Малко познати фрагменти от техническото образование в Царство България, изровени от Сандъците – Sandacite.
В техническите училища на Царство България
Целта на днешната ни публикация е някак непълна. Техническото образование в Царство България е една много мащабна тема, на която (в зависимост от размаха, с който я разглеждате), можете да посветите както голяма книга, така и немалка статия.
Обикновено се цитира мощният напредък на средното техническо образование в периода 1945-1990 г. и бързо разрастналата се мрежа от техникуми. Образованието в ,,царските“ технически гимназии почти не е отразено в съществуващата в Интернет информация. Именно поради това сметнахме, че е време да се обърне внимание и на един заслужаващ интерес аспект от техническото образование в предходния период. Става дума за часовете, в които учениците от ,,механо-техническите училища“ е трябвало със свои ръце да изработват машинни части и детайли (а понякога и цели устройства), след като това заляга в учебната програма в този профил на обучение след 1937 г.
В момента времевите ни възможности позволяват само да Ви дадем да пиете вода от извора, тоест, да прочетете една оригинална статия от 1942 г. със заглавие ,,Обучение и производство в нашите средни механо-електротхенически училища“. Текстът е фактологически ценен, защото в нея са отразени постиженията на някогашните ученици. Статията е поместена в Годишник на БИА, бр. 17-1942 г., а автор е учителят инж. Андрей Андреев.
Текста препечатваме с незначителни съкращения, а правописа сме осъвременили:
,,Целта на средните ни механо-електротехнически училища е да подготвят питомци, които да могат с успех да монтират, да прислужват и да поправят машини и инсталации, да могат да изработват по дадени конструктивни чертежи машини и машинни части, каквито могат да са обект на нашето машинно производство, да бъдат помощници на машинни инженери и електроинженери. Тази цел не е възможно да бъде постигната изцяло при 5-годишен курс на училищата, като се знае колко усложнена е днес техническата дейност, затова през последните две години питомците на тези училища специализират, разделят се на отдели като: машинни техници, електротехници, аеротехници, леяри, ковачи, стругари, шлосери и галванотехници.
В техническите училища на Царство България
[…] Тази цел днес нашите училища постигат чрез обучението по теория (обща и специална) и чрез обучението по практика (общи технически сръчности и лаборатория). Разбира се, че всеки отдел има свое специфично разпределение на материята и на сръчностите.
Обучението по теоретичните дисциплини се ръководи отъ учители-инженери и гимназиални учители, в класни стаи при помощта на пособия от съответните кабинети, а обучението по практика се ръководи отъ инженери и средни техници в учебни работилници и лаборатории.
В техническите училища на Царство България
Учениците от всички отдели трябва да преминат една обща практическа подготовка в три години, следъ което съшата се задълбочава по съответната специалност. Учениците отъ първите класове изработват упражнения, чрез които добиватъ подходяща сръчност и в резултатъ на които може да се яви нещо и за пазаря (инструмент, домакинско пособие и пр.). Учениците отъ горните класове, а особено отъ металните специалности, требва да се учат освен на сржчност, още и на производство
Машинните части не трябва да са случайни, а такива от една нова машина, която завършена требва да се пусне въ движение предъ самите ученици. Така единъ ученикъ се учи да работи с бистро съзнание, съ старание, учи се да работи точно, учи се на отговорности. Учи се да произвежда машини.
В техническите училища на Царство България
До скоро това производство на машини в нашите училища беше случайно, по избор на съответните ржководители. Отъ 1937 година, чрез една заповед на г. Министра на търговията, това производство стана планово. Изработи се единъ план, според който в тригодишен срок нашите училища трябва да изработят около 120 големи инструментални машини, които по няколко да се работят серийно в всяко училище и после завършени да се разпределят също по план между училищата, за да задоволят отчасти нуждите им, което досега ставаше отъ чужбина.
Задачата беше геройска. Пречки имаше доста, дори и някъде недоверие в голямата задача, но следъ изтичането на срока, след завършването на машините, ние можем да сме горди от постигнатото.
В техническите училища на Царство България
Една критика за производството през последните три години бихме могли да дадем като изброим по-главните обекти, съ които бяxa натоварени средните механо-технически училища.
Механо-техническото училище София требваше да изработи: шест струга (150 мм. височина на центровегЬ и 1000 мм. работна дължина), пет лентови резачки (бандцизи) с диаметър на колелото 800 мм., шесть бормашинки заедно с електромоторите им (за бургии до 13 мм.), шесть ръчни бормашини за бургии до 10 мм., пет фурнирни преси, петь оксиженови апарати и др.
Механо-техническото училище Габрово: четири големи шепингмашини (с ход до 600 мм.), два бандажни струга (съ 1000 мм. планшайба), две дърводелски рендосвачки (600x 1800 мм.) и др.
Механо-техническото училище Карлово: две шлайфмашини, две големи шепингмашини, две радио- лабораторни машини, четири шмиргелови апарати, бормашини и др.
Механо-техническото училище Русе: два големи ковашки чука, шепингмашини, големи и малки, хладилна инсталация, кран и др.
В техническите училища на Царство България
С подобни задачи бяха натоварени и практическите механо-технически училища.
Само онзи, който добре знае при какви условия се работи въ нашиге механо-технически училища, с каква работна ржка, състояние на машини и др. се разполага, само онзи, който е изпитал трудностите на едно машинно производство у нас, когато прегледа изработеното, само той би могъл да знае колко много трудъ, колко непрестанни
усилия и грижи са били вложени в това производство, само той би оценил подготовката и би изпитал признание къмъ нашите млади техници и техните ръководители.“
А ето и нещичко за нашето машиностроене 8 години след това:
Шефът на Sandacite взе награда от престижен журналистически конкурс
Антон Оруш M-tel Media Masters
Снощи, 08.ХІ.2017 г., в х-л Маринела в София (известен и като Японския хотел) се проведе церемонията по награждаването на участниците в Седмия конкурс на публикации на тема наука и техника M-tel Media Masters. Този конкурс се прави от 2017 г. и отличава най-добрите статии и видеоматериали на тема ,,популяризация на науката и техниката/технологиите“, появили се през годините.
Миналата година нашият сайт участва много дейно и в конкуренция с общо над 600 материала получи цели две номинации. Едната бе за ето това – ЕС 9002, а другата за… всъщност за какво беше.
Тогава не взехме награда, но двете номинации още в дебюта ни на конкурса показаха, че сайтът ни е интересен за професионалната и компетентна журналистическа гилдия в България.
Така се изтърколи още една година, през която в Sandacite се натрупаха много други статии, а админът пописа много дейно и за външни издания – сп. Осем, в-к FibankNEWS, Наука OFFNews. Дойде време за тазгодишното кандидатстване. Този път изпратихме три други материала, от които номинация спечели ,,Истинската история на съветския интернет“, публикувана за първи път в сп. Осем.
Антон Оруш M-tel Media Masters
Почетните плакети на наградените участници
Журито тази година се състоеше от добре познатите журналисти Начо Стригулев от сп. „Мениджър“, Борислав Зюмбюлев от в-к „24 часа“, Сибина Григорова от Webcafe.bg, Ирина Недева от БНР и Мария Милкова от „Нова телевизия“.
И така стигаме до вечерта на награждаването. Когато админът зае мястото си в залата, той усети сърцето си да тупти все по-силно с наближаването на момента, в който водещият Бойко Василев щеше да обяви победителя в категория ,,Печатни медии – дълги форми“ (в която категория е поставен този материал). Случи се обаче така, че наградата взе Христо Николов от в-к Сега. Това не беше повод за тъга, защото нашата чудесна приятелка и главен редактор на Наука OFFNews Ваня Милева взе награда за свой материал и ние излязохме отпред да празнуваме заедно с нея. Тя е наш много добър приятел, а админът редовно пише в нейния сайт. Ваня е наистина душа човек, а освен това има забележително остра мисъл! На няколко пъти тя израззи съжаление, че админът не е взел награда, и подчерта задълбочеността на правените от него изследвания по история на техниката.
Докато си говорехме с Ваня и нейна приятелка, дойде човек от залата и ни помоли да влезем вътре. Ние го последвахме. След около две минути дамата, поканена на подиума – журналистът от БНР Ирина Недева – започна да произнася думи, които приковаха вниманието ни. Тя каза, че освен тези награди в различните категории, ще бъде връчена още една, ,,изненадваща и специална“ награда. ,,Може би нещо ще се случи и с теб“? – прошепна Ваня Милева. Админът още не смееше да се надява.
,,Аз не бях чувала за този автор допреди той да изпрати кандидатурата си за конкурса, но щом прочетох номинираната му статия, влязох в блога му и наведнъж изгълтах колкото можах от материалите му“ – добави Недева. Админът затаи дъх!
И моментът на истината дойде, когато журналистката прочете крайно любопитната реклама на радиоапарати марка ,,Телевизия“ от 1936 г., с която ние Ви запознахме още 2015 г. в нашия сайт.
Оруш не вярваше на ушите си! Продължаваше да не вярва! Но чудото наистина щеше да стане… неговите десетгодишни популяризаторски усилия най-сетне щяха да бъдат оценени и от истинска професионална гилдия!
,,И наградата за цялостен принос в отразяването на историята на българската техника се присъжда на… АНТОН ОРУШ!!!“ – чу се от микрофона. Админът стана, вдигна победно ръце с думите ,,Да живее България!“ и отиде на подиума.
Антон Оруш M-tel Media Masters
А там също предстояха интересни неща. Преди да му бъде дадена думата, Ирина Недева каза нищо наистина важно, което сякаш беше казано именно за нас от Сандъците – че в историята на науката няма големи и малки народи, и че научното ни минало задължително трябва да се изучава и популяризира. След това микрофона взе Оруш, а есенцията от неговата двуминутна реч сме Ви подготвили ето тук:
,,Излиза, че правеното от мен има смисъл. Имаше смисъл да превърна жилището си на заводски склад и техническа библиотека; има смисъл да работя на 4 места, само за да мога да утолявам колосалните разходи на тази вдъхновяваща дейност – моят живот, сърце и душа; има смисъл да издирвам късче по късче каквото е останало от нашата техническа история. Ето това е Дело!
Много правилно отбелязахте, че в науката няма големи и малки народи. Аз бих добавил, че е така и в историята на техниката. Например, едва ли е широко известен фактът, че въздушно цинковата-батерия, с която се задвижва първият български електромобил, е конструирана в България шест месеца преди аналогичния уред на американския гигант General Motors! За българската техника са писани много неверни и невежи неща в Интернет, а смисълът на моя сайт е да показва истинската история на нашата техника, защото ние има с какво да се гордеем!
Благодаря – както на журито, така и на всички, които ме публикуват и правят възможно изследванията ми да стигат до аудиторията. Просто без Вас това нямаше как да стане! :)
ДА ЖИВЕЕ БЪЛГАРИЯ!“
Това е първата подобна награда за нашия сайт. В случай като нашия читателите са най-важните, а тяхната обратна връзка е определяща. Наградата от M-tel Media Masters 2017 ще ни мотивира да продължим още по-ожесточено да Ви показваме неизвестни и полуизгубени досега страници от историята на българската техника!
В тази малко нетипична за Сандъците – Sandacite статия ще разясним понятията статист, специален статист, масовка,
Наръчник на статисти, специални статисти и още…
ще се опитаме да очертаем най-важното, което трябва да знае всеки, желаещ да се снима в различни екранни продукции и не го е правил досега. А освен това ще Ви дадем и съвети от опит къде най-лесно и сигурно да направите това! :)
В различните продукции човек най-лесно би могъл да участва в следните позиции: статист, специален статист, участник в събитие. Да започнем от първото.
С кинематографския термин статистсе означават част от участниците в снимачния процес, чиято роля е да помогнат да се създаде усещане за истинност, автентичност, атмосфера и характерни особености на средата в различни видове сериали и филми, телевизионни предавания и в рекламни и музикални клипове. Роля на статистможе да се изпълнява от различен брой хора – от един сервитьор до стотици хора. Могат да бъдат група от трима души на маса в кафене, така и десетки посетители в казино например. Няколко десетки души могат да се разхождат по булевард или да го пресичат, а също така може многохилядна армия да се придвижва през полето.
Обикновено статистътняма задължението да изпълнява типичните за един филм роли с фиксирани реплики, макар че в редки случаи може да е нужно да направи и това.
А с какво се отличава т.н. специален статист? Подбран сте от режисьора, специфичен сте, снимат Ви в близък план. Например едър як мъж за побойко/охрана, или с наднормено тегло, тежко ранен и пр. Извършвате нещо специфично. Тичате, биете се, свирите, карате колело, поливат Ви, плувате и др. Без това да са сложни, опасни каскади. Носите тежки, специфични костюми. Или пък Ви подлагат на нещо – примерно мен в ,,Откраднатия живот“, като ме изпонамазаха с кръвта-желе и уж се бях разбил с 250, а после ме ,,оперираха“. Често в такива случаи участникът е означаван като специален статист или спец масовка.
