Бипулсатор е апарат за диадинамична електротерапия… днес в Сандъците – Sandacite ще видите за какво иде реч!
Диадинамична електротерапия с нашия Бипулсатор
Диадинамичната електротерапияе медиколечебен процес, при който се прилагат смесени (галвано-фарадични) токове и специфични токови форми с постояннотокова компонента. Тяхното обезболяващо и хиперемизиращо действие е било познато отдавна. През последните години обаче се разшири особено методиката на приложение на тези токове след изследванията и резултатите на Пиер Бернар (Рierre Bernard). Въз основа на опитни изследвания той е установил една група импулсни комбинации, наречени от него диадинамичнитокове, които имат силно изразено обезболяващо и хиперемизиращо действие. Те се образуват от синусов променлив ток с честота 50 Hz след еднопътно или двупътно изправяне.
Българският апарат Бипулсатор е предназначен за електротерапия с диадинамични токове. Той дава на пациентните клеми както всички токови форми по Бернар, тъй и съчетания на тях с различно висока постояннотокова компонента за комбинирано приложение с йонофореза и галванизация. Вследствие на това възможностите, които дава апаратът, са по-широки от тези на френските апарати Диадинамик, произвеждани също тогава – втората половина на 50-те години.
Схемата на българския апарат за диадинамична електротерапия Бипулсатор(фиг. 2) е комбинация от два еднопътни лампови изправителя без изглаждащи филтри. Различните токови форми се получават, като се включват комбинирано изправителите:
а) през анодната верига — отсечено включване и изключване, и
б) през катодната верига — плавно (постепенно) достигане до максимума и спадане до нула.
Апарат диадинамична електротерапия Aparat diadinamichna elektroterapiya
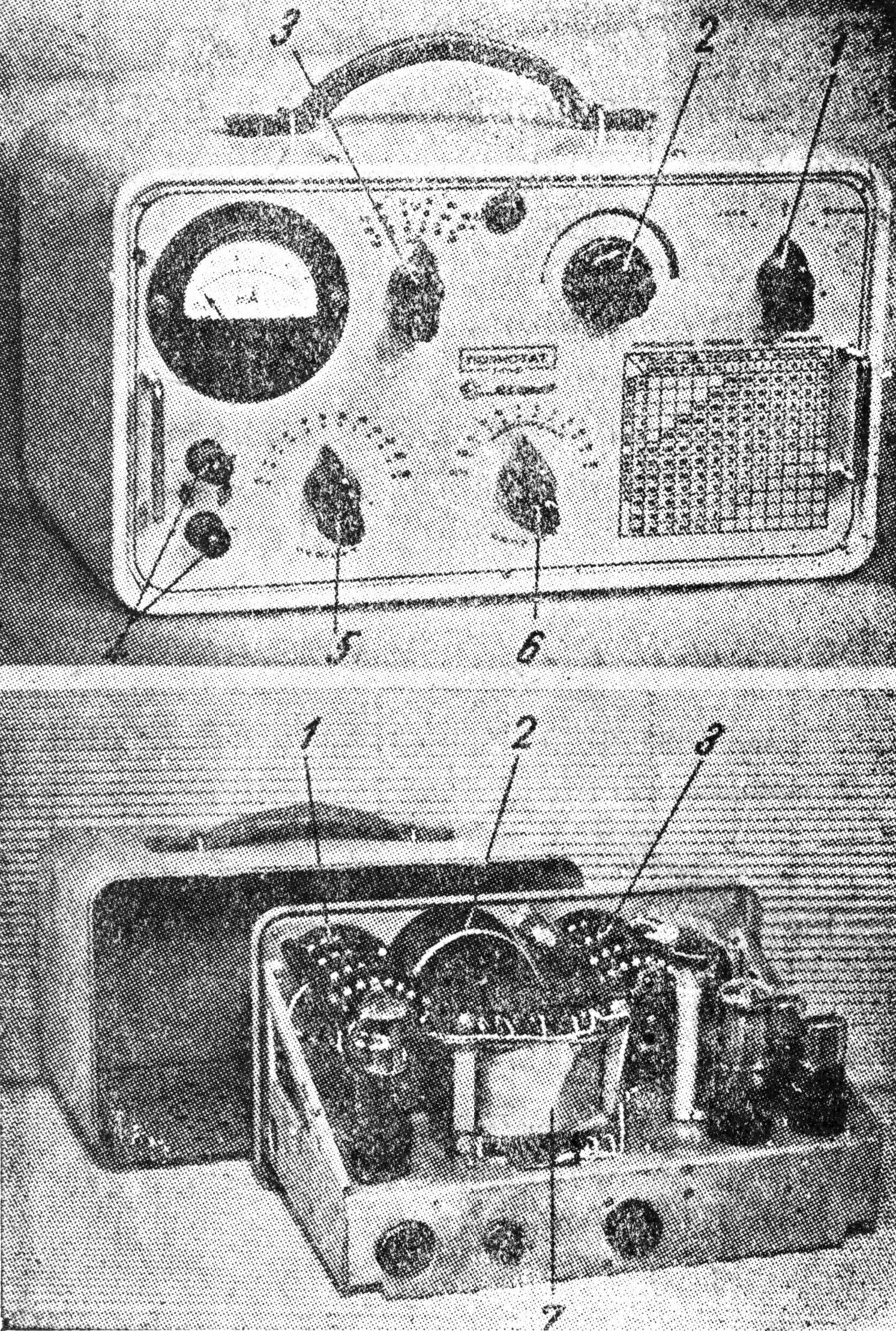
Фиг. 1. 1 — избирач за токовите режими; 2 — превключвател за % правотокова компонента; 3 и 4 — груб и фин регулатор за пациентния ток; 5 — регулатор за яркостта на осцилоскопа; 6 — превключвател за поляритета на пациентните клеми (7); 8, 9 — главен ключ със сигнална лампа; 10 — осцилоскопна тръба; 11 — мрежов трансформатор; 12— захранващ трансформатор за осцилоскопното устройство ; 13 — моторен прекъсвач; 14 — предпазно реле
В режимите MF и RS (таблицата) първата изправителна лампа не работи (отоплението и анодите на лампата са изключени) и на изходящите потенциометри се подават само еднопътно изправени синусови импулси. От друга страна, чрез моторния прекъсвач (73) се изключват ритмично:
в режим СР — анодната верига на І, и в RS — тази на ІІ изправителна група. Двете полувълни достигат в изходния потенциометър накъсани на определените интервали;
в режими на средни и дълги серии — отоплителната верига (катода) на първата лампа, от което полувълната се изключва и включва последователно, но постепенно (модулирано) в изхода.
Апарат диадинамична електротерапия Aparat diadinamichna elektroterapiya
Апаратът освен това дава възможност да се увеличава постояннотоковата компонента на импулсния ток от 0 до 100%, като се включват различни по стойност изглаждащи кондензатори (2). По този начин Бипулсаторътдава и последната форма на токовете на Бернар — ондулиран постоянен ток, и то не само с различно дълбока модулация, но и формирана по една от шестте вида токови форми.
За да се предпази пациентът от възможни токови удари при евентуално прекъсване на изходящите жични потенциометри, в тяхната верига е включена намотката на едно предпазно реле (14). Работният контакт на това реле прекъсва пациентната верига при дефект в потенциометрите. Протичането на подадените в изхода токови форми се контролира върху екрана на една осцилоскопна тръба B6S1. Хоризонталното движение на лъча се командува с трионовидно напрежение, получено от блокинг генератор с определена честота.
Конструктивно апаратът за диадинамична електротерапия е оформен панелно (фиг. 1) в метален кожух. Бипулсаторе предвиден да се свързва към променливотокови мрежи 110, 127, 150 и 220 V и 50 Hz. Мрежовата му консумация е ~ 35 W. Габаритите му са ~ 540 x 355 x 360 мм, а теглото — ~15 кг.
