитният образец издържа най-тежките изпитания, на които военните го подложиха. Самолетът тежеше 240 килограма без горивото, а максималното му полетно тегло беше 500 килограма. Можеше да носи двама човека и 100 килограма товар. Цената му не надвишаваше 15000 лева по текущия курс на долара. В тогавашния Михайловград имаше идеални условия за производство на този самолет, тъй като в близост беше самолетното предприятие и учебното летище на ОСО. Нашата идея беше този самолет да отговори на частното търсене, когато законът разреши на гражданите да имат собствени самолети. Както разбирате, до масово производство не се стигна, защото времето ни изпревари.
2N3055-аналог
ПРОИЗВОДСТВО
Производствената програма на завода формирахме задължително като функция на техническия прогрес и естествено в съответствие със заявките на нашите контрагенти. Няма да разглеждам производството на изделията за бита като магнетофони, грамофони и др. Тогава те имаха несъществен дял. В тази област любопитен факт е, че заедно с варненския институт разработихме и внедрихме много интересен магнетофонен микродвигател. Интересното е, че при мощности около 3 до 6 киловата този тип двигател е идеален за електромобил.
Към 1975 година започна производството на пълен усилвател 2×100 вата, който замени стария 2×60 вата и даде зелена улица на 100¬ватовия модул. През 1977 година започнахме производството на РУУ 600 вата, до 1980 година се появиха РУУ 300 вата и РУУ 600 вата Във всички посочени изделия беше внедрен принципа на паралелната работа на мощните стъпала.
От 1980г. до 1990 г. Производството беше базирано на ЕМС 1000.
ОРГАНИЗАЦИЯ НА УПРАВЛЕНИЕТО
Предполагам, че много хора едва ли ще повярват, че всичко, което казвам е вярно. Съвременният начин на мислене не допуска, че при „социализЪма“ такива неща са възможни. Независимо че управляващите от 1990 година до днес са преки наследници на БКП, деца, внуци, снахи и зетьове на бившите управляващи малки и големи величия, те не си позволяват да кажат нищо добро за тези години. Човек като мен, който добре ги познава, се удивява от страхотната „еволюция“, която претърпяха само за една нощ.
Според съвременните представи нашето поколение е живяло в черна дупка. Тогава нищо не е имало и нищо не е могло да се случи. Дори се учудвам, как въпреки това нас сега ни има. Кой знае как сме се промъкнали през стените на черната дупка. Дори и Айнщайн знае, че това е невъзможно.
За да бъде заводът управляем трябваше да се направят много неща. Главният въпрос е какъв да бъде принципа на управление. Имаше три възможности:
Авторитарно управление. При този вариант всичко се решава от директора и всичко минава през директора. Той трябва да бъде всезнаещ, всеможещ и всемогъщ. Почти бог. Всички останали са пионки и слуги, които безропотно изпълняват мъдрите указания на „Оня отгоре“.
Демократично управление. При този вариант директора трябва да бъде добрият чичко. Никой не е длъжен да се съобразява с глупавите му брътвежи. Всеки прави каквото си иска, а завода върви накъдето го духа вятъра, или където го влачи течението.
Научно управление. Този тип управление предполага разпределение на отговорностите и правата така, че всеки по някакъв начин да участва в управлението на завода от позицията, на която се намира. Всеки да възприема себе като личност, която е значима, да има самочувствие и да се себеуважава.
Аз избрах третия вариант, но въпросът беше какво е научно управление. А такава наука наистина съществува. Нарича се „Теория на управлението“. Следователно първото нещо, което трябваше на направя е да ограмотя себе си. Да овладея науката за управление. Но за да мога да изпълня намерението си и да организирам завода по начин, който смятам, че е добър, трябваше първо да осигуря условията отнасящи се до външната среда.
На първо място стояха взаимоотношенията с генералния ми директор. Трябваше да гo убедя, че си разбирам от работата и че не е необходимо да се меси в работата на завода. Това го постигнах неочаквано лесно. За него беше добре дошло да не се занимава с електроакустика. Телефонията му бе предостатъчна.
Вторият проблем бяха взаимоотношенията ми с местните партийни органи. Партийните функционери „знаеха много“ и се намесваха често по кадровите и всякакви други въпроси. Много обичаха да ни съветват как се прави електроника. Често изпадаха в конфузни ситуации, но те дори не го осъзнаваха, а ние скромно клатехме глави в знак на съгласие. Този проблем беше почти нерешим, но все пак решението дойде с цената на много тежък конфликт, при който едвам оцелях като директор и за което заплатих със здравето си.
Третият проблем беше външнотърговската дейност на завода. В онези времена това беше дейност на външнотърговските централи, която за нас беше табу. Неестествено, но факт.
Този въпрос се реши постепенно чрез разширяване и подобряване на контактите ми с нашите външнотърговски централи, със съветските им партньори и със самите потребители. Търговците се убедиха, че когато производителят е в играта, нещата вървят много по-добре, а потребителите разбраха, че когато имат думата на директора на предприятието, всичко е наред. За мен това беше благоприятно, защото в Русия, за разлика от България, директорът на предприятие е изключително уважавана личност.
След като външните отрицателни въздействия бяха значително отслабени, пред мен се отвори пространство да организирам управлението на завода наистина на научни основи, а не на ужким, както тогава беше модерно. До 1979 година тази реорганизация без много шум бе завършена. Заводът заработи на пълни обороти и се намираше в състояние на непрекъснат възход, включително и през 1990 година, когато реализира най-голям експорт за всичко времена на своето съществуване.
Няма да излагам принципите на научното управление и какво точно сме свършили. Това е отделна тема на много високо научно ново. Важното е, че това, което постигна завод „Eлeктpoaкycтикa” е реален факт. Прекрасно е, че имах щастието да съм част от тази реалност.
Монтана, февруари 2010 г.
Автор: инж. Георги Кръстев
Ако Ви е харесало четивото, бихме Ви помолили да харесате и страницата на Sandacite.BG във Фейсбук – https://www.facebook.com/sandacite – за да достигнем до повече хора.








![[1936] Първите български трамваи ДТО](https://sandacite.bg/wp-content/uploads/2016/05/%D1%82%D0%B5%D0%BE%D0%B4%D0%BE%D1%81%D0%B8%D0%B9-%D0%BA%D0%B0%D1%80%D0%B4%D0%B0%D0%BB%D0%B5%D0%B2.jpg "[1936] Първите български трамваи ДТО")















![[1958] Заварки и връзки на първата панелна сграда в България](https://sandacite.bg/wp-content/uploads/2016/01/%D1%81%D1%82%D1%80%D0%BE%D0%B5%D0%B6%D0%B0-%D0%BD%D0%B0-%D0%BF%D0%B0%D0%BD%D0%B5%D0%BB%D0%BD%D0%B8%D1%82%D0%B5-%D0%B1%D0%BB%D0%BE%D0%BA%D0%BE%D0%B2%D0%B5.jpg "[1958] Заварки и връзки на първата панелна сграда в България")