Когато човек е участник в събитие, неговата роля се определя от типа на събитието. То е на живо пред публика. Например, ако това е представяне на нов продукт на Porsche и това е съпроводено с някакъв сценарий (сцена от улица Ню Йорк, да речем), тогава участниците в събитието изпълняват роли – да речем бавно разхождащи се хора или лица, изпълняващи характерни дейности по улицата (художници, музиканти и т.н.). За всички тези позиции не е необходимо човек да притежава специално образование по някакви сценични изкуства. Ако е нужно, обикновено това се указва в обявите.
Време. B киното един работен ден е 12 ч с 1 ч. обедна почивка (това е т.н. холивудски стандарт), но понякога се случва или да не се стои по толкова, или да се стои, но да не се работи (снимат се няколко сцени една след друга, но не за всяка са необходими всички хора – тогава те си почиват някъде настрани и си говорят, четат, гледат си в телефоните и т.н.). Между сцените също има 10-15 мин. паузи. Снимките могат да бъдат както дневни, така и нощни. При първите работният ден започва около 6-6:30 сутринта и завършва някъде около 19-20 ч., а вторите са с начален час обикновено около 17-18 ч и продължават до ранна сутрин. И в двата случая е прието, ако има увеличение на времето, да се дава допълнително заплащане. Обикновено се нарича „овъртайм”. В сериозните агенции е 5 лева на час, в другите по-малко или никакъв. Овъртайм дават начисляват обаче само по-коректните агенции. За това да няма забавяне немалка роля има и дисциплината между самите статисти/участници – напр. ако ги пуснат за 10 мин. почивка, а 10 мин. след края й те още се събират, ясно Ви е какво ще стане, като се натрупат няколко пъти така. Освен това, важно е заетите лица да се явят на сборния пункт до определения час.
Наръчник на статисти, специални статисти и още…
Тук ще отбележим също така, че в съседна Турция снимачният ден е 8 часа. Лесно е да се каже ,,сигурно защото са мързеливи и не разбират от кино и затова ни продават после своите сериали“… ама пък после турски пълнометражни филми обират награди по фестивалите. :) Друг е въпросът, че тези награди, както и доста други, вероятно се дават като ,,потупване по рамото“ досежно амбициите на Турция да бъде приета в ЕС.
Обикновено една продукция се снима над месец, а в рамките й един човек може да бъде викнат няколко пъти и така си подсигурява повече ангажименти. Това е така при пълнометражни филми обаче. Но пък се снимат и късометражни, сериали, клипове, реклами, а и пълнометражни с малко масовка. Работни са всички дни – напр. за работещ човек може би най-удобни са събота/неделя и след края на работното време през делниците. Или може би и нощем? Няма да забравя един път, когато след нощни снимки направо отърчах на работа на другия ден. Най-странното е, че бях адекватен през деня и не ми се спеше особено много.
Снимките са дневни, дневно-нощни и нощни. Обикновено дневно-нощните приключват, когато спира градският транспорт или малко след това, но не и ранни зори като нощните. Агенциите са длъжни да осигурят транспорт за прибиране. Обикновено сте в таксита с по няколко души във всяко. Дава Ви се ваучер, който се попълва от шофьора или пари на ръка, които последният в колата да плати. Несериозните агенции често пъти правят един номер при нощните. Да кажем, че снимките са до 6 сутринта, но приключат в 2-3 часа след полунощ. Не викат таксита, за да спестят пари, защото така и така снимачният ден си е 12 часа и те оставят да си чакаш първите коли на градския транспорт. В правото са си да го сторят, но това е доста гадно.
Мястото на снимките може да е навсякъде. Често е в Киноцентъра в Бояна. До него се стига най-лесно с автобус 64, който е редовен и има спирка до метростанция Витоша. (Разбира се, ако човек, реши, че му е изгодно, съществува и вариант с личен автомобил.) Иначе продукции може да се снимат навсякъде из града – на различни улици, в молове, по-интересни сгради (Народната библиотека, СУ, Военната академия), паркове и т.н. Понякога са извън него. Тогава Ви извозват с автобуси до локацията и обратно от сборен пункт някъде в рамките на населеното място.
Също така, трябва да отбележим, че събитията обикновено имат много по-малка продължителност и има възможност за 3-4-5 ч. да си си свършил работата и вече да чакаш автобуса за към града. Ако се водят вечерни, често пъти почват около 19 ч.
Малко за чакането. Споменахме по-горе, че не във всички снимани сцени може да са необходими всички ангажирани за деня хора. Тогава се налага да се… ами да се чака в изброените по-горе свободни занимания, като единственото условие е никой да не се отдалечава от мястото, на което това се случва. Както отбеляза веднъж един асистент-режисьор – ,,Киното е едно голямо чакане“.
Едва ли някой би се противопоставил на твърдението е, че времето минава по-бързо, когато се прави нещо, а не когато просто се стои и се чака. Аз напр. веднъж отказах нощни снимки, защото не само, че трябваше да стоим с пуловери, дънки и високи обувки лятно време (това някак щях да го издържа), но предварително беше казано, че най-вероятно повечето време щеше да премине в чакане… айде мерсим!
Наръчник на статисти, специални статисти и още…
Колеги. Какви са хората, които се занимават с това? Няколко вида: хора от различни професии и занятия, на които им е интересно какво се случва в киното и за тях това е по-скоро хоби/приключение, а не работа; хора, които желаят да допълнят доходите си; лица без постоянна заетост. Опитът показва, че е по-добре колегите да бъдат преди всичко от първите две групи, тъй като хората от третата по различни причини често нямат добри трудови навици. В масовия случай обаче събралите се са добронамерени един към друг и предразположени към обсъждане на различни теми и разказване на истории. Сред тях има интересни хора – фотографи (напр. един от най-успешните и умели български фотографи – Кирил Станоев, при когото правя професионалните си снимки); хора с интересни хобита; с няколко образования, с интереси в киното и различни съпътстващи го технологии (напр. отличният ми приятел Венко Димитров, човек с няколко образования и невероятно нечетен); хора, желаещи да опитват нови неща; колекционери; автори на известни сайтове (напр. един от основателите на известния сайт ,,Изгубената България“, показващ стотици стари снимки на страната) и т.н. Определено с толкова много ,,образи невъзможни“ човек има за какво да си говори и какво да научи.
Но има и хора с различни зависимости – алкохолни, хазартни, може би и наркотични. Те са готови да дойдат при всякакъв хонорар, само за да се наядат и да им мине времето някъде. Заради такива ,,колеги“ и други, които смятат, че е много престижно да те ,,дават по телевизора“, някои поначало сериозни хора отказват участие в продукции.
Има много хора, които си внушават, че щом са във филм, те вече автоматично са станали артисти. А реално не е така, защото артист ставаш най-малкото, когато имаш завършено съответстващо образование – висше или средно специално. В България такива учебни заведения са НАТФИЗ, НБУ, Театрален колеж Любен Гройс и… май още някаквo имаше. :)
Кой е шефът? За Вас на терен отговаря някой от асистент-режисьорите, по правило там трябва да присъства и представител на кастинг агенцията, която е посредник между него и продукцията, ако има такава.
Възможно е по време на почивките между сцените човек да говори и с някои от известните актьори/режисьори/оператори, работещи в сниманата продукция (ако желае, разбира се).
Отношение. В последните години в България се снимат доста чуждестранни продукции – филми, реклами, предавания и т.н. Ако човек е решил да разнообрази заниманията си с участие в екранни продукции, е добре да предпочита чуждестранни такива. За това има няколко фактора:
– Заплащането обикновено е по-високо в сравнение с българските продукции
– Кетърингът също е по-добър
– Обикновено точността и коректността също са на по-високо равнище – рядко има помайване
– Отношението към статиста/специалния статист/участника е като към човек и партньор (някои асистент-режисьори, особено когато работят с чуждестранни продукции, са дори много възпитани).
Понякога снимачният процес може да бъде доста напрегнат, защото има стриктни и педантични режисьори, които работят толкова експедитивно, за да се сместят във времето, че може да извадят душите на екипа си. Аз обаче съм се чувствал по-добре, когато виждам, че се върши нещо.
Наръчник на статисти, специални статисти и още…
Това, което Ви засяга на терен, са инструкциите на асистент-режисьора. Ако условията са лоши – това агенцията е била длъжна да предупреди преди ангажимента, за да знае човек дали да го приеме, или да договори някакви компенсации или поне палатка с печка, ако се снима цял ден на студ и дъжд. Но при по-несериозните агенции това не се случва. Понякога е и до късмет.
В киното има едно поверие, че какъвто си влязъл, такъв ще излезеш. В западното кино обаче някои известни актьори са започнили именно като някакъв вид статисти и западните режисьори са наясно с това. За съжаление в българските продукции това по-рядко се случва. Но всяко правило си има изключения! Попадал съм на изключително добре разположени към статистите режисьори, като напр. Деян Русев-Бърд, с когото наскоро снимахме една реклама. Между него и няколко мои колеги се получи чудесен разговор и дискусия, в която научих много нови неща.
Но е важно и отношението на самите колеги към процеса на работа! Често пъти повишаването на тон идва заради недобросъвестни хора, скатавки и откровени лумпени. Помислете – един снимачен ден струва много пари, продукциите плащат луди наеми, има график, понякога каквото има да се изснима, трябва да се изснима точно в конкретния момент и няма за кога после. В правилника на снимачния терен е забранено да се правят снимки от участниците в процеса и има клауза за сериозни неустойки, ако си позволи да пусне снимки в мрежата, преди филмът да е излязъл на екран. Е, познайте дали се спазва!
Бил съм на продукции, в които се правеха няколко дубъла само защото един недобросъвестен колега беше решил, че камерата, видиш ли, от Щатите е дошла ама точно него да снима и непрекъснато вървеше пред нея, а понеже не знаеше английски, не разбираше забележките на асистент-режисьора, който, естествено, му казваше да се отстрани. Толкоз майтапи отнесе… ,,Ехоо, живо-здраво, поздравявам всичките роднини у кръчмата на Калипетрово и… свако, виждаш ли мъ? Вижте мъ бе, дорде не е станало късно! Свако, да не мъ забравиш при дележа на нивата, че ше се караме после!“ Накрая се наложи да нарушим ние гласовата дисциплина, но пък да му направим забележка на български.
Кетъринг. Ооо, много обсъждана тема! Ясно е, че когато човек работи някъде 10-12 ч., е нужно да хапне 3 пъти. Обикновено уважаващите се продукции осигуряват закуска, обяд и вечеря. Невинаги обаче хапването е с необходимото количество и качество – напр. за някои български продукции нерядко се дават по един сандвич с две филии и нещо си между тях за обед и някакво кафенце за закуска. Добрият кетъринг включва дебел сандвич и кафе за закуска, обяд с храна в кутии (напр. на филма The Angel, когато работих с агенция Талънт Партнърс, имаше пилешко, свинско и вегетарианско) и кроасан за вечеря.
Лятно време обикновено се осигурява вода на всеки час-час и половина. Водата трябва да е винаги достъпна и налична. Това е жизнена необходимост, не лукс! Все пак, носете си шишенца за всеки случай. За съжаление, не може да се каже какъв ще е кетърингът, но ако е добър, обикновено в обявите пише: ,,осигурени са…“
Обикновено екипът на филма и статиститесе хранят на различни места и рядко едните могат да ядат с другите. Да ядеш с екипа е велика привилегия, до която се твърде трудно стига, а направиш ли го, има какво да разказваш на внуците си! ,,Аз ядох с екипа…“ (Два пъти съм ял с екипа – но пък в единия случай и продукцията ми беше бая задължена, защото без моя реквизит от ретро техника не можеха да си направят рекламата на Теленор. Беше интересно тогава, дори имах две реплики в близък план; а рекламата се излъчваше през февруари-март 2015 г.) Трябва да отбележим обаче, че често от същия павилион/каравана с кетъринга за екипа се продават храна и напитки и всеки може да си купи. Примерно кенче кока-кола е 1 лв.
Наръчник на статисти, специални статисти и още…
Ако става дума за събитие, свързано с представяне на храна или напитка, обикновено няма проблем човек да опита, дори няколко пъти – или не правят проблем, или не се е случвало да видят.
Неприятното обаче често пъти са условията – няма маси и статистите ядат седнали на пейки или прави, понякога в мокро. Това е работа на агенцията – да изиска някакво помещение или поне масички и скамейки. Но при несериозните/некоректните агенции често не се прави, защото нито ги интересува, нито искат да се карат с бизнес партньорите си от продукцията.