През първата половина на 70-те години се появява още един модел Бипулсатор – ето този:
Бипулсатор – уред за лечение с ток
Литература:
Рабов, С., и др. Електротехнически наръчник. Ч. ІV – Електромедицински апарати. София, Наука и изкуство, 1957.
Маринчев, К., и др. Електромедицински апарати. София, Нар. просвета, 1958.
Карадимов, С. Електромедицински апарати. София, Техника, 1960.
Полистатът е универсален уред заелектродиагностика и електролечение с постоянен ток и правоъгълни токови импулси с регулируема повторяемост и продължителност.
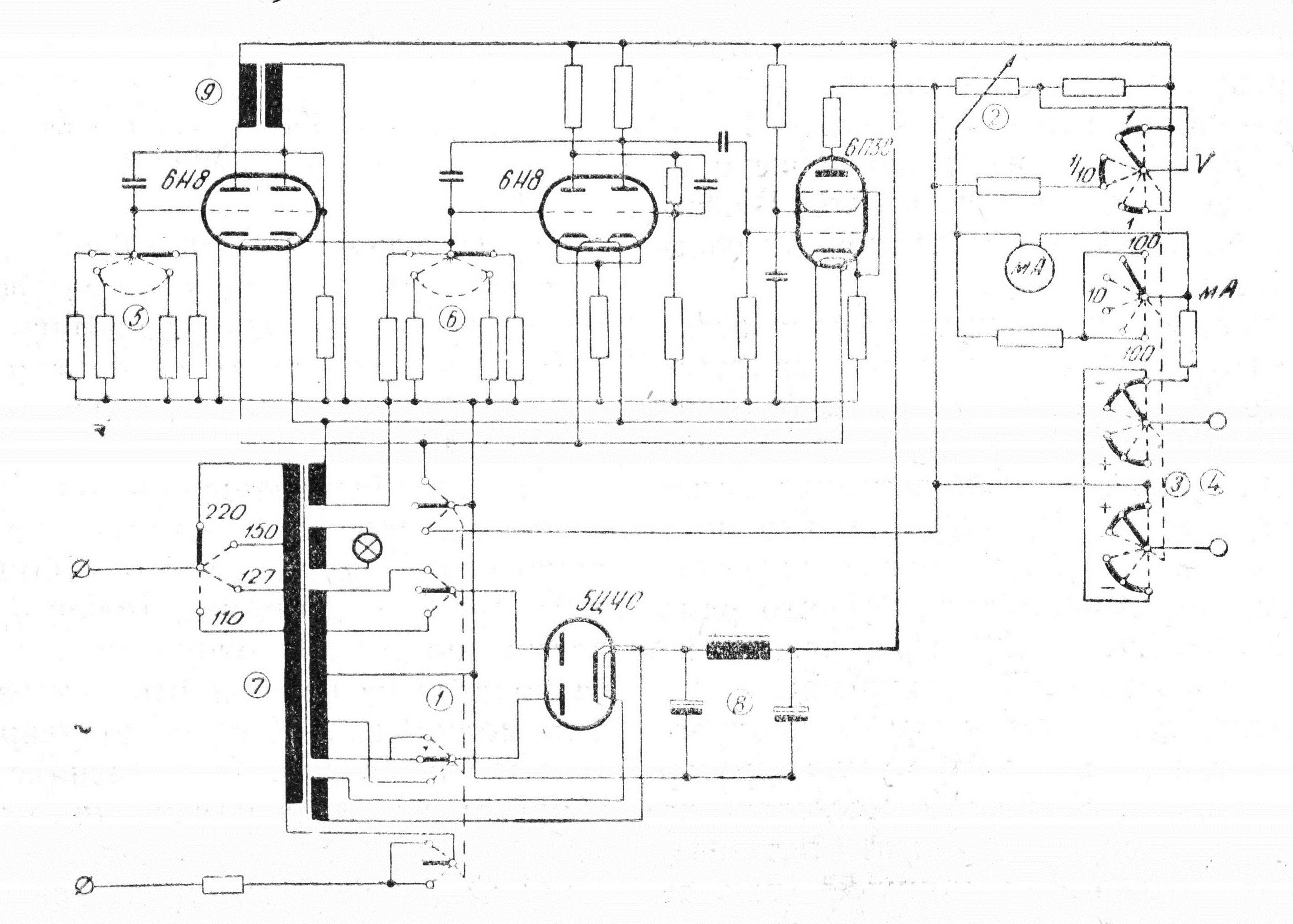
Галваничният (постоянният) ток се получава от двупътен лампов изправител (лампа 5Ц4С) и изглаждащ филтър (фиг. 1), който намалява пулсациите под 1 %. Напрежението на пациентните клеми се регулира плавно в два обхвата: 0 -4- 10 и 0 – 100 V. Максималната сила на пациентния ток е 100 ма и се измерва с милиамперметъра с два превключваеми обхвата — 10 и 100 mA.
Импулсните токове с правоъгълна форма се получават от чакащ мултивибратор, възбуждан от блокинг-генератор и се усилват в крайното стъпало с лампа 6ПЗС. Устройството работи, както следва: Блокинг-генераторът е построен върху първата лампа 6Н8. Левият й триод работи като генератор, в чиято анодна верига е включен блокинг-трансформаторът (9). Другата намотка на последния е включена във веригата на решетката на триода през прехвърлящия кондензатор. Между нея и катода се превключват утечни съпротивления (5), с които се регулира честотата на повторение на генерираните импулси. От решетката на блокинг-генератора импулсите се подават на мултивибратора през изправител, който отрязва отрицателната им част. За изправител на апарата за електролечение Полистат се използва десният триод на първата лампа.
Апарат за електролечение Aparat za elektrolechenie
Мултивибраторът е построен върху втората лампа 6Н8. Между анодите и решетките на двата триода, които образуват мултивибратора, са включени постоянни капацитети. Към решетката на левия триод могат да се превключат различни утечни съпротивления (6), чрез които се регулира продължителността на импулсите. Лампата 6ПЗС образува усилвателно стъпало, което осигурява потребното напрежение и мощност на изхода. Честотата на повторение и продължителността на импулсите се регулират чрез двата многостъпални ключа (5) и (6) независимо една от друга с по 12 стъпала в границите 0,5-1500 Hz и 0,02-100 милисекунди. Амплитудата на импулсите се регулира плавно с изходния потенциометър (2) в два обхвата — 0-200 V и 0-20 V. Максималният пациентен ток достига 20 mA.
Когато се премине към режим на постоянен (галваничен) ток, с ключа (/) се прекъсва отоплението на трите лампи на импулсния генератор, анодното напрежение на токоизправителната лампа се превключва на по-ниска стойност, а входът — от изглаждащия филтър — на общия изходен потенциометър (2).
Фиг. 2 . 1 — главен ключ и превключвател за режимите; 2 — регулатор за пациентния ток ; 3 — превключвател за обхватите на милиамперметъра и поляритета на пациентките клеми (4) ; 5 —- превключвател за честотата на импулсите ; 6 — също за тяхната продължителност ; 7 — мрежов трансформатор ; 8 — изглаждащ филтър ; 9 — блокинг-трансформатор
Апаратът заелектродиагностика и електролечениее оформен панелообразно (фиг. 2) на шаси с лицева плоча и отделен метален кожух. На лицевата плоча освен командните и контролни органи е поместена и таблица за отчитане на продължителността на паузите между импулсите. Полистатът може да се превключва за стандартните мрежови напрежения— 110, 127, 150 и 220 V; консумацията му от мрежата е ~ 35 W. Габаритните размери на апарата са 300 X 210 X 185 мм, а теглото – ~ 9 кг.
Литература:
Рабов, С., и др. Електротехнически наръчник. Ч. ІV – Електромедицински апарати. София, Наука и изкуство, 1957.
Маринчев, К., и др. Електромедицински апарати. София, Нар. просвета, 1958.
Карадимов, С. Електромедицински апарати. София, Техника, 1960.
Панеловоз е вид нископлатформен автомобил, предназначен за транспорт на строителни панели.