Как да се запише човек? Съществуват няколко кастинг агенции, които пускат обяви в три ФБ групи. Най-голямата е Талънт Партнърс, работеща с най-големите холивудски продукции, които се снимат у нас. Другите известни са Ню Актърс Студио, Кокопели-Мана (на Веселина Георгиева), Крю Кастинг (на Силвия Васева), Куул Уъркс, Артист Студио (на Иван Колев-Златния) и Дивля (на Илка Вълчева). Първите пет досега винаги са били с мен коректни и точни не един път и във всяко едно отношение, значи ги пишем в зелено и препоръчвам за бъдеща работа. С последните две не съм работил и не мога да споделя впечатления.
Ню Бояна Филм също има кастинг департамент, чрез който викат понякога статисти. Те обаче са филмово студио и са нещо по-различно. Досега съм работил два пъти с тях и всичко мина също по учебник.
Куул Уъркс като че ли имат най-много ,,екстри“. За съжаление, малко са ангажиментите при тази агенция. Но при реклами например стриктно следят дали влизаш повече в кадър и ако е така, хонорарът е по-висок. Това би трябвало да е с всички агенции, но някои го пропускат. А това не е в интерес на айбана, разбира се. Тъй като често пъти, ако си снимал за дадена марка, от конкурентен продукт няма да те вземат. Тоест ако се виждаш в дадена реклама на бира, и си взел хонорар няколко десетки лв, то ако от друга марка решат, че се вписваш във визията, може да изпуснеш ангажимент за няколкостотин. Освен това, в случай че сте специален персонаж в реклама чрез Куул Уъркс, има клаузи, че ако тя се излъчва повече от определено време, получавате допълнителен процент.
Има и други агенции, разбира се, обаче трябва да се внимава! Понякога се пускат обяви за кастинги, в които се изисква кандидатът да плати получаването на някакви документи по Еконт, които да попълни и така да се картотекира в агенцията, пък те щели да му уредят място в най-новия български сериал. Това са глупости. Кастингът е все едно интервю за работа – на него никой не Ви иска пари да участвате, нали? Най-често в групите бързо се разбира кое е измама и кое не, но все пак – ако някой поиска пари за кастинг – в никакъв случай не се връзвайте.
Случва се, особено ако е българска продукция, и то късометражка, да не се ползват услугите на агенция, а да се пуска направо обява и тогава комуникирате директно с хората от продукцията.
Самият процес на кандидатстване е лесен. Правите си няколко ясни снимки (цял ръст, профил, анфас, полуанфас… дори не е нужно да е при професионален фотограф – важното е снимките просто да са качествени – ясни, детайлни, при добро осветление, да Ви показват отчетливо) и сетне влизате в групите. Когато някой пусне обява и си я харесате, пращате на агенцията снимките и исканите данни (обикновено се искат телефон, три имена, ЕГН за договора, по-рядко номера на дрехи, за да ти подготвят облекло… такива работи). Тези данни се пращат на посочена е-поща и не са публични в групите. Ако обявата не съдържа достатъчно информация (напр. какво е заплащането, колко ч. е снимачният ден или други такива неща), им пиште или на е-пощата, във ФБ или им звъннете на координатите, които са дадени по-долу.
Понякога на самия кастинг Ви питат за кои дати може да си свободен от няколко снимачни дни. Избирате си тази, която Ви е ОК.
Наръчник на статисти, специални статисти и още…
Понякога се организират и кастинги на живо, които също се обявяват във ФБ страницата на съответната агенция и/или в групите по-долу. Обикновено такъв кастинг протича по следния начин. Желаещите се събират на място в кастинг агенцията или на някоя популярна точка в Центъра (напр. пред театър София в парка Заимов), попълват данните на листче и биват снимани. Това е процедура за между 30 мин. и 1,5 часа и се провежда в светлата част на денонощието.
Облекло. Понякога се налага участниците в продукции да изпълняват задълженията си, облечени по специфичен начин (римски тоги, различни средновековни дрехи, ретро (,,винтидж“) мода от различни епохи и т.н.). Когато става дума за нещо по-обикновено (напр. сандали), при уговарянето на сборния пункт и време се казва и ,,носете си сандали“ или ,,облекло спортно-елегантно/ежедневно/бизнес“ напр. Ако обаче става дума за по-редки неща, те се осигуряват от гардероб на място. В случай че е необходима предварителна костюмна проба, тя се провежда предварително и се заплаща отделно от самия игрови ангажимент.
Трябва да отбележим, че понякога се налага да се работи в специфични условия. Например, ако действието на филма се развива през зимата, но снимките са през лятото, се налага участниците да стоят облечени в якета, шалове и зимни обувки например. Това не е твърде приятно, но е част от актьорската игра. Правят го и най-големите актьори.
Заплащане. То варира от 20 до 80 лв за статист и от 100 лв до 200 – 250 лв за специален статист. Ако сте стенд-ин (заместник на актьора/актрисата в моментите на нагласяне на камерите, осветлението и т.н.), може да получите и малко повече, но за тази цел трябва да имате много голяма прилика с актьора/актрисата.
В чуждестранните продукции като цяло заплащането е по-добро. Българските филмови производители като цяло разполагат с по-малко пари, ако става дума за независима продукция, но често пъти се спекулира с това. Всяка година Националният филмов център (НФЦ) дава за български филми над 10 милиона лева. Отделно от държавата отиват пари за кино от други фондове и програми. Да не говорим, че идват и частни пари и средства от чуждестранни продуценти при копродукции. Тъй че да се говори за по-нисък хонорар за статиста/специалния статист, защото продукцията е български филм, докато често се източват държавни средства, е… хм, откровена наглост.
Добрата продукция и високият бюджет правят нещата по-блажни. Освен по-висок хонорар, високият бюджет на продукцията често рефлектира и на качеството на храната на кетъринга. Тоест имате нормален обяд, а не просто един сух сандвич за целия ден, както се случва с много от българските продукции. Такива продукции обаче също не гарантират непременно и във всяко едно отношение отлични условия. Например заради спецификата на филма – кал, сняг, лоши атмосферни условия…
Наръчник на статисти, специални статисти и още…
Има и много чужди продукции с малко пари. В България идват да снимат дори от Индия, Сирия и Ливан, защото е евтино. Но общият случай е среднобюджетна продукция от Щатите. А може бюджетът на филма да си е добър, но от прекалено желание за печалба на самите агенции хонорарът да е нисък – защото знаят, че ще си намерят хора, тъй като по-горе написахме, че част от колегите разчитат само на подобни нередовни ангажименти. Тук си проличават некоректните агенции – те се възползват от горепосочения факт и дават по-ниско възнаграждение.
Поначало в точка ,,заплащане“ обаче има редица тънкости. 30 лв за 3 ч. ангажимент и 40 лв за 4 звучат добре, нооо има възможност това да бъде хонорарът и за цял ден. Не е ОК, нали? Това е така именно защото понякога хората са нужни ,,през сцена“, а в един ден се снимат няколко такива. А понякога е така просто защото агенцията е решила да плати толкова. В такива случаи човек сам си решава дали да си пожертва цял ден за 35 лв. Аз съм го правил само когато реша, че еди-кой си ден така и така ми е напълно свободен, или просто когато много се затъжа за някои хора, снимачния ден и ,,магията на киното“.
Примерно една от предпочитаните ми агенции Талънт Партнърс няскоро правеше кастинг за статисти за филм със заплащане 45 лв за дневни снимки, а ако са нощни, стигат до около 60. За обикновени статисти това е дори над най-често срещаното заплащане, а за да бъде повече, човек трябва или да се снима само специален статист, или да чака по-високоплатени обяви, или да се записва на снимачен ден с по-малко часове – напр. някои от дните на ,,Откраднат живот“ бяха за по 2-3-4 часа. Обикновено се подписват граждански договор, декларация за отказ от предявяване на бъдещи претенции за авторски права и понякога декларация за поверителност. Хонорарите се изплащат или в брой в края на работния ден, или по банков път по-късно, като за тази цел участникът предоставя банкова сметка.
Трябва да отбележим, че обяви всякакви, но във всяко нещо си има граници. Без съмнение изключително арогантно беше отношението на новия български филм ,,Дяволското гърло“, чийто екип пусна обява за снимки в Смолян БЕЗ ЗАПЛАЩАНЕ на участниците. Тогава тази обява породи бурни реакции, но хора се намериха! Логично е разумният човек да подмине подобни обяви, но съществуват хора, за които киното има някакъв неземен ореол и се решават и без пари да се снимат… не го разбирам това.
Бонус инфо, но несвързано с киното: В групите за статисти често се пускат обяви за раздавачи на флаери или промоутъри. Например разясняващи предимствата на нов модел технологична джаджа по време на някое събитие. Също така понякога се търси и платена публика за телевизионни предавания – така наречените „пляскачи”. Обикновено заплащането им е доста ниско, а часовете на ангажимента се случва да са над 12. Ако обикновеният статист стои ниско в йерархията на една продукция, то за „пляскачите” дори сред самите статисти няма много добро мнение.
Ето, за има-няма някакви 8 страници анализирахме подробно всичко, което е нужно да се знае, за да се докосне човек до снимачен процес, да се запозна с различни типажи и дори да изкара пари от това. Обърнахме особено внимание на всички теми и не оставихме нищо недоразнищено. Самият аз не харесвам въпроси към себе си, свързани с личните ми финанси (това е частно пространство) и игнорирам такива, НО в случая беше важно да дадем цялата нужна информация по ВСИЧКИ подтеми, от игла до конец.
Та после да няма ,,това предложение добре ли е като идея?“ :)
Досега в Сандъците – Sandacite май само машина за прибиране на зеленчуци не сме Ви показвали!
Машина за прибиране на зеленчуци
Както и другите образци техника, с които постоянно Ви бомбардираме, и зеленчукоприбирачката е 100 % българска. Тя е предназначена за извозване на зеленчуци и плодове в амбалаж или насипно състояние до края на блока.
Окачва се на самоходно шаси (напр. СШ-22, за което Вече сме Ви разказвали, но също и ДСШ-14, ДВСШ-16).
Техническа характеристика на машината са следните:
Машина за прибиране на зеленчуци
Конструктивно машината за прибиране на зеленчуци ПНЗ-8,5 представлява платформа, която се състои от средна част (четиринога), две крила и задна площадка. Средната част представлява заварена винкелова конструкция във формата на четиринога, която се захваща с четири болта към рамата на шасито. На горната й част е заварена планка, на която са захванати шест въжета за поддържане на крилата в хоризонтално положение. В предната част на четириногата е монтирана лебедка и направляваща ролка за сгъване на платформата в транспортно положение.
Крилата са две. Всяко крило се състои от две части, които по средата се свързват шарнирно. Те се сгъват към трактора с помощта на телени въжета. В задната си част крилата са подсилени с обтяжки, а в предната част е монтирана предпазна мрежа.
Задната площадка е закрепена на две конзоли, които са захванати с болтове към задния мост на шасито.
При прибиране на зеленчуци с платформа технологическият процес в зависимост от културата, която се прибира, и количеството на готовата за прибиране продукция може да се осъществи по два начина.
Първи начин – в началото на блока звеното от берачи натоварва платформата с амбалажа (кафези, касетки или щайги). При движение на платформата по полето берачите я следват, като всеки обира плодовете от своя ред и ги поставя в кофа, престилка или кошница и периодично ги изсипва в амбалажа на платформата. След напълване на първия ред амбалаж работникът, обслужващ платформата, го заменя с празен.
В края на блока или на междинните пътища звеното разтоварва платформата. По същия начин се извършва работата при следващите преходи. При изоставане на берачите трактористът периодично спира агрегата и изчаква работниците да го настигнат.
Втори начин – берачите предварително обират плодовете, след което платформата минава и набраната продукция се натоварва и се изнася.
Прибирането на зеленчуковите култури е свързано със спирания, поради което скоростта на предвижването е малка. Тя зависи от вида на културата и начина на брането. При бране на пипер и домати скоростта е по-малка, отколкото при бране на зеле, тъй като се берат повече и по-дребни плодове от различни страни на растението.
Поначало всички земеделски машини, разработвани в България в периода до 1990 г., са преминавали теренни изпитания в прототип, преди да бъдат допуснати до масово производство. Когато тези изпитания преминат, забелязаното в тях се описва в ,,Бюлетини за научно-производствена информация“, издавани от Машинно-тракторните станции (МТС), каквито е имало в Пловдив и Русе напр., и от Академията на селскостопанските науки.
Та от лабораторно-полското изпитване, проведено в началото на 1960-те години с нашата зеленчукоприбирачка, е установено, че платформата ПНЗ-8,5, агрегатирана с ДВСШ-16, може да работи безпрепятствено при прибиране на домати, отглеждани на телена конструкция с височина 45 см (обща височина с растенията до 55 см). Агрегатирана със СШ-22, тя може да работи при телена конструкция, висока 55 см (обща височина с растенията 63—65 см).
Повредите, които нанася платформата върху културните растения, са незначителни и нямат практическо значение.
Платформата ПНЗ-8,5 е разчетена за 1500 кг товар. Проведените изпитания на терен са показали, че тя издържа товар до 2000 кг. Трябва да отбележим обаче, че съществува несъответствие между товароносимостта на платформата и конструктивната товароносимост на шасито (1000 кг). Опитите и наблюденията показват, че моментите, които създава товарът, не действат разрушително, тъй като скоростта на движение е ниска и динамическите натоварвания са незначителни.
Времето, разходвано за завои, е малко. За безпрепятствена работа на агрегата е необходим обръщателен пояс, не по-тесен от 10 м, което много рядко може да се осигури при сегашното състояние на зеленчуковите градини.
Коефициентът за технологическа надеждност е единица, тъй като се работи без листозащитници и няма случаи на задръствания.
Независимо от всички дитирамби, които изписахме досега обаче, нека кажем, че разгледаната от нас зеленчукоприбирачка не може да разреши цялостно проблема за прибирането на зеленчуковите култури, но пък увеличава производителността на труда около 1,5 пъти и облекчава труда на берачите. Затова съвсем заслужено ПНЗ-8,5 е одобрена от МИС и е пусната в серийно производство в началото на 1960-те години.
А ето и подробен преглед на прословутото самоходно шаси СШ-22:
Знаете ли всичко за старите кооперации? Проверете в Сандъците – Sandacite!
5 факта старите кооперации
Наскоро Ви предложихме статията ,,Старите кооперации и зашо ги обичаме“. В нея се опитахме да изградим една свръхкратка, но все пак последователна, стройна и съдържателна история на кооперативното жилищно строителство в България до 1945 г. Тази статия е една от най-най-любимите ни, но там е работата, че това съвсем не е малка тема и от нашите градски наблюдения някакси естествено се натрупа материал за още една статия на същата тема. Идеята ни беше тя да обърне внимание на някои скрити особености на този вид сгради. Специфики, за които повечето хора едва ли се замислят, колкото и пъти да преминават покрай близо стогодишните здания.
Ето ги и нашите градски археологически открития:
Автоматизирано изхвърляне на боклука посредством вграден боклуоотвод
5 факта старите кооперации
Замисляли ли сте се, че част от тези сгради имат изградена система за изхвърляне на битовите отпадъци направо от етажите? Изграждането на такива инсталации започва от втората половина на 30-те години и продължава десетилетия след това, защото се среща и в няколко номенклатури от едропанелното строителство. В случая сме избрали една наглед обикновена сграда от втората половина на 50-те години, намираща се на ул. Граф Игнатиев.
5 факта старите кооперации
Не е лошо! Боклукоотводът представлява една вертикална тръба от най-горния етаж до под земята. Отвън на всеки полуетаж има капак към него. Хвърляш боклука и той пътува до долу в режим свободно падане! На снимките – капаците на 2 от етажите.
Отдолу вече боклукчиите влизат и го събират от една шахта. На някои места тези шахти имат коридорна връзка с мазето. В доста сгради от периода до 1945 г. съществуват малки външни врати откъм фасадата пред тротоара, направени, за да имат достъп служителите на общинската служба за почистване и да изнасят боклука. Такива метални вратички можете да видите на ул. Уилям Гладстон близо до бул. Хр. Ботев, на ул. Св. Иван Рилски (частта между булевардите М. Скобелев и Ботев) и на други места.
5 факта старите кооперации
Според множество свидетелства на хора обаче, от един момент нататък тази система почти не се е използвала и отворите към шахтовата тръба са били запечатани почти навсякъде. Тези на снимките също са ,,капнати“, за да не могат да се отварят. Вероятно не е могло да се осигури редовно извозване на боклука или пък са били инсталирани метални кофи, в които да се изхвърля сметта, и така вграденият боклукоотвод се е обезсмислил. Тези кофи са се държали в самия имот. На нас втората хипотеза ни се струва по-вероятна, още повече, че за това има и свидетелства на очевидци.
2. Двуетажните тавани
5 факта старите кооперации
Кооперациите са строени или на мястото на бивши къщи, или направо върху празни парцели. Когато парцелът, на който строят, е тесен отвсякъде и почти квадратен, а кандидат-собствениците – много, апартаментите също са много (6 етажа, 4 апа на етаж). Така кооперацията се получава тясна и висока като кула. Тези сгради почти задължително включват по две складови помещения към апартамент – мазе и таван (изключение правят само жилищни тавански помещения, които не могат да имат таван към себе си, тъй като те самите са такъв).
Колкото повече са апартаментите, толкова повече са и таваните. Горе е тясно, няма място, площта на един таван става безсмислено малка, а сградата е тясна и им липсва планарно пространство хем да ги нагъчкат всичките, хем да станат с по-човешки размери. И някъде 38-а, 39-а г. архитектите измислят да направят втори тавански етаж! Обикновено над последния жилищен етаж има плоча, над нея са таванските помещения и вече някъде в някое ъгълче има малка стълбичка към гредореден втори тавански етаж, където вече набутват останалите кутишки (снимката вляво, ясно се виждат двата реда тавански капандури)
Този номер са го прилагали и по-късно – примерно 1955 г., справка ето тази сграда:
5 факта старите кооперации
3. Плочи без колони
В края на второто десетилетия на ХХ век в България започват да се разпространява стоманобетонът като строителен материал. Той замества дотогавашния гредоред, като първите елементи на сградата, към които започва да се прилага, са междуетажните плочи и балконите. Само че, тъй като все пак това е началният период на развитието на технологията у нас, се стига до един любопитен момент – сгради със смесен градеж. Класическата стоманобетонна сграда се състои от СТБ плочи, греди, колони и противоземетръсни пояси и шайби. Е, не! Преходинте здания съчетават дотогавашните строителни методи с новите и затова при изливане плочите лягат върху вече изградените носещи стени от дебели плътни тухли. В сградите само едно поколение по-назад тези стени са носели гредоредените етажи.
През втората половина на 20-те години в сградите се въвежда стоманобетонен скелет. Той става задължителен за всички стоманобетонни постройки от 4 май 1927 г., когато е обнародван първият ,,Правилник за железобетонните строежи в Царство България“.Допълнителна мотивираща роля има и изучаването на пораженията от злощастното Чирпанско земетресение (1928).
5 факта старите кооперации
На показаната по-долу сграда съвсем ясно може да се различи кое какво е. Външните стени с малките тухлички на дупки са неносещи, преградни, а встрани (подчертани на втората снимка вдясно) можете да видите носещи стени от дебели плътни тухли. Тези стени са важен елемент за стабилитета на цялата конструкция и затова никак, ама никак не е желателна намесата в тяхната цялост. Казваме го за мераклиите собственици на бъдещи партерни търговски площи, които планират тяхното разширяване чрез бутане на стени. Това може да доведе до изключително губителни последици… изключително губителни!
Често пъти чуваме хора да се оплакват, че ,,на тия едновремешните сгради в Центъра са им много високи стълбите!“ На тях обикновено се противопоставят по-късните тухлени сгради 60-те и 70-те години, при които стълбите са по-лесни за изкачване, с по-малка височина между две стъпала.
Никое твърдение не би могло да се нарече по-необосновано от това. На приложените към тази подточка снимки можете да видите и стръмни, и полегати стълби.
5 факта старите кооперации
Стълбище на кооперация, строеж 1914 г.
Преди всичко, трябва да отбележим, че е възможно височината между стъпалата на шестдесетарските и седемдесетарските кооперации действително да се подчинява на стандартизации, даже сме сигурни, че това е така. Но това не означава, че и през 30-те г. например не са строени сгради с удобни, полегати, че и широки стълбища, дори напротив! Но го има и обратният случай… Всъщност от какво зависи това?
5 факта старите кооперации
Да започнем отначало: вие сте група кандидат-собственици от 30-те г. напр. и се събирате, за да се включите в общ строеж на нова жилищна сграда, за който строеж сключвате договор със строителен предприемач. Според това колко хора сте архитектът от архитектурното бюро се наема да направи разчет и да разпредели на всяко семейство/човек по един от бъдещите апартаменти. В Царството действат различни строителни ограничения, от които в този случай Ви засягат тези за минималната височина на вертикалното сечение на апартаментите, за максимален брой етажи, за максимална височина на сградата. Имат значение, разбира се, и други променливи – като размера на строителното петно и броят съкооператори, защото според тяхното число се изготвя и бъдещият брой апартаменти. И ето как, съобразявайки се с всички тези фактори, архитектът ще реши уравнението, като в едни случаи ще направи апартаментите по-високи, а сградата ще е с по-малко етажи (при по-малко хора), а другата крайност ще са случаите с тавани на минимума (2,95 м) и нагъчкани по 4 апартаментчета на етаж. Както споменахме, размерите на парцела също влияят на стълбището – ако той е по-тесен, ясно, че няма да има накъде толкова стълбите да се удължават и тогава ще се мине с по-малки, но по-високи стъпала, и тесни общи площадки пред входните врати на жилищата. Все пак и стълбищата, и площадките заемат ценна планарна площ, който може да се използва за частните апартаментни помещения! Има го и случаят, в който чисто и просто са предпочетени по-малкото и по-високи стъпала, тъй като стълбището с по-малко стъпала е по-лесно за строителство.
Да обърнем внимание и на още един интересен случай. Понякога, особено в сградите с търговски площи по партера до средата на 30-те години (ония с дву- и трикрилите прозорци тип немски модерн с напречни греди и шпроси и релефната мазилка), първото стълбище е по-дълго и води по-нависоко в сравнение със следващите по по-горните етажи.
5 факта старите кооперации
Това е така, тъй като в онези години са правели магазините долу с по-високи тавани от апартаментите и стълбището трябва да е високо, за да преодолее по-голямата височина. Оттам нататък броят стъпала става по-малък, тъй като таваните на апартаментите са по-ниски в сравнение с партера. Така височината на вертикалното сечение е по-малка и се преодолява с по-малко стъпала.
5. Защо портал във вестибюла?
Да бе, верно, защо точно портал? Толкова ли не са могли просто да турят една врата там, и това е?