Панеловоз – що е то
Както научихме от ТАЗИ публикация, панелите първоначално се произвеждат в домостроителните комбинати, извозват се до строителните площадки и едва тогава се монтират на сградата. Транспортът става с няколко различни вида транспорт, като най-използваният са панеловозите. В първите години на едропанелното строителство в България вместо тях са използвани различни камиони, като напр. чехословашкият Tatra 111 (произв. 1942-1962, 12-цилиндров дизел с въздушно охлаждане). По-късно обаче започва организиран внос на панеловозиот СССР. Тук е мястото да отбележим, че панеловозът обикновено няма собствен двигател, а ce задвижва от камион.
В тази публикация на Сандъците– Sandaciteще разгледаме панеловозите, използвани в България по времето на пика на панелното строителство – 70-те и 80-те години на ХХ век.
Тъй като изискванията на статиката налагат елементите да се превозват в положение, най-близко до проектното, т. е. това, което те ще имат в сградата, се налага да разделим панеловозите за транспорт на елементите на две групи:
а) панеловозиза транспорт на панели в хоризонтално положение (подови и покривни панели, стълбища и др.);
б) панеловозиза транспорт на панели във вертикално положение (стенни панели и др.).
Подови и стълбищни панели при по-малки размери могат да се транспортират с обикновени автомобили. Но размерите на подовите панели често пъти надхвърлят габаритите на каросерията им и затова не могат да се транспортират с тях. Това налага да се направят специални панеловози (ремаркета), които да се теглят от влекачи. Панеловозитеса ремаркета или полуремаркета, специално конструирани за превоз на панелите. Товароподемността им е от 3 до 20 тона, а понякога и по-голяма. Панеловозите биват с една ос (полуремаркета) и с две или повече оси.
Разнообразието от актуалните през разглеждания период панеловозие голямо, въпреки че между тях няма съществена принципна разлика.
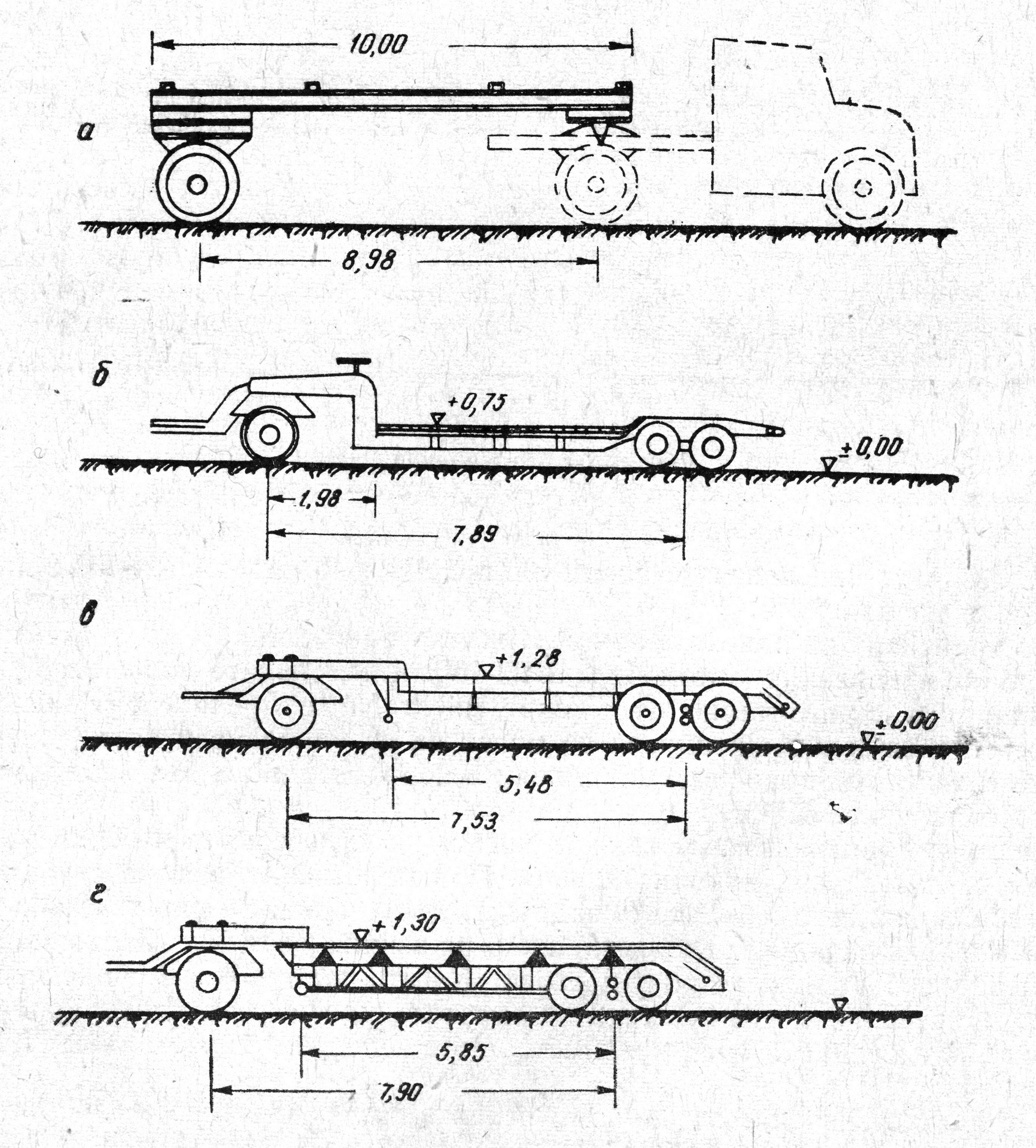
Съветските панеловозитип ЦНИПС-200 са предназначени за транспорт на панели в хоризонтално положение. Те представляват полуремаркета с една ос и две двойни колела. Имат товароподемност 6 т. Превозват две или повече панели в зависимост от теглото им. За теглителна сила като влекачи се използват автомобили ЗИЛ-150 (фиг. 1).
Панеловоз Panelovoz
Фиг. 1. а – тип ЦНИПС-НИИ-200; б – тип Т-151; в – тип МАЗ-5203; г – тип МАЗ-5203М
Панеловозите ремаркета тип Т-151 и МАЗ 5203М са най-малко с две оси. Те имат по-голяма товароподемност от панеловозите полуремаркета. За влекачи при тях се използуват по-мощни автомобили от типа на ЯАЗ- 200 и МАЗ-200.
Стенните панели при експлоатацията им в строителството са във вертикално положение. Транспортирането им в хоризонтално положение би наложило допълнителна армировка, която няма да се използува при експлоатацията и излишно ще ги оскъпи. Затова елементите се транспортират в положение, близко до проектното им.
Вертикалният транспорт на стенните панели изисква специални приспособления за прикрепването им. Освен това действащият тогава Правилник за уличното движение е изисквал височината на панелите, натоварени на транспортното средство, да не надвишава приетите габарити. Тези задължения налагат да се създадат панеловозис ниски платформи и приспособления за прикрепване на панелите.