5 факта старите кооперации
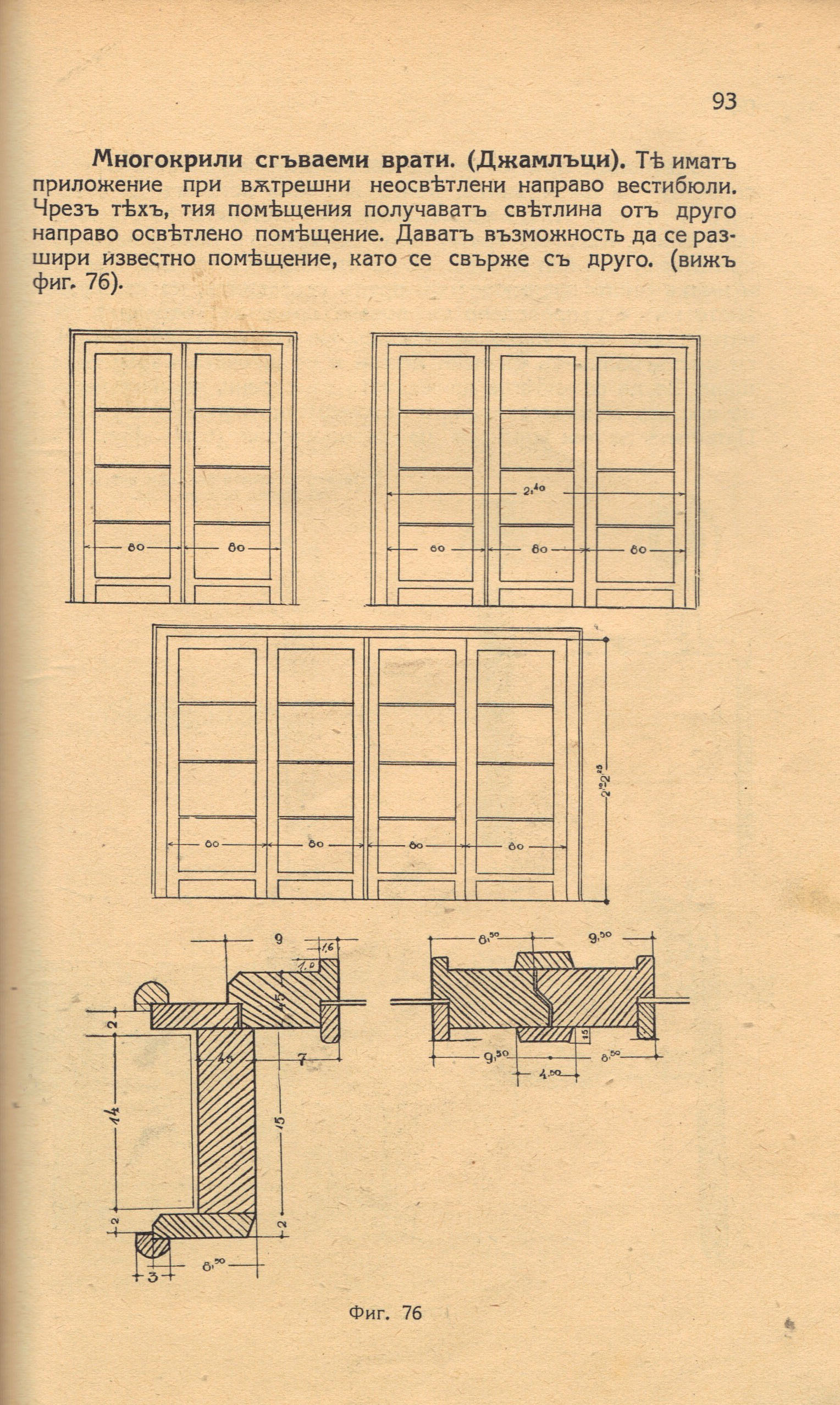
Вестибюлът се налага да го има поради самата форма на строителния парцел. Ако той е бил тесен и късата му страна гледа към улицата, то и кооперацията ще е тясна отпред, а навътре дълбока, с калкани по 12-16 метра. Точно тази дълбочина на тракта налага разчленяване на полученото пространство на две-три по-малки помещения, като обаче всяко едно от тях трябва да има осветление. Когато вестибюлът остава по средата (при две) или отстрани (при едно) помещение, той самият няма прозорец (това е т.н. тъмен вестибюл). Тогава се налага да бъде светозахранен отнякъде и ето откъде изниква необходимостта от портал. Той представлява врата с 2, 3, или 4 крила, които са максимално остъклени, с често пъти матирани стъкла, за да се спазва все пак някаква отделеност на помещенията… които обаче така и така са си вече преходни. Ако крилата се отворят, се печелят пространство и представителност, но нека да отбележим, че дори и полуотворен е достатъчно аристократичен. За пълнота да добавим също така, че модата на четворните портали отминава около 1930-2 г., след което се срещат почти само трикрилни. Българското название на портала би трябвало да е ,,вратник“, макар че в специализираната архитектурна книжнина от периода е наричан ,,джамлък“. Нà, ето – това е ,,Ръководство по сградостроителство“ от Атанас Донков, 1938 година: :D
5 факта старите кооперации
От втората половина на 60-те години обаче дори и остъклените врати на портала започват да изглеждат прекалено затъмняващи вестибюла, затова се преминава към портали само с рамка, без врати, а на някои места пък въобще му откачат вратите. Ако сега си купувате апартамент и Ви загложди силно любопитство порталът нативно безвратен ли е, или не, само погледнете рамката отстрани и паркета/дюшемето долу – ако на рамката има панти, а отдолу дупка за заклинване на шип, то най-вероятно вратите ги е имало някогаш, но са били махнати:
5 факта старите кооперации
Та тези са, значи, петте най-забележителни (но скрити!) факта за старите кооперации, които пък нас ни глождеше да Ви разкажем. Може би в скоро време пак ще Ви предложим нещо подобно… стига да не сме Ви досадили, разбира се. :)
(Статията е публикувана от автора за първи път във в.к Fibank News – издание на Първа инвестиционна банка (Fibank) – брой 95, 13 май 2016 ==> кликни тук.)
В нашата страна преди повече от 50 години вече е имало разработени, тествани и действащи електрически коли! Не вярвате? Но да, така си е, и в тази статия Ви очаква информация за тези интересни машини. Още преди 50 години хората са разбирали нуждата от екологичен транспорт. „Замърсяването на въздуха, и задръстването на улиците са злини, с които е все по-трудно да се борим“, пише в статия по „електромобилния въпрос“ от 1968 г., поместена в култовото списание ,,Наука и техника за младежта“.
Пионер
Още в началото на 1950-те г. в Обединението по електротехническа промишленост (ОЕП) „Елпром“ започват разностранни проучвания по конструиране, изработване и производство на електрически коли. Тези развойни дейности не се движат със светкавична скорост и затова едва през 1967 г. в НИПКИЕМ (Научно-изследователски и проекто-конструкторски институт по електрокари и мотокари) се появяват два прототипа на електромобил – лек и товарен. Ето снимка на единия от тях:
Първият български електромобилПионер
Използваните при тях оловни акумулаторни батерии позволяват максимален пробег от около 60 км със скорост на движение 20-25 км/ч. Названието на електромобилае „Пионер-63“.
Първият български електромобилПионер
Конструкторите не са доволни от постигнатия резултат и затова почти веднага се появява втори образец. Новият „Пионер“ е подобрен и отново разработка на НИПКИЕМ. Описан е като „малка и повратлива, икономична и бездимна електрическа кола“ (на първата снимка). Това е двуместен електромобил. Електродвигател с мощност 6,3 kW осигурява на колата максимална скорост до 55 км/ч, а общото тегло (заедно с акумулаторните батерии) е 850 кг. Ето още 1 снимка, вероятно пак е негова:
Български електромобилПионер
Както първият, така и вторият Пионер са показани на Пловдивския панаир – през 1967 и може би през 1968 г. За сравнение – един от днешните водачи в разработката на електромобили БМВ представя първата си електрическа кола – купето BMW 1602 Elektro-Antrieb – през 1972 г.
Намерихме и данни за конструкторския колектив на двата Пионера. Ето: ръководител на колектива – проф. инж. Благой Петков, зам.-ръководител – проф. инж. Георги Георгиев, отговорен конструктор на каросерията – ст. н. с. ІІ ст. к. т. н. инж. Евгени Танчев, отговорен конструктор на управляващия мост – ст. н. с. инж. Петър Захариев, отговорен конструктор на задвижващия мост – инж. Георги Достин, отговорен конструктор на електроинсталацията – ас. Гъркова. Данните и снимките ни бяха предоставени от Юлиана Танчева, дъщеря на инж. Евгени Танчев, за което много сериозно ѝ благодарим!
Електрическият Москвич
Българските електромобили
През 1967 г. към БАН е създадена Централната лаборатория по електрохимични източници на ток (ЦЛЕХИТ). През 1969 г. там е изработено оригинално откритие, което ляга в основата на третия и най-усъвършенстван български електромобилв периода до 1990 г. Става дума за въздушно-цинковата батерия, при която (най-общо казано) електричен ток се получава посредством химична реакция между цинка и кислород от въздуха (изгаряне на цинковите електроди). Когато батерията се изтощи, електродите трябва да се сменят. Добре е да отбележим, че електрокар на ЦЛЕХИТ с прототипни цинково-въздушни батерии прави първия си пробен пробег (220 км) 6 месеца преди прототипа на General Motors! До този момент в световните публикации не е описано прилагане на подобен тип батерии в електромобилите.
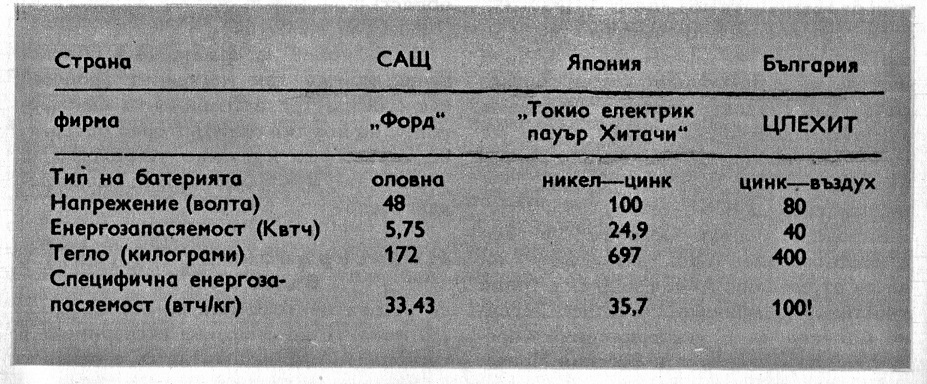
Ето тук може да се види сравнение между българската батерия и конкурентни разработки от САЩ и Япония – съответно на Форд и Хитачи. Тази таблица се намира в статията ,,Похвално слово за ЕлМо`70″ от сп. ,,Наука и техника за младежта“ (1970 г.), чийто пълен архив ние скенирахме и може да изтеглите оттук. Виждаме ясн, че своите киловатчасове българската електромобилна батерия е почти 2 пъти пред японската и далеч изпреварва американската на Форд – 40 киловатчаса срещу 24,9 и 5,75 съответно! Едно наистина чудесно постижение. Да не говорим, че е и с над 1/3 по-лека от японската разработка – 400 срещу 697 кг!
Цинк-въздушна батерия
Интересен е показателят ,,специфична енергозапасяемост“, който измерва колко килограма са ,,нужни“ на батерията, за да осигури на ползвателя си 1 ватчас. :)
През същата тази 1970 г. специалисти от няколко института започват работа по преустройството на руския комби/универсален автомобил Москвич 426 в електрическа кола (т.н. ЕлМо`70). Конструктори са н.с. инж. Здравко Стойков, н.с. Веселин Монев и н.с инж.-химик Карекин Хампарцумян. Задният двигателен мост, колелата, барабаните и спирачките са изцяло заимствани. Електродвигателят е постояннотоков, има мощност 9 kW, 85 % КПД, 2300 об/мин и е българско производство. Той е вграден в моста, на мястото на диференциала. Ел-двигателят е свързан полуоските посредством планетарни редуктори с предавателно съотношение 1:4,67. В багажника отзад е монтиран вентилатор, захранван от батерията. Батерията осигурява 80 волта напрежение. Електрическият Москвич 426 е произведен в пловдивския завод за електрокари на Балканкар – Рекорд, който (поне той) работи и досега.
Благодарение на новата батерия ЕлМо`70 достига с едно зареждане пробег от 240 км при скорост 60 км/ч. Вярно е, че в тогавашната световна практика са постигнати и по-добри резултати, но при такова сравнение трябва да се има предвид разликата в механиките и теглото на самите електромобили. Дори не е все едно дали една и съща батерия ще задвижва двуместна или четириместна кола.
Български електромобил ЕлМо`70
Ето още 1 снимка на Москвича, от руския сайт Rg.ru (Автопарк).
От друга страна, батерията съвсем не е лека и претоварването на задния мост с около 250 кг спрямо това на образеца Москвич 426 налага усилване на задните ресори. Самият електромотор тежи 65 кг. Задните гуми (с товар 535 кг всяка една от тях) се оказват на границата на допустимия максимум. Отделно, огромната батерия заема практически целия багажник и колата се лишава от него. И така, ЕлМо`70 има следните данни:
Тегло без батерия – 950 кг.; с батерия – 1370 кг
Полезен товар (4-ма пътници) – 300 кг
Мощност – 12 к.с.
Натоварване на предната ос (с батерия и пълен товар) – 600 кг
Натоварване на задната ос (с батерия и пълен товар) – 1070 кг
Българските електромобили
При първото изпитание на електромобилавъзниква авария в импулсния регулатор (елемента, подаващ „газ“ – напрежение на електродвигателя). След това схемата е променена и през м. май 1970 г. ЕлМо`70 отново прави тестов пробег на Околовръстното шосе – този път изцяло успешен!
В споменатата по-горе статия е разказан интересен епизод – пътен полицай спира колата, озадачен от липсата на обичайния шум на двигателя.
В началото на 1970 г. в ЦЛЕХИТ по подобен начин се прави и преработка на известния Трабант 601. Едва в края на 1980-те г. обаче в „Балканкар“ е създадена програма за проектиране и производство на електромобилиза широка употреба. Такива никога не виждат бял свят, но за тях са били разработени специализирани тягови оловни акумулатори и необходимите инструменти за масовото им производство.
Но нека да завършим с най-хубавото – през последните няколко години различни българскифирми демонстрираха свои разработки на електромобили. Искрено им пожелаваме успех!
Статията е публикувана от автора за първи път във в.к Fibank News, брой 95, 13 май 2016 ==> кликни тук
Българска телевизионна игра в Сандъците – Sandacite!