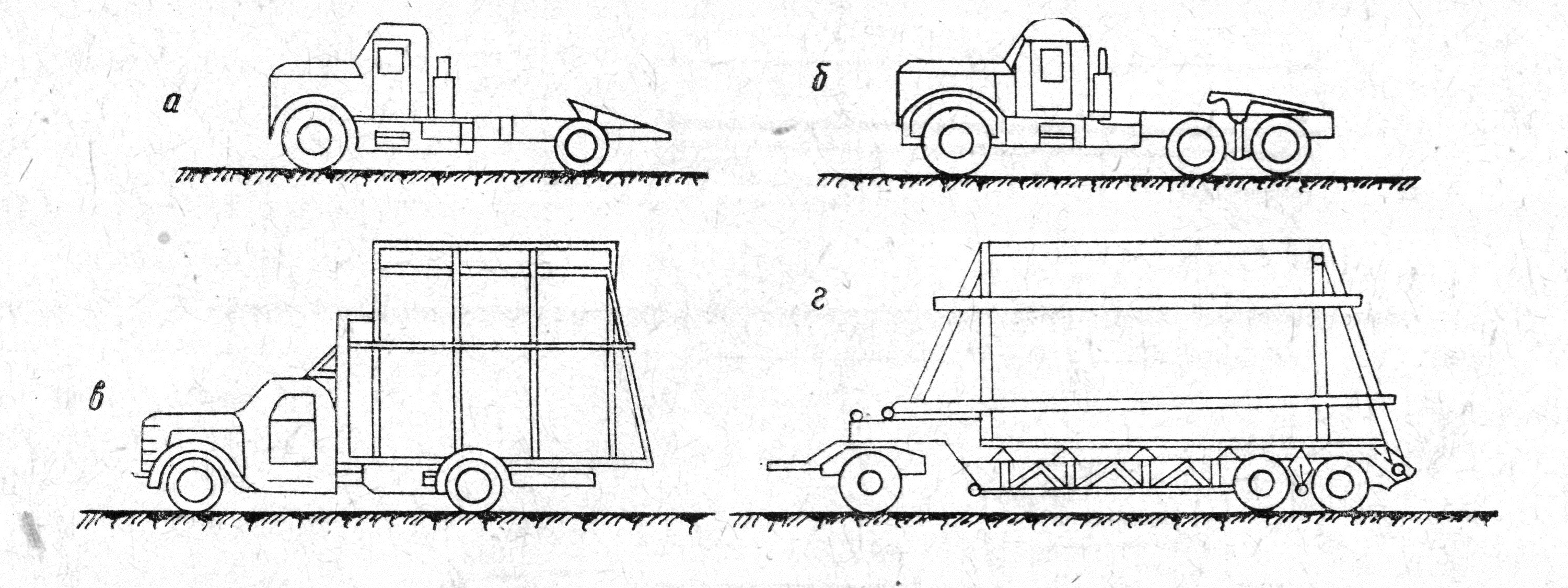
За транспорт на панелите във вертикално положение може да се приспособи обикновеният автомобил ЗИЛ-150. Споменатите панеловозиза транспорт в хоризонтално положение могат да се приспособят посредством сглобяеми съоръжения, за да могат да се използват като универсално средство за транспорт на панели в хоризонтално и във вертикално положение (фиг. 2).
Панеловоз Panelovoz
Фиг. 2. Автовлекачи: а — тип МАЗ-200В; б — тип ЯАЗ-210Д; в — ЗИЛ-150; г — Т-151, Т-151 А и МАЗ 5203
Често в практиката е имало случаи; когато на каросерията на един автомобил са натоварени няколко панела. В такъв случай обаче при пристигането си на строителната площадка автомобилите се задържат дълго време за разтоварване на елементите на склад или до монтирането на всички елементи. Задържането на моторната кола оскъпява превоза. Когато се употребяват панеловози (ремаркета или полуремаркета), има възможност моторната кола да се освободи веднага. Именно това предимство на панеловозитепоевтинява строителството.
От голямо значение за икономическия ефект на превоза е изборът на типа на панеловозаи влекача.
Като извод от гореизложеното можем да кажем следното:
а) най-скъп е превозът на елементите, при който се използуват каросериите на съществуващите автомобили, а не се използуват ремаркетата-панеловози;
б) най-икономичен е транспортът на панели с тежкотоварни ремаркета-панеловози;
в) тежкотоварните панеловозиса по-икономични от едноосните панеловози.
Готовите елементи, произведени в завода, трябва да се доставят на монтажните обекти комплексно в ред и срокове, установени в графика за доставката им на обекта.
Приема се, че превозът на готовите елементи може да се предприеме само когато бетонът им е придобил 70 % от проектната якост.
При превозването, товаренето и разтоварването на готовите елементи трябва да бъдат взети мерки против повреждането на детайлите, сглобките и особено армировките. Затова е необходимо товаренето и разтоварването да се извършват от опитни работници (машинисти и прикачвачи), като закачването и откачването да стават под ръководството на опитно техническо лице, добре запознато със статическите и конструктивните изисквания за всеки елемент.
Натоварването на ресорите на превозните средства трябва да бъде симетрично и равномерно.
При превоза на големи покривни панели транспортните средства трябва да бъдат снабдени с отговарящи на габаритите на панелите ин- вентарнщрамки, които да се подлагат под тях така, че при движение да се избягват недопустимите провисвания или огъвания. Едноосните колесарки, прикачени към автомобилите, трябва да бъдат снабдени с шарнирно съоръжение за безпрепятствено въртене през време на движението.
За да не се допусне пренапрежение на елементите през време на превозването им, под и между тях се поставят на съответните места трупчета от меко дърво, дървени подложки, клинове и т. н., като се осигури плътното прилягане под и между елементите и стените на превозното средство. Това е много важно особено за онези елементи, които поради конструктивни съображения трябва да се превозват във вертикално положение.
Ако пък Ви интересува как точно работи транспортът на вече готови, произведени панели, можете да прочетете и тази наша статия:
Каква е разликата между електрически удар и електрическо изгаряне разказваме днес в Сандъците – Sandacite
Електрически-удар-и-електрическо-изгарян
Прави ми впечатление, че повечето хора не правят разлика между различните видове поражения от електрическиток. Истината е, че те биват различни според това дали са причинени от високата температура на преминалия през тялото електрически ток, или поради действието на тока върху нервната система на организма. Няма значение – за хората това е все ,,удари го токът„!
Именно затова в тази публикация ще се опитаме да внесем яснота. Искрено се надявам да се оптимизира добре, та да бъзе подръка на всеки, потърсил в Гугъл нещо по тази тема.
Електрическият ток предизвиква поражение върху човешкия организъм в случаите, когато:
а) електрическият ток премине през части от тялото на човека;
б) части от тялото са подложени на влиянието на високата температура на електрическата дъга;
в) тялото е подложено на силно електростатично или електромагнитно поле;
г) човекът е обгорен или задушен от пожар или взрив, предизвикани от електрически ток;
д) човекът се нарани при падане при работа на високо, загубил равновесие поради уплаха от електрически удар, електрическа дъга или искра.
Злополуките се разделят на два основни различни вида — електрическо нараняване и електрически удар, като електрическият удар е по-често срещан.
1. Изгаряниясе получават при протичане на електрически ток през части от тялото или от високата температура на електрическа дъга, появила се близо до тялото.
Когато токът протича през тялото, той среща най-голямо съпротивление при преминаване през кожата и поради това най-много топлина се отделя в кожата, където изгарянията са най- чести (70-80 % от всички изгаряния от електрически ток). При големи токове или продължително въздействие се отделя по-голяма топлина. Тогава изгаряниятапроникват по-дълбоко в тялото и са много опасни, защото мъчно заздравяват и често се инфектират.
Изгаряниятаот електрическадъга са най-опасни, когато дъгата се. запали между част от тялото и тоководеща част. В този случай дъгата се допира до повърхността навялото и предаването на топлината става чрез конвекция. Когато дъгата гори между тоководещи части или между тоководеща част и земя, тогава топлината се предава чрез излъчване и изгарянията са по-редки, обаче има опасност от поражение на очите и уплаха.
Електрически изгаряниясе получават и при допир на нагорещени от електрически ток части или от капки от разтопен метал на стопилката на предпазител.
Изгаряниятаот електрически ток могат да бъдат от различна степен — от зачервяване на кожата до овъгляване на тъканите. Степента на изгарянето определя и необходимостта от лекарска помощ.
2. Метализация на кожата се получава, когато много дребни метални частици проникнат в кожата. Причината за това може да бъде електрическата дъга, която изпарява метала близко до кожата и изпареният метал прониква в кожата. Метализация се получава и при плътно допиране на кожата до тоководеща част. Тогава електрическият ток, който протича през кожата, разлага течностите на тъканите на основни и киселинни йони. Киселинните йони с метала образуват съответните соли на метала, които проникват в кожата.
В зависимост от метала на тоководещата част метализираната кожа се оцветява с цвета на окиса, както следва: зелено при мед, сярно- жълто при олово и синьозелено при месинг.
На мястото на метализацията кожата е грапава и корава и човек усеща дразнене от присъствие на чуждо тяло.
3. Електрически белег се получава по повърхността на кожата на мястото на преминаване на електрически ток в тялото. Електрическият белегпредставлява кръгли или елипсовидни подутини на кожата с бял или жълтеникав цвят, ясно очертани. Размерите им са до 5 мм в диаметър. Тези подутини са безболезнени и изчезват без усложнения. Понякога се появяват известно време след допирането.
Причината за този вид поражение не е обяснена, но се предполага да е механическо или химическо действие на тока върху тъканите, когато има добър контакт между кожата и допрения предмет и при сравнително ниска температура на мястото на поражението (50—110°С).
Пострадалият от метализация на кожата и от електрически белег трябва да бъде прегледан от лекар, когато тези поражения обхващат голяма част от повърхността на кожата.
4. Електроофталмия (повреда на очите) представлява изгаряне на очите в различна степен от силната температура или от лъчистата енергия на електрическата дъга. Получава се при електрозаварка 0ез употреба на предпазни очила или екрани. Може да се получи и при електрическа дъга при неправилно задействане на разединители или при къси и земни съединения.
5 Други травми, като счупване на кости, на гръбначния стълб и др., се получават при падане от високо при работа върху електрически съоръжения. Причината за падането може да бъде уплаха от електрически удар, дъга или искра или пък неправилно укрепяване на работещия.
Електрическо изгаряне Elektrichisko izgaryane
Електрически удар
Електрическият удар се получава при протичане на електрически ток през тялото на човека, при което токът действува върху нервната система и по-специално върху мозъчните центрове, управляващи дишането и сърцето.
Електрическият удар се изразява в различна степен на нарушение на нормалната работа на организма в зависимост от силата на тока и продължителността на въздействието му, както и от много други фактори.
При ниски напрежения в първия момент след контакта с тоководещата част токът през тялото е малък, защото съпротивлението на тялото е още голямо. Действието на електрическия ток се изразява само в свиване на мускулите на пръстите на ръката (ако частта е хваната с ръка). При това свиване пръстите се стараят да задържат по-здраво хванатия предмет. Ако в тази степен на поражение човекът не успее да се освободи от хванатия предмет, съпротивлението на тялото (кожата) бързо спада, токът се увеличава и започва парализ на мускулите на ръката, на мускулите на дишането и най-накрая на мускулите на сърцето.
При високи напрежения токът е много силен още с допиране на тоководещата част и парализът на дишането или на сърцето започва веднага.
Най-честото тежко поражение при електрически удар е парализът на дишането, при което настъпва така наречената привидна смърт. Дишането спира съвсем, а сърцето работи слабо, мъчно уловимо. Пострадалият е в безсъзнание и смъртта настъпва вледствие на задушаване. Необходимо е да се започне незабавно с изкуствено дишане, което в повечето случаи може да спаси човека от смърт.
По-рядко тежкото поражение от електрически удар има за последствие парализ на дишането и на сърцето, при което настъпва смърт.
Тежки поражения от електрически удар, включително смърт, могат да се предотвратят, като се прекрати колкото се може по-бързо преминаването на тока през тялото.
Електрическият удар може да бъде придружен и с изгаряне от различна степен, а също и с други травми.
Заболявания
Освен трудови злополуки, резултат на кратковременни въздействия електрическият ток предизвиква и някои заболявания от продължително въздействие на електростатично поле с голяма напрегнатост или на електромагнитно поле с голяма честота. Например доказано е, че при продължителна работа в близост до електрически съоръжения с напрежение 110 kV и честота 50 Hz работниците изпитват нервно възбуждение и угнетяващо чувство. От друга страна, електромагнитното поле със свръхвисока честота предизвиква главоболие, увеличение на температурата, слабост и. други неразположения, които минават след премахване влиянието на полето. Не всички от тези въздействия обаче са добре проучени.
Електроофталмията може да се появи и от слабо, но продължително въздействие на електрическата дъга при електрозаварки. В този случай тя представлява професионално заболяване.
Наскоро в Сандъците – Sandacite Ви разказахме накратко за българската текстообработваща машина ИЗОТ 1002С.
Функции на ИЗОТ1002С
А ето и нейните пълни възможности. Това е специализирана малогабаритна система за създаване, редактиране и съхраняване на документална информация, изградена на съвременна микропроцесорна елементна база. В състава на текстообработващата машинавлизат следните блокове:
клавиатура със стандартни, специални и управляващи клавиши;
видеодисплей (монитор);
запомнящо устройство на гъвкав магнитен диск с две 8-инчови дискети — системна и архивна (също на ИЗОТ, разбира се!);
печатащо устройство;
микропроцесорен модул, съдържащ 2 микропроцесора М 6800, оперативна памет, захранване и др.
Машината може да работи в един от следващите режими, които се избират от оператора:
създаване на документ;
редактиране на документ;
печат на документ;
каталог на създадените документи;
архивиране на документ;
специални функции.
Създаването на документ става като на обикновена пишеща машина с тази разлика, че създаваната страница се изписва на екрана на монитора и във всеки момент могат да се нанасят поправки. За определяне мястото на поправката се използува показалецът на екрана (светъл щрих под реда), който може да се мести с помощта на специалните клавиши с означения на стрелки в четирите посоки. Символът, посочен от показалеца, може да се смени с всеки друг. При създаване на документ освен редовете на документа се индицират: ред за състояние, съдържащ индексен номер на документа, страница, ред и колона, и форматен ред, съдържащ междуредовата стъпка, състояние на табулатора и дясно поле. Най-долният ред се използува за индикация на съобщения за оператора.
В режим „Редактиране“ могат да се внасят изменения във вече създаден документ, извлечен от архивата. За определяне мястото на изменението (изтриване, вмъкване, заместване и др.) може да се използува търсене на зададен символ или низ. Екранът на текстообработващата машина ИЗОТ 1002С има две степени на яркост, което позволява да се отдели частта от текста до първото влизане на търсения символ (низ). Възможни са и такива действия като преместване на част от текста от едно място на друго, дублиране на част от текст, оформяне на абзац, центриране на заглавия с изравняване лявото и дясното отстояние, намиране на страница и др.
Режимът „Каталог“ позволява да се изведе на монитора информация за състоянието на архивата в даден момент. Могат да бъдат изведени и отпечатани данни за всички документи, съхранявани в архивата, както и 8а документи, съставени от даден ав-
В режимите „Печат на документ“ и „Архивиране на документ“ се извършва копиране на даден документ на печатащото устройство в зададен брой екземпляри, респ. запис на създаден документ в архивата на системата. За достъп до даден документ в архивата се използува неговият индексен номер. Въведеният режим „Специални функции“ позволява също така извършването на редица контролни и спомагателни операции.
А ето и хардуерната конфигурация на текстообработващата машина ИЗОТ 1002С:
Как са запълнени панелните фуги е болна тема напоследък. Затова сега в Сандъците – Sandacite ще Ви покажем как това се е правело, когато блоковете са се строели.