Българска телевизионна игра Гейм 2
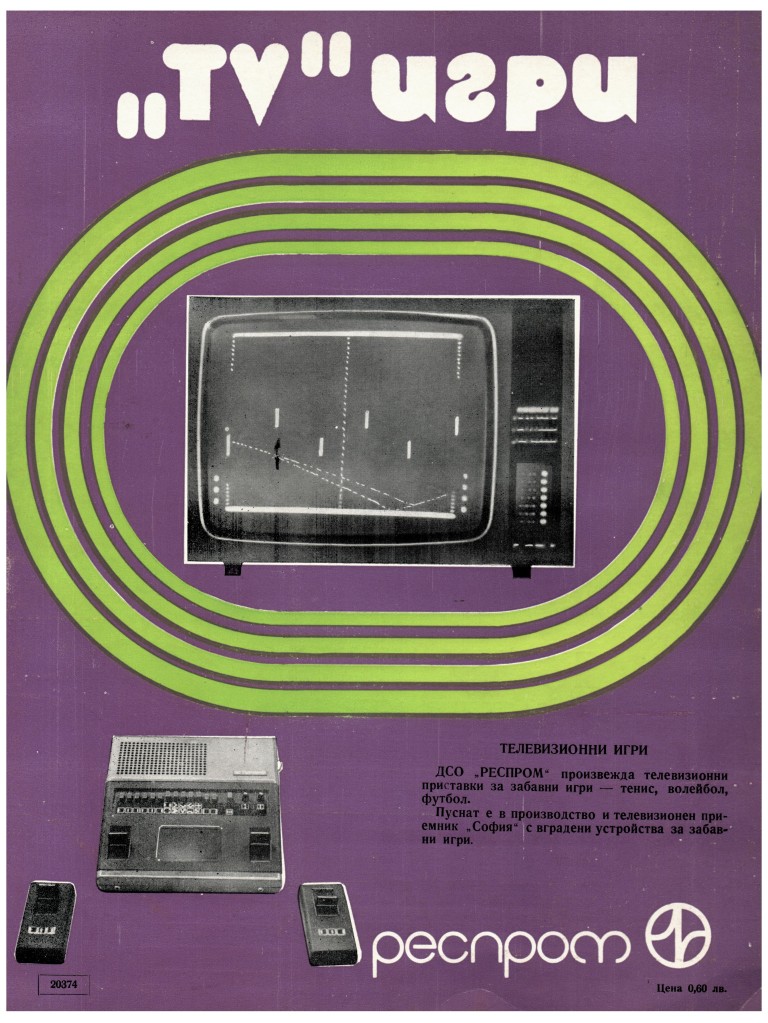
През 1977 г. ДСО Респром (в завод Оргтехника Силистра) започва производството на сюжетни игри, предназначени за включване към телевизор. Първата от тази серия най-вероятно се нарича Турнир, произведена за първи път вероятно една година по-рано – през 1976 г. За създаването на тази игра отбелязва в книгата си ,,Спомени“ легендарният Огнян Дойнов – последователно заемащ постовете на завеждащ отдел Промишленост и транспорт при ЦК на БКП, министър на машиностроенето и председател на асоциация Тежко машиностроене.
Макар че е изпробвана и на ламповия телевизор Тракия, играта Турнир е предназначена за използване със София 21, тогава най-ново изделие на българската телевизионна промишленост. Даже се е предвиждало София 21 да се продава с монтирана в него игра, а съставен така модел да се нарича София 23. Такъв е произведен в малък тираж.
Но независимо от невероятно малката бройка произведени София 23, телевизионната игра Турнир мутира в серийно произвежданите Гейм и Гейм 2, дело на Завода за електронна и нестандартна апаратура в Толбхин (дн. Добрич). От началото на 80-те тези игри вече са на конвейера. Това е и новата придобивка в нашата колекция.
Българска телевизионна игра Гейм 2
Играта, която виждате на снимките, има възможност за симулиране на няколко спорта – футбол, хокей, волейбол, баскетбол, тенис. Например, в показания по-долу режим на играта двамата участници си подават едно топче и стремежът на всеки е да не го изпусне. Има и друг режим, в който всеки играч има по две чертички – по една в своето поле и по една в противниковото. Първите четири бутона са избор на вида стимулиран спърт. Играело се е до 9 точки – печели този, който вкара 9 пъти топчето в противниковото поле.
Българска телевизионна игра Гейм 2
Самата игра Гейм 2 е заводски поместена в кутия от калкулатор Елка. Тегло – 1,6 кг; размери – 260 х 270 х 60 м, напрежение – 220 волта; консумация 8 вата.
Българска телевизионна игра Гейм 2
Ето я и как изглежда отвътре – платка, два кондензатора, трансформатор и други елементи:
Българска телевизионна игра Гейм 2
Ето и статия, където можете да научите повече за началото на българските телевизионни игри:
Най-сетне лампомерът ИЛ-1 в Сандъците – Sandacite!
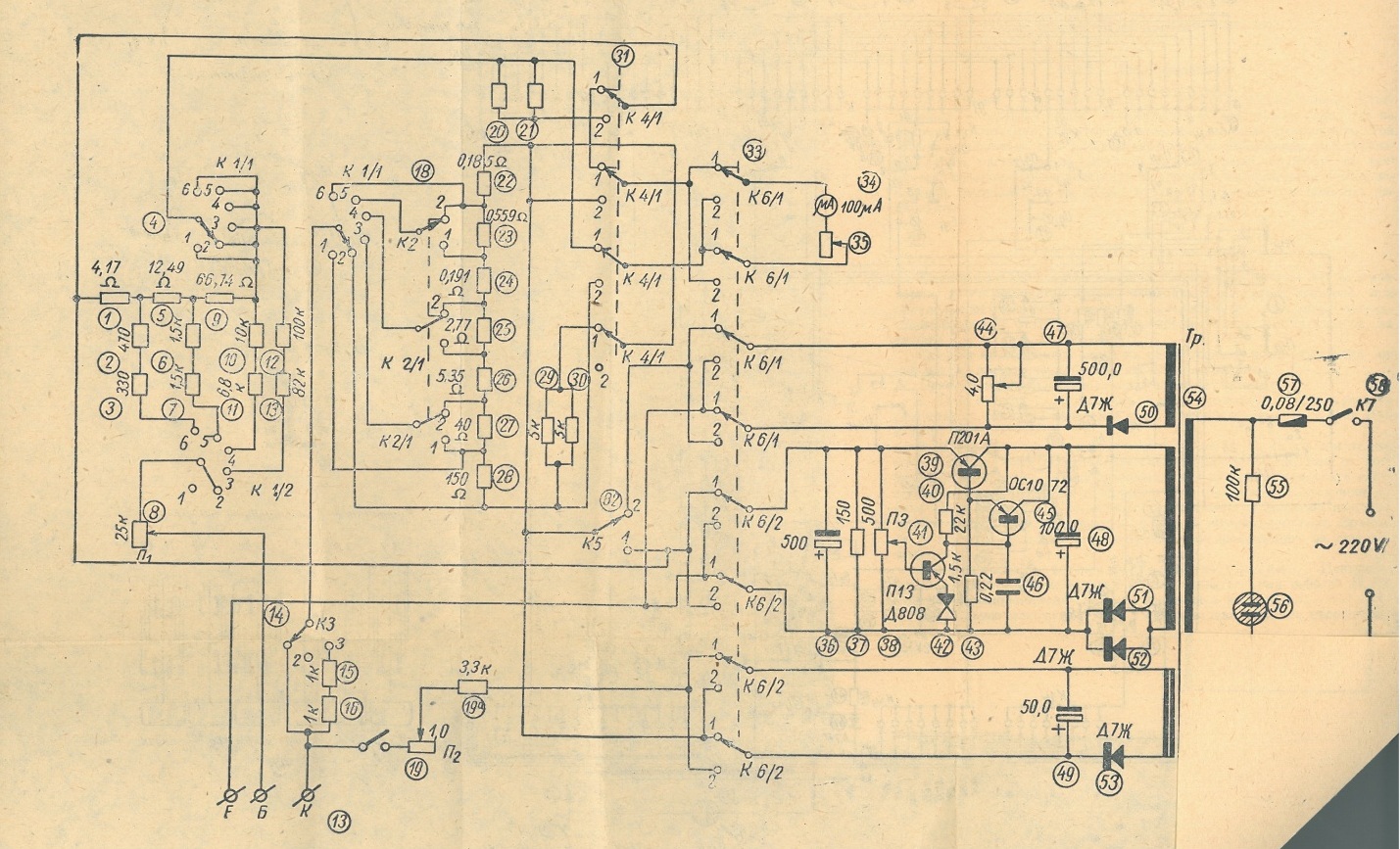
Български лампомер ИЛ-1 + схема
Горе виждате първия български лампомерИЛ1, който е производство на софийския завод Електроника от първата половина на 1960-те години. За всички, които работят с електронни лампи, това важен е сервизен апарат, предназначен за проверка на годността на приемно-усилвателни, детекторни и токоизправителни електровакуумни прибори. Той използван във всяка радиоремонтна работилница или сервизна служба, магазините за продажба на радиолампи, службите за технически контрол, производствените предприятия, лаборатории и учебни заведения, радиоклубове на ДОСО и въобще навсякъде, където се ползват радиолампи. В момента също се търси от много хора, занимаващи се с конструиране и ремонт на електроннолампова апаратура, а също и от хобисти, които ползват любимите ни електровакуумни елементи. Затова си заслужава да му отделим едно хубаво статия! :)
Описание
Лампомерът ИЛ1 чрез превключване на отделни вериги осъществява схема, подходяща за дадена проверка при определен метод. Необходимите превключвания се извършват чрез командни устройства, изведени върху лицевата плоча на апарата.
Първо да разгледаме схемата на лампомера, която може може да се определи като съставена от две части: превключващо-измервателна и захранваща.
Превключващо-измервателната част се състои от:
Поле със 7 лампови гнезда (цокли), чиито контакти (крачета) са свързани паралелно и са номерирани от 1 до 9 (долната фигура).
Щепселно-п ревключващо поле То се състои от две части: горната част представлява една координатна система от контакти. В зависимост от разположението на изводите на ламповите електроди и гнездата, същите се свързват към съответните захранващи вериги. Чрез долната част се набират необходимите захранващи напреже- жзния, катодно съпротивление и обхват на милиамперметъра. Връзките се постигат чрез поставяне в гнездата на предвидените за тази цел щифтове.
Галетни и бутонни превключватели. Централно място между тях заема галетният превключвател „Вид работа“ П4 (4). Той дава възможност за следните проверки и измервания:
а) В първо положение „К. С.“ се проверява дали има късо съединение между електродите на лампата. В този случай милиамперметърът се изключва, а се включват веригите на електродите на лампата към превключвателя „Късо съединение“ П1 (1). С помощта на този превключвател се проверява последователно за късо съединение между следните двойки електроди: „g2—а“, „g1 — g2“, „g1—а“, „к—а“ и ,,к—g1”. Индикация за късо съединение е светване на глимлампата „К. С.“ (7) Проверката се извършва с променливо напрежение 70 V.
Български лампомер ИЛ-1 схема
б) При второ положение,,—Egl“ милиамперметърът се включва като волтметър към преднапрежението на първата решетка, подавано към измерваната лампа. Същото се регулира чрез потенциометъра „—Еg2“ (52),
в) При трето положение „IEg“ се измерва анодният ток при подадено фиксирано преднапрежение.
г) При четвърто положение „IRК“ се измерва анодният ток при автоматично преднапрежение. Необходимото катодно съпротивление се набира в границите от 0 до 3100 ома през 10 ома от съпротивленията 54 – 63 с помощта на щепселно-превключващото поле 3. Предвидена е възможност и за външно включване на съпротивление в катодната верига чрез буксите „RK“ (66). При необходимост същото може да се прибави към съответното съпротивление, набрано чрез превключващото поле 3.
д) При пето положение „Диод“ се проверява емисионната способност на токоизправителни и детекторни лампи. Положението на бутона „изпр/дет“ се избира според типа на изпробваната лампа.
Схемата за проверка на токоизправителни лампи съдържа: променливо анодно напрежение 200 V, товарно съпротивление 5 и малиамперметър, включен като волтметър с предсъпротивление 9. Падението на напрежението върху съпротивлението 5 зависи от емисионната способност на измерваната лампа и се установява с помощта на милиамперметъра. На скалата на същия има нанесени три цветни сектора за годността на лампата: годна -червен, използваема—зелен и негодна — неоцветен.
Схемата за проверка на детекторни лампи съдържа: променливо анодно напрежение 50 V и товарно съпротивление (14 и 16). Милиамперметърът е включен последователно в анодната верига, като се използува същата скала.
С бутона „220~“ (73) милиамперметърът се превключва на волтметър, чрез който се проверява мрежовото захранващо напрежение. Проверката е индиректна, т. е. волтметърът измерва изправеното напрежение 50 V, при което стрелката му трябва да се установи на репера „200~“. При отклонение от посочения репер регулирането на захранваното напрежение се извършва с помощта на реостата „220~“ (50).
Бутонният превключвател 10 съдържа следните 6 бутона:
С бутона f1—f2“ се превкючва отоплителната жичка на измерваната лампа от захранващата намотка на трансформатора Тр към веригата, показваща здрава отоплителна жичка, при което светва глимлампата „К. С.“ (7).
С бутона „К—f“ се прекъсва катодната верига на измерваната лампа за проверка на изолацията катод-отоплителна жичка. Проверката се извършва чрез измерване на анодния ток. Указание за добра изолация е рязкото връщане на стрелката на милиамперметъра в нулево положение при натискане на бутона. В противен случай изолацията е влошена.