Запълване на панелни фуги
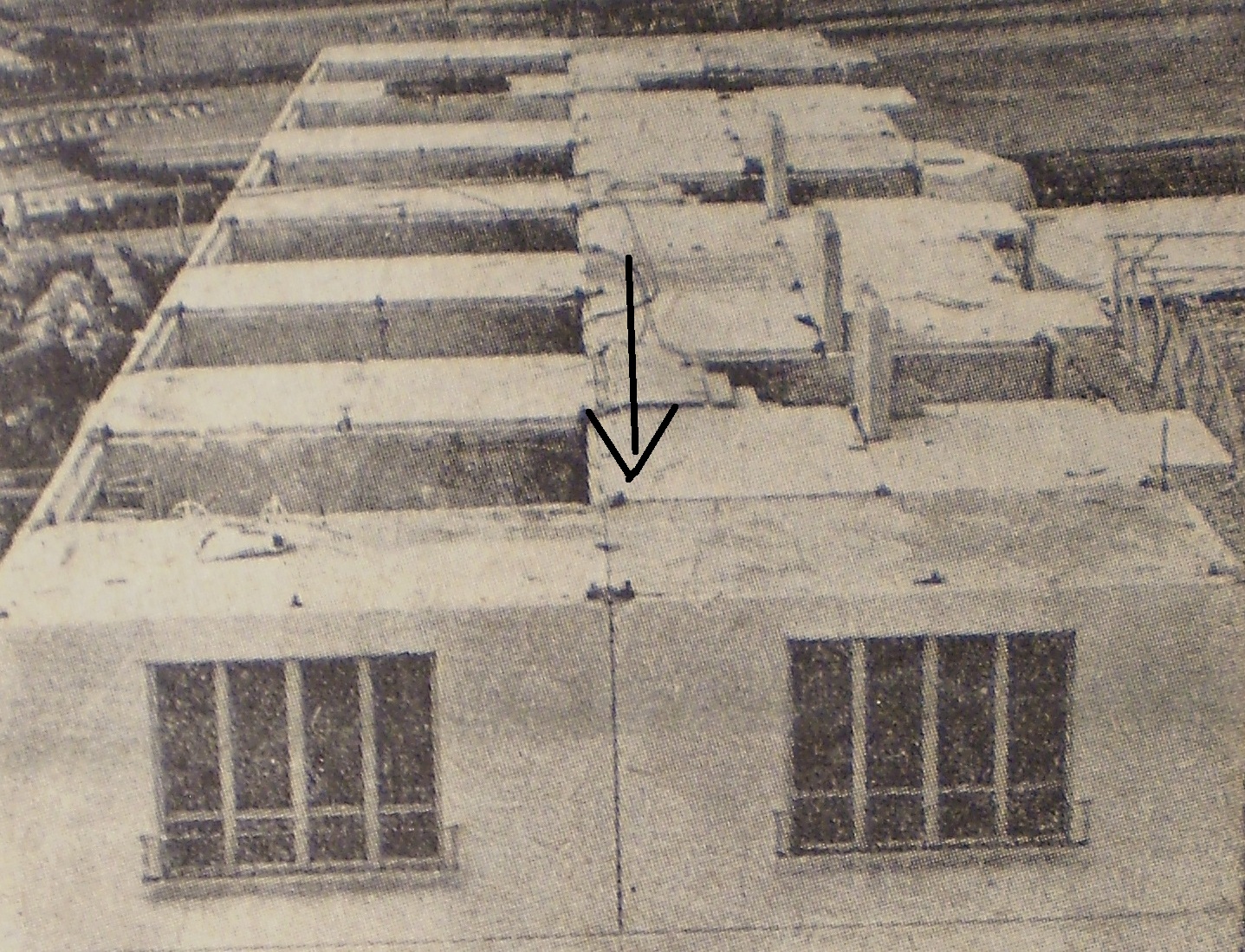
Откъде започва проблемът? Добре е известно, че при свързване на отделните панелив местата на допирането им се образуват празнини, наречени фуги (горната снимка).
Тези фуги, запълнени с циментов разтвор или филцов бетон, имат важно и изключително значение и с оглед правилната експлоатация устойчивост и дълговечност на сградата трябва да отговарят на определени условия и изисквания:
да поемат хоризонталните и вертикалните натоварвания, както и натоварванията, породени от температурни промени, съсъхване и пълзене на бетона, неравномерни слягания на основите и др., като поемат и понесат без поддаване породените статически усилия, осигурявайки по този начин съвместната пространствена работа на свързаните панели и пълна монолитност на конструкцията;
да бъдат изпълнени от материали и по начин, който да осигурява пълната хидро-, звуко- и термична изолация, намалявайки до минимум или отстранявайки напълно топлинните мостове;
да имат просто и леко устройство и изпълнение, предпоставка за бързина и високо качество.
Един съществен въпрос, който се поставя при проектиране и изпълнение както на вертикалните, така и на хоризонталните фуги, е въпросът за тяхното уплътняване, за предпазване от действието и влиянието на дъждовете. Винаги е възможно появяване на пукнатини във фугите – било от неизбежни деформации при температурни промени или неравномерни слягания, било от недостатъчно сцепление между стария бетон на панелитеи прясно излетия разтвор, било при употреба на силно водопроницаеми материали като леки бетони и т. н. При коси дъждове, придружени със силен вятър, дъждовната вода навлиза в образуваните пукнатини, като започва и постепенно увеличава своята разрушителна работа, навлизайки навътре във фугите. През зимата последователните замръзвания и размръзвания увеличават размерите на фугите, с което се увеличава действието на атмосферните води. Това нарушава санитарно-хигиенните условия и. дълготрайността на сградите. За избягването му в най-общи линии се налага:
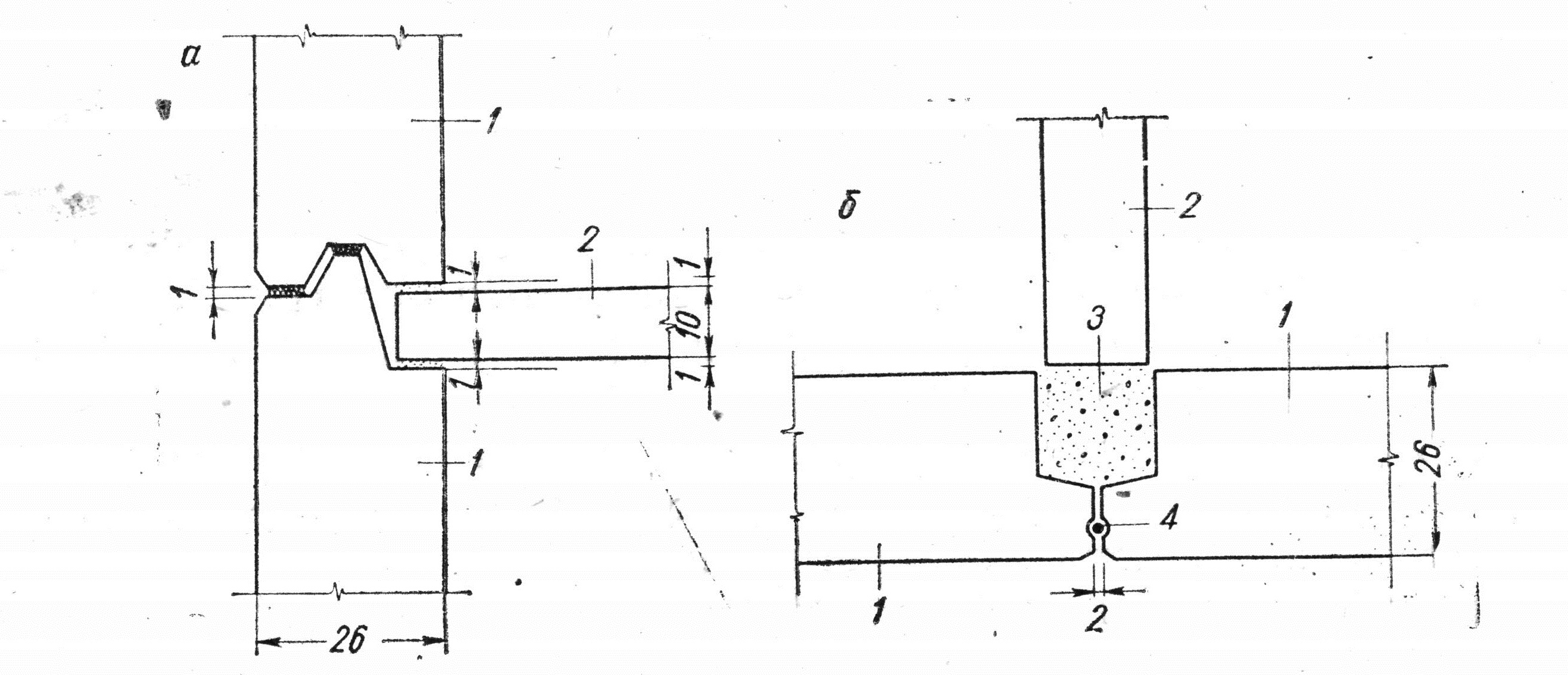
от външна страна фугите да се оформят като водобран, т. е. с улей за безопасно оттичане на дъждовните води;
фугите да притежават известна минимална еластичност, която да позволява определени деформации вследствие температурни колебания, неравномерни слягания и други под. неизбежни натоварвания. За постигане на това фугите се запълват от външната страна херметически с еластичен материал, който да запазва качествата си, а от вътрешната страна — бетон, който може да поема определени деформации, без да се разрушава. Този начин на изпълнение се прилага, разбира се, само при носещи стенни панели.
Тези изисквания обаче далеч не решават въпроса с уплътняване на фугите. Нещо повече – по времето на масовия строеж на панелни блокове въпросът със запълването нафугитевсе още не е решен напълно както в чужбина, така и у нас.
Запълване на панелни фуги zapalvane na panelni fugi
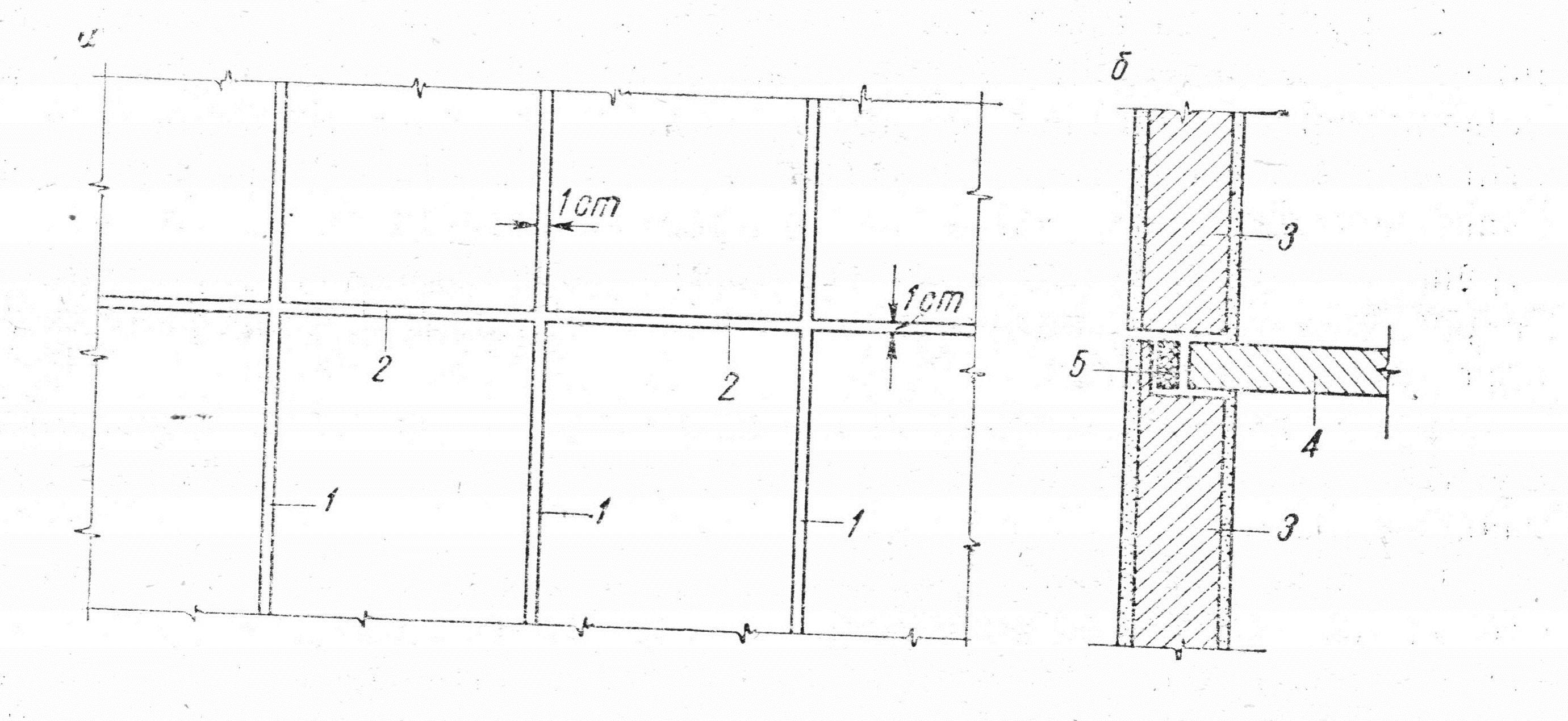
Съгласно разработената още през 1963 г. българска номенклатура за едропанелно строителство Бс-2-63 хоризонталните съединения на всички стенни панели се извършват чрез т. нар. плоска фуга (фиг. 1 б), при която липсва сигурно противодъждовна преграда, а уплътняването се постига само с циметов разтвор. Със следващата номенклатура Бс-2-64 са въведени подобрения, които дават благоприятно отражение върху изпълнението и уплътняването на фугите. Съгласно тази номенклатура в местата, където няма балкони, има предпазен зъб с височина 5 cm (фиг. 2). Оформянето и изпълнението на вертикалната колонка между външните стенни панели и вътрешния панел се армира и замонолитва с керамзитобетон марка 100. Уплътняването се постига чрез уплътнително гумено въже или еластични китове, като гуменото въже се оказва по-пршодно и по-резултатно при хоризонталните съединения, а уплътнителните китове — при вертикалните фуги.
Запълване на панелни фуги zapalvane na panelni fugi
Фиг. 2. Уплътняване на фугите в жилищни сгради по номенклатура Бс-2-64:
а: 1 — външни стенни елементи със зъб; 2 — подов елемент;
б: 1 — външни стенни елементи; 2 — вътрешен стенен елемент; 3 — керамзитобетон М 100 за замонолитване; 4 — въже от пореста гума
Заедно с изискванията относно изпълнението на фугитесъществуват и изисквания за изпълнението на връзките на панелите:
да имат необходимата якост за поемане и пренасяне на максималните товари;
да имат просто устройство и изпълнение;
при минимален брой типове и подходящо разположение в панелите една връзка да съединява максимален брой елементи в рамките на допустимите отклонения и неточности;
да бъдат предпазени от корозия.
С оглед посоката на фугите в сградата различаваме:
Хоризонтални фуги (фиг. 3). Образуват се между долния и горния край на стенните панели, от една страна, и подовите панели, от друга, като свързването на стенните панели една над друга по вертикалата се извършва посредством прилежащите подови панели. Запълването на фугата се извършва с циментов разтвор, който най-добре отговаря на посочените по-горе изисквания. Марката на разтвора се приема обикновено по-висока от тези на носещите панели, като по този начин фугите, чиято дебелина достига до 3—4 cm, не понижава носещата способност на свързаните панели. Оформяването на фугата се извършва по следния начин: след монтиране на долния стенен панел върху него се разстила циментов разтвор на тънък слой от 1—2 cm, като се изравнява с мастар. Поради големия натиск от монтирания горен панел една част от разтвора навлиза и изпълва грапавините между допрените повърхности .на горния й долния панел, а друга част от него се изтласква навън. По-добро уплътняване на разтвор във фугата се получава, като се поставят дървени летви, по-тънки с 4—5 mm от фугата, които не позволяват страничното изтичане на разтвора. След монтажа фугите се обработват с циментов разтвор, като по този начин се получава достатъчно водонепропускливост. Допълнително подобрение в тази посока се получава при обработване на външната страна на фугата като водобран, За избягване на топлинните мостове и подобряване топлоизолацията се доставя въже от пореста гума с диаметър 2,5—3 cm.