С бутона „вакуум“ се включва високоомното съпротивление 33 във веригата на първата решетка на лампата. Значителното изменение на анодния ток е указание на влошен вакуум.
Бутонът „изпр/дет“ се използва за проверка на диодни лампи. При токоизправителни лампи бутонът трябва да е в ненатиснато положение, а при детекторни лампи—в натиснато положение.
С бутона,—Eg1 50/10“ се изменят регулируемото с потенциометъра 52 решетъчно напрежение и обхватът на волтметъра от 50 на 10 V.
С бутона „индик.“ се включва високоомното съпротивление 11 в анодната верига при измерване на електроннолъчеви индикатори (магическо око).
Поле с букси. Буксите „Iа“ (15) са изводи от анодната верига, дадени накъсо с контакта Ra в превключващото поле. При поставяне на щифт в буксата „Ra“ контактът се отваря, което позволява да се включи външно в анодната верига подходящо товарно съпротивление. Това дава възможност измерването да се проведе при условия, близки до работните.
Буксите „If“ (68) са изводи от отоплителната верига, дадени накъсо с контакта Rf в превключващото поле. При поставяне на щифт в буксата „R“ контактът се отваря, което позволява да се включи външно реостат за плавно изменение на отоплителния ток, амперметър или допълнителен и3точник за отоплително напрежение.
Буксите „RK“ (66), както знаем, са изводи от катодната верига, дадени накъсо с контакта R в превключващото поле. Те дават възможност да се включи външно катодното съпротивление последователно с набраното от вътрешно вградените съпротивления 54 – 63 или външен милиамперметър за измерване на емисионния ток на проверяваната лампа.
Буксите 15, 17, 34, 66, 68 и 71 са изводи от веригите на електродите на проверяваната лампа, което позволява провеждане на допълнителен контрол или странично измерване на лампа.
Буксите 13, 37 и 36 са изводи съответно ва веригите на анода и решетката и —2 V. Използват се при лампи, на които електродите анод или решетка са изведени на качулка на балона.
Захранващата част на лампомера се състои от:
Мрежов трансформатор Тр. Посредством изводи във вторичната си страна той осигурява стъпално изменение на напреженията, захранващи анодната, екранната и отоплителната верига на измерваната лампа. В първичната страна на трансформатора е свързан реостатът „220~“ (50) за плавно регулиране на напрежението от мрежата.
Изправител. Той е предназначен за подаване на фиксирано отргцателно преднапрежение на управляващата решетка на измерваната лампа, но се използва и за индиректно измерване на мрежовото напрежение, захранващо първичната намотка на мрежовия трансформатор. Изправителят се състои от полупроводниковия диод Д7Ж (42), товарните съпротивления 40, 41, 48 и 49, филтровите кондензатори 46 и 47 и съпротивителните делители 43/44-52 и 38/39-35.
Схемата на лампомера ИЛ-1 можете да изтеглите в две части:
Български лампомер ИЛ-1 схемаБългарски лампомер ИЛ-1 схема
Ако ли пък поначало ви интересува да научите повече за този вид уреди и техния начин на работа, препоръчваме ви да прочетете друга наша статия тук ==>
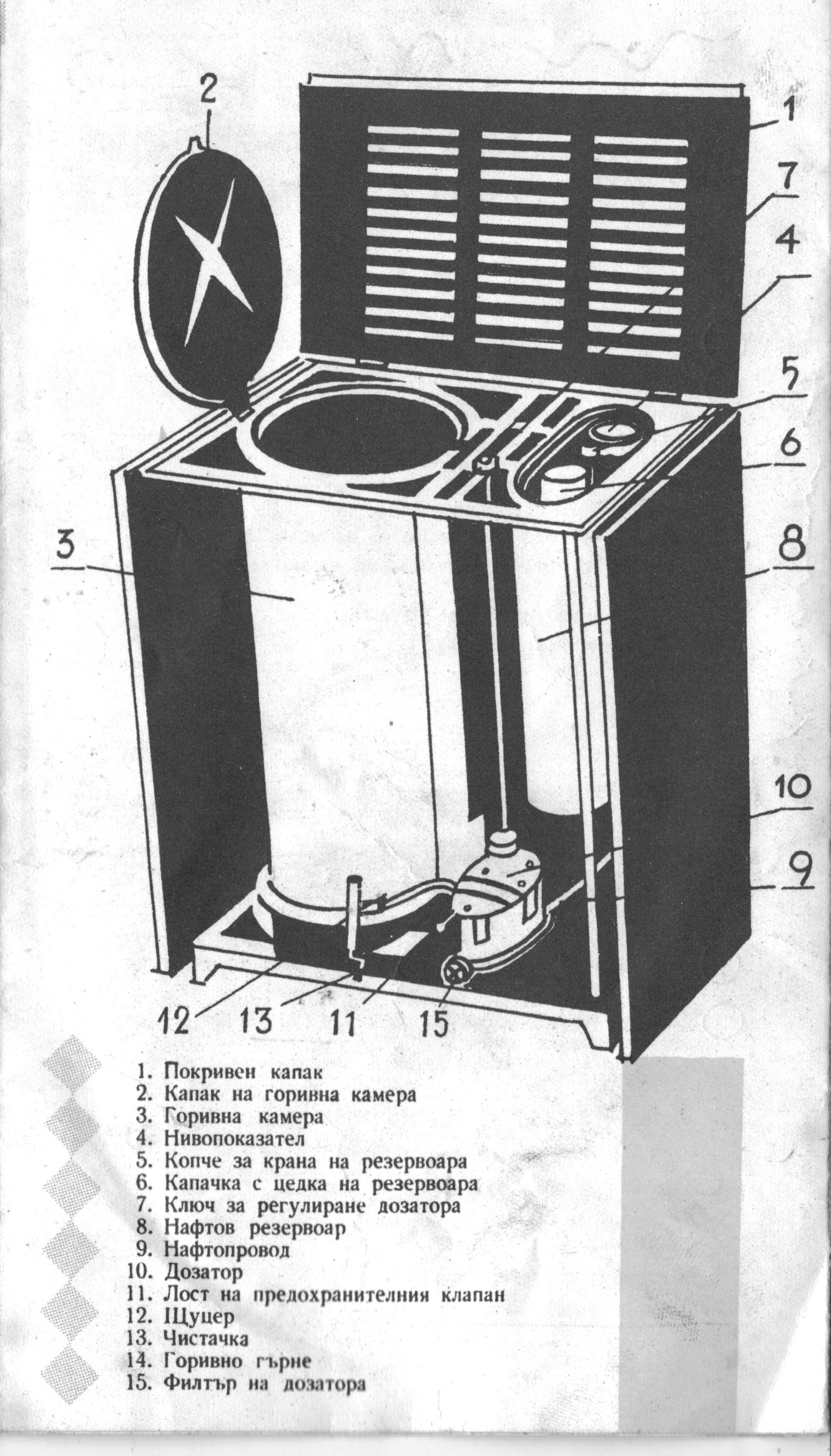
Нафтовите печки Балкан са проиозводство на ДИП Балкан Пловдив от началото на 1960-те години. Според ас те имат приятен външен вид, още тогава одобрен от Центъра за промишлена естетика и художествено проектиране вСофия. Още навремето са потвърдени и техните отлични технически и експлоатационни показатели. В изследване, проведено в Централния научноизследователски институт по технология на машиностроенето, тестваните нафтови печки са показали коефициент на полезно действие 82 %, който е над тогавашното световното равнище! Тези печки, продавани с марката Балкан, са най-реномирани в България към времето си на производство.
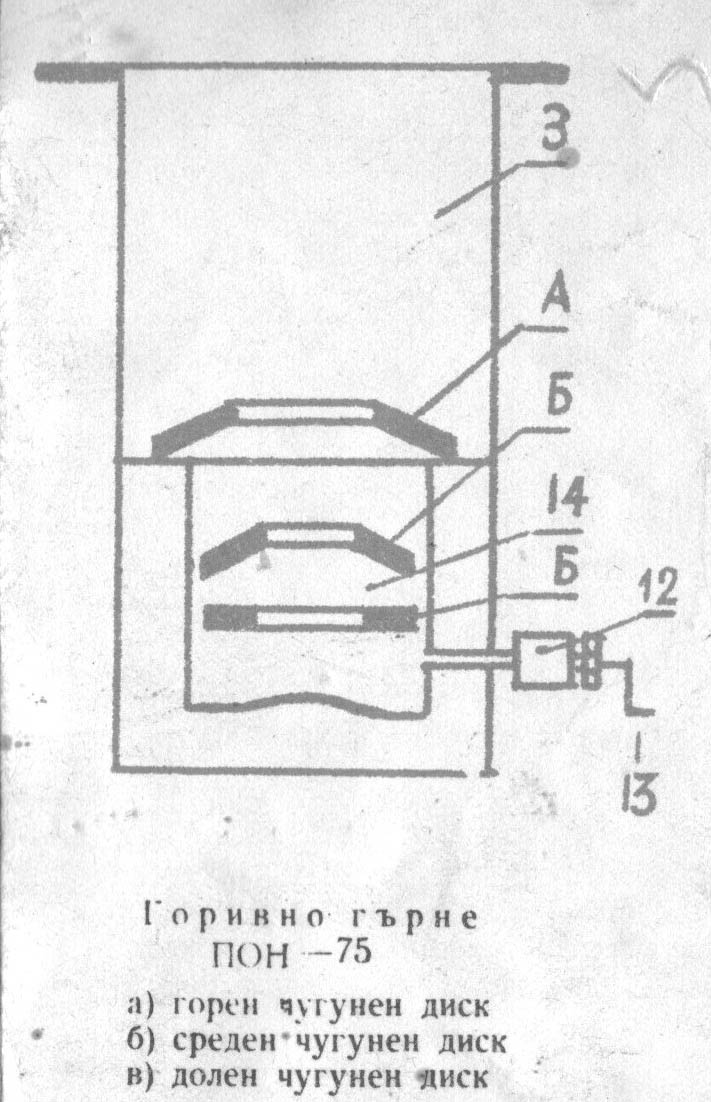
Днес ще разгледаме два модела отоплителни нафтови печки – ПОН-50 (5000 ккал/час) и ПОН 75 (7500 ккал/час) – които са предназначени за отопление на жилищни помещения, кабинети, канцеларии и др. Те осигуряват равномерно отопление на цялото помещение.
ОПИСАНИЕ
Тези нафтови печки се състоят от следните конструктивни групи :
Тяло
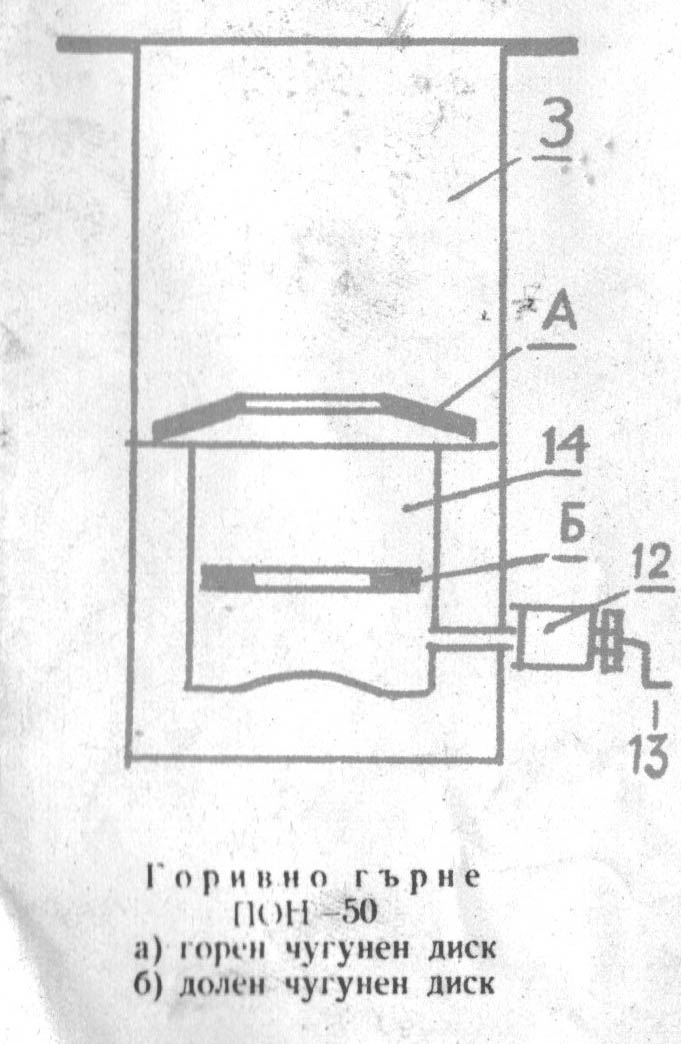
Горивна камера
Захранваща система
Нафтова печка Балкан
Тялото на печката се състои от горна чугунена рамка и основа, към които са монтирани страниците, предниците, гърбът, покривният капак, горивната камера, въздушните прегради и нафтовият резервоар.