Хоризонталните фуги при едропанелните сгради имат обикновено дебелина 1 cm за външните и 1,5 cm за вътрешните. С оглед естетиката на сградата външните хоризонтални фуги трябва да представляват прави непрекъснати и успоредни линии.
Запълване на панелни фуги zapalvane na panelni fugi
Фиг. 3. Хоризонтални фуги: а — фуга между външни напречни стенни панели ; б — фуга между подови панели Вертикални фуги. Образуват се при съединяване на външните или вътрешните стенни панели. Изпълнението на тези фуги, по-специално на външните вертикални фуги, трябва да се извършва така, че осигурявайки пълна херметизация на сградата, фугата да бъде достатъчно еластична, за да може да следва в определени и допустими граници неизбежните деформации от температурни колебания, неравномерни слягания и др. От направените в Научноизследователския строителен институт (НИСИ) опити е установено, че носимостта на хоризонталните фуги зависи от сцеплението между циментовия разтвор по фугите и бетона на панелите, като появата на пукнатини по фугите съвпада с нарушението на сцеплението между циментовия разтвор и бетона. Подобрение в това отношение се постига, макар и не в същата степен, с повишение на марката на цимента, а така също и при използуването на карамзитобетон вместо обикновения бетон за направа на панелите. Повишаване на съпротивителната способност на хоризонталните фуги чрез подобряване на сцеплението между циментовия разтвор и бетона на панелите ще подобри общата устойчивост на едропанелните сгради срещу земетръсните сили — обстоятелство, което добива смисъл и значение при високоетажните жилищни сгради. Допълнително повишение носимостта на хоризонталните фуги се получава, ако краищата на панелите около фугите предварително се почистят много добре от евентуални замърсявания и се поливат с вода при направа на самите фуги.
При свързване на външни стенни панели с вътрешния стенен панел фугата се образува от профилираните вертикални страници на външните панели, като вътрешната й част се изпълва с бетон, а външната — с циментов разтвор. Във вътрешната част се срещат на четири места по височината на фугата връзките на панелите, изпълнени от бетонна стомана с диаметър 10 mm във вид на примки, които по време на монтажа се заваряват и между тях се вмъква един вертикален прът от студено прищипната стомана, след което се извършва замонолитването на фугата чрез заливането й с бетон. Доброто трамбоване и уплътняване на излетия бетон, както и допълнителната обработка с циментов разтвор от външната страна осигуряват много добра водонепроницаемост на фугата. С това обаче въпросът с топлинната изолация остава открит и не напълно разрешен, тъй като както бетонът, така и разтворът представляват, силно топлопроводен материал.
От други опити, правени предимно в бившия СССР, е установено, че температурата по външната страна на ъглите между външните и подовите панели и в ъглите между външните и вътрешните стенни панели е много по-висока, отколкото температурата по вътрешната повърхнина на самите стенни панели. Ето защо загубите на топлина в ъглите е сравнително по-голяма, поради което се създават и условия за кондензация и замразяване на водата с всичките им вредни последствия. Чувствително подобрение се постига в това отношение чрез допълнителна изолация със стиропор при дебелина 2 cm, поставен след монтажа на панелите по време на довършителните работи, а така също и при частично навлизане на вътрешния стенен панел във вертикалните фуги. Това обстоятелство улеснява предаването на част от топлината на вътрешния панел в мястото на съединението.
Свързването на вътрешните стенни панели се извършва,, като в примкообразните връзки се вмъква вертикален стоманен прът, а образуваната колонка между панелите се запълва плътно с бетон, трамбован ръчно или чрез вибратори. Вертикалните фуги, изпълнени обикновено с дебелина до 2 cm, с оглед естетиката и външното оформление на сградатар трябва да представляват вертикални непрекъснати линии по цялата етажна височина.
Литература:
Вълев, Вълю. Технология на строителното производство. София, Техника, 1964.
Гочев, Александър. Технология на строителното производство. София, Техника, 1960.
Славков, Христо, Антон Николов. Индустриализирано строителство. София, Техника, 1966.
От Сандъците – Sandacite решихме да ви запознаем как пристигат панелите до блоковете.
Какпанелитестигатдоблоковете(ВИДЕО)
В последните няколко години из родния Интернет се изписа доволно много по историята и донякъде технологията на панелнотостроителство. Този немалък информационен поток беше предизвикан от няколко различни фактора, които не му е времето да обсъждаме сега. По-важното в случая е, че дори по-младите представители на културната българска общественост (родени след телоса на националното ни едропанелно грядуще) разбра, че панелитепървоначално се произвеждат в домостроителните комбинати, извозват се до строителните площадки и едва тогава биват монтирани от бригадата. Това, което продължава да не се разказва обаче, е, че самият превоз на тези уж груби строителни материали е всъщност много деликатно дело! Необходими са твърде внимателни действия, та готовите панели от Земляне или Момчилград да пристигнат невредими до своите бъдещи блокове.
Това е и задачата на днешната публикация в Сандъците– Sandacite –да разкрие начина, по който панелитестигат до блоковете.
Производствените процеси по монтиране на строителните конструкции може да се разделят на три групи: 1) транспортиране и складиране на елементите на конструкциите; 2) подготвителни процеси; 3) основен монтажен процес.
Транспортиране и складиране
При транспортиране на строителните конструкции възникват редица въпроси —за якостта на бетона, за предотвратяване на остатъчни деформации в елементите, за транспортното положение на елементите, за укрепяването на елементите в транспортното средство, за степента на разчленяване на конструкциите, за подбора на транспортното средство и др.
Обикновено на мястото на строителната конструкция се образува т.н. приобектов склад – това е място непосредствено до строежа, в което се (при строги правила!) се складират докараните нови строителни елементи. В някои случаиприобектовият склад може и да не съществува – тях ще разгледаме по-надолу.
Необходимата якост на бетона на елементите при транспортиране, т. е. транспортната якост (RT) в кг/см2, зависи от вида и предназначението на елемента, статическата схема на транспортното му положение, вида на транспортното средство, състоянието на пътя и начина на монтаж (със или без приобектов склад). По-стройните елементи и елементите, транспортното положение на които е различно от експлоатационното, изискват по-голяма транспортна якост.
При автомобилния и тракторния транспорт поради по-голямото динамично въздействие, са нужни по-високи транспортни якости, отколкото при релсовия. При лошо състояние на пътищата транспортните якости трябва да се увеличават независимо от това, че скоростите на движение се намаляват. При монтаж от колела транспортните якости са най-високи и трябва да са равни на монтажните.
Транспортното положение на елементите и конструкциите трябва да бъде по възможност същото като експлоатационното. В противен случай се търси такава статическа схема на транспортното положение, при която те ще бъдат най-устойчиви.
Общо взето, елементите и строителните конструкции се транспортират в хоризонтално и вертикално положение. Елементите за подовите и покривните конструкции трябва да се товарят на транспортните средства най-много в четири вертикални реда, за колоните и гредите — в два, и за ригелите — в един ред. (Ригел – това е строителна част, която обикновено представлява стоманена греда с Г-образен профил, който стои на върха на подпорна колона и на който се поставят и закрепват напречните греди на конструкцията). Всички елементи, транспортирани в хоризонтално и вертикално положение, трябва да бъдат подпрени като греда на две подпори със или без конзоли. Подпирането се извършва с еднакви по размери трупчета, поставяни напречно на дългата ос на елемента, точно едно над друго. Конзолите, образувани при подпирането, могат да бъдат не по-големи от 1/10 от дължината на елемента.
Строителен транспорт Stroitelen transport
Фиг. 1. Подпиране и укрепяване на елементи при транспортиране в хоризонтално положение а — надлъжно укрепяване; 6 — напречно укрепяване; 1 — елементи; 2— подложни бичмета; 3 — обтяжки за надлъжно укрепяване; 4 — опори за странично укрепяване
Всички елементи с дължина до 6 м може да се извозват в хоризонтално положение с платформени транспортни средства — вагонетки. Транспортираните в хоризонтално положение елементи трябва да се укрепяват, когато превозването им ще се извършва