Под дъното е поставена тавичка за разлятата по невнимание нафта при зареждане на резервоара и при почистване филтъра на дозатора.
Горивната камера е цилиндър, в който е монтирано горивното гърне. По повърхността на гърнето има отвори, през които преминава необходимият за горенето въздух. В същото гърне на щифтове лежат чугунени дискове, спомагащи за доброто горене на печките.
В долната задна страна е монтирана въздушна клапа, която регулира влизащия въздух, необходим за изгаряне на нафтата.
В горната задна страна е монтиран коминът за отвеждане на изгорелите газове. Пред отвора е монтиран отражател за задържане на топлоотдаването.
Нафтова печка Балкан
Захранващата система се състои ot:
а) Нафтов резервоар, на който е монтиран нивопоказател за от читане на количеството нафта; капачка; гърловина с цедка за наливаме нафта в резервоара; бакелитово копче за отваряне и затваряне крана на резервоара.
б) Нефтопровод, свързващ резервоара с дозатора и дозатора посредством щуцера с горивното гърне.
в) Дозатор с предохранително устройство. Служи за дозиране притока на горивото с шест плавно регулиращи степени. Регулирането се извършва посредством ключа на регулатора, изведен над горната чугунена рамка.
При завъртване ключа на регулатора от нулево деление по скалата се включва дозаторът на :
1-во деление — разход на гориво минимален ;
6-то деление — разход на гориво максимален.
Нафтова печка Балкан
Всяко междинно положение отговаря на междинен разход на горивото.
За предпазване от преливане на нафтата от горивното гърне при самозагасила се печка предохранителният клапан на дозатори при покачване нивото на горивното гърне задействува и притокът се прекратява.
За да се запали печката отново, необходимо е събралото се количество нафта в горивното гърне да се отнеме посредством гъба, парче плат и др.
За привеждане дозатора отново в работно положение се включва предохранителният клапан чрез натискане лостчето, намиращо се от предната страна на дозатора — надолу.
МОНТАЖ И ЕКСПЛОАТАЦИЯ НА ПЕЧКАТА
Всеки притежател на нафтови отоплителни печки ПОИ —50 н ПОН 75 преди да ги монтира трябва да спази следните условия:
Отвеждането на изгорелите газове от печката към комина става с тръби с ф = 130 мм. Уплътнението на тръбите до розетката трябва да бъде добро. В противен случай тягата се намалява, в резултат на което се влошава горивният процес.
За да се получи нормално горене на печките, дозаторът трябва да бъде нивелиран. По този начин се постига равномерно протичане на горивото по дъното на горивното гърне.
Нафтова печка Балкан
Печката Балкан трябва да се поставя най-малко на 80 см от горими и трудно горими конструкции — обзавеждане, лимоотводните им тръби на 50 см.
Нафтовите отоплителни печки ПОН—50 и ПОН—75 горят само НАФТА. Употребата на горива като бензин, бензол, спирт, газ, масла и др. Е СТРОГО ЗАБРАНЕНО.
ЗАПАЛВАНЕ и ЗАРЕЖДАНЕ НА ПЕЧКАТА С ГОРИВО
При изливане нафта в резервоара трябва да се вдигне покривният капак 1, копчето за крана на резервоара 5 да е завито надясно до отказ. Ключът за регулиране дозатора 7 да е на нулево положение. Снема се капачката 6, проверява се цедката да е на място и се налива нафта.
Запалването на нафтовите отоплителни печки се извършва н следната последователност:
Отваря се капакът на горивната камера 2, развива се 3-4 оборота копчето за крана на резервоара 5, ключът за регулатор 7 се поставя на 6-то деление до появяване на нафта по дъното на горивното гърне 14, след което ключът на регулатора се връща на 2-ро деление.
През отвора на горивната камера в горивното гърне се поднася запален памук, напоен със спирт или нафта. Затваря се капакът на горивната камера 2 и през отвора на същия се наблюдава горивният процес.
Нафтова печка Балкан
Нафтовата печка Балкан е нормално запалена тогава, когато пламъкът обхване цялото дъно около долния ринг.
За усилване горивния процес необходимо е ключът на регулатора за дозатора 7 да се превключи на по-висока степен. Последователното включване от степен в степен да се извършва в интервал от 3-4 мин.
При прескачане на отделни степени при първоначално запалване на печката се нарушава горивният процес, в резултат на което печката не гори нормално, вибрира, бучи, отделя сажди и коксуващи вещества.
Забележка: Ако печката преди това е работила и се е самозагасила, проверява се предохранителният клапан на дозатора 10 дали е в работно положение. Чрез натискане лостчето 11 надолу, след сваляне на долния преден капак, дозаторът се включва в работно положение.
Нафтова печка Балкан
ЗАГАСЯВАНЕ
Загасяването на нафтовата печка Балкан се извършва като се отваря покривният капак 1, ключът за регулиране на дозатора 7 се поставя на деление 0 (нула). Копчето за крана на резервоара 5 се завива надясно до отказ, след което същата ще загасне.
Ново запалване на печката може да се извърши само след като тя е изстинала напълно.
По-любознателните от Вас сигурно знаят, че терминът ЛАЗЕР е абревиатура, съставена от първите букви на думите във фразата „усилване на светлината чрез принудително излъчване“ на английски език (acronym LASER ==> Light Amplification Stimulated Emission Radiation).
Какво представлява лазерноторязане?
Лазерите за рязане са конструирани да съсредоточават голямо количество енергия в малко,
добре оформено петно. Типичният диаметър на това петно е от порядъка на стотици микрони. Топлинната енергия, създадена от лазера, стопява или изпарява материалите в тази малка зона, а чрез подаване в зоната на работен газ / кислород, азот, СО2 и др./ изпареният материал се издухва извън прореза.
Енергията на лъча се подава точно където е необходимо, с което се минимизира топлинното въздействие извън зоната на рязане.
Какви са предимствата и недостатъците на лазерноторязане? Лазерноторязане е обикновено с по-висока скорост в сравнение с водоструйното при
еднакви материали и дебелини. Лазерноторязане предизвиква появяването на град по среза,
което може да бъде нежелателно при някои приложения.
Първото индустриално приложение на СО2 лазерите е било прорязването на
шперплатовите основи на щанците в опаковъчната индустрия. След своето най-ранно приложение през 1972 г., тази технология се е развила извънредно много и сега лазерите се използват с голям икономически и технически успех за рязане на почти всички материали. Беглият преглед на достъпната литература показва един огромен спектър от приложения от
пробиването на бебешките биберони до изрязването на суперсплавите в аерокосмическата
промишленост.
Лазернорязане Lazerno ryazane
А това, на което ще спрем вниманието си днес, е , че в България също е имало предприятие, произвеждащ лазерна техника и лазернооборудване. Това е Заводът за лазернотехнологично оборудване ,,Игликa“ към ОЗ ,,Оптика и нови технологии“ в София, работил през 1980-те години.
Именно с едно от техника изделия ще се запознаем сега в Сандъците– Sandacite.
За нас е гордост да Ви представим Искър 500! :)
Както гордо е изписано с големи букви на оригиналното й техническо описание,
ИСКЪР 500 ВИ ОСИГУРЯВА НОВИ ТЕХНОЛОГИЧНИ ВЪЗМОЖНОСТИ ЗА РЯЗАНЕ НА ДЕТАЙЛИ ОТ МЕТАЛ, ДЪРВО И ПЛАСТМАСА СЪС СЛОЖНА КОНФИГУРАЦИЯ.
ТЯ ВИ СПЕСТЯВА СРЕДСТВА С ПО-ВИСОКАТА СИ ПРОИЗВОДИТЕЛНОСТ И С ПО-НИСКИТЕ РАЗХОДИ СПРЯМО КОНВЕНЦИОНАЛНОТО ОБОРУДВАНЕ – ОСОБЕНО ПРИ СРЕДНОСЕРИЙНО, МАЛКОСЕРИЙНО, ЕДИНИЧНО И ЕКСПЕРИМЕНТАЛНО ПРОИЗВОДСТВО.
Лазерна машина Искър 500 Lazerna mashina Iskar 500
Ето най-важната информация за българската система за лазернорязане:
ЛТС Искър 500 реже метални листа от стомана с дебелина до 6 мм, а също плоскости от дърво, пластмаса, кожа и други материали.
ЛТС Искър 500 е комплектована с нов за времето си тип СО2 лазер – бързопроточен с надлъжен разряд, притежаващ редица предимства пред досега използваните напречни, бавно проточни СО2 лазери.
ЛТС Искър 500 се е предлагала без или със САD/САМ ’’Прометей” (компютърна система за автоматизирана подготовка на програми за лазернорязане). Без САD/САМ ’’Прометей” цената на целия комплект е с около 25 % по-ниска, но спомнете си поговорката: ”Не съм достатъчно богат, за да купувам евтино”.
ЛТС Искър 500, натоварена при двусменен режим на работа, възвръща вложените капиталовложения за срок година — година и половина.
А завод Иглика е предлагал на клиентите шефмонтаж, обучение на кадри, следгаранционно сервизно обслужване и резервни части за 2- до 5-годишен период на експлоатация, които са предмет на допълнителни договори.
Система за лазернорязане Sistema za lazerno ryazane
А кои са най-важните характеристики на Искър 500?
автоматичен, пневматичен захват на листовия материал – стандартен лист 1 х 2 м (с едно препозициониране) или по-малък.
работен ход на масата по ос X и по ос У — 1000 мм
дебелина на обработвания материал:
за стомана до 6 мм
за дърво и пластмаса до 10 мм
скорост на позициониране – 8 м/мин
скорост на рязане – до 4 м/мин
ширина на среза – от 0,2 до 0,5 мм
грапавост на обработената повърхност – </= Ra 100
врзме на готовност на ЛТС ’’Искър 500” за работа – 15 мин.
ЛТС Искър 500 извършва автоматичен разкроя на листовия материал по предварително зададена програма
подборът на технологичните параметри мощност, скорост на рязане, времезадръжка за пробиване, режещ газ и вода е в зависимост от дебелината и вида на обработвания материал.
Лазерна машина Искър 500 Lazerna mashina Iskar 500
Както и много други разработени през 80-те години в България технологични системи за производството, и Искър 500 се свързва и управлява чрез компютър. Важната за програмиста информация е следната:
Ако ЛТС е свързана със система за цифрово програмно управление на металорежещи машини ЗИТ 500М:
тип на кода EIA/ISO (автоматично разпознаван)
програмируем инкремент — 0,01/0,001
едновременно управлявани оси – 2
линейна и кръгова интерполация
САD/САМ система ’’Прометей”
използван език СМАРТ — версия на езика APT
библиотечен процесор
геометричен процесор
драйвер за плотер „ВМС ВС 281”, ’’Микроника 297” или аналози
постпроцесор ESSI
модул за сортиране на детайлите по технологични признаци
модул за оптимизация на разкроечния план
модул за нормиранe на материалните и трудови разходи
професионален 16-битов компютър
матрично печатащо устройство (или простичко казано – принтер)
плотер формат А3
Система за лазернорязане Sistema za lazerno ryazane
Какви са разходите на газове?
С02 – 0,008 м3/h (куб. метра/час) чистота 99,5 %
N2 — 0,04 м3/h чистота 99,6%
Не — 0,1 M3/h чистота 99,6%
режещ газ (обикновено О2) – 2 m3/h
сгъстен въздух – 1 m3/h от 3 до 5 атм.
Необходим ви е задел от оборотни бутилки за съответните газове.
И останалите технически характеристики:
Консумирана мощност 13 kVA
Захранващо напрежение 3 х 380 V; 50 Нz
Охлаждаща вода 1,5 m3/h
Температура на охлаждащата вода – 14°С ± 3°С
Размери и тегло на отделните блокове:
координатна маса – 2660 х 2660 х 895 мм, 700 кг
захранваш блок — 1175 х 750 х 1505 мм, 350 кг
носеща рама с С02 лазерен източник — 2800 х 1200 х 1960 мм, 950 kг
система за ЦПУ — 770 х 370 х 1270 мм, 180 кг
припасващ блок — 790 х 350 х 1270 мм, 250 кг
И накрая, нека отбележим, че системата за лазернорязане Искър 500 се е доставяла с комплект запасни части, а заводът е осигурявал 12-месечна гаранция поддръжка и по-нататьшно гаранционно поддържане.

![[1937] В техническите училища на Царство България](https://sandacite.bg/wp-content/uploads/tehnicheskite-uchilishta-carstvo-balgariya-9.jpg "[1937] В техническите училища на Царство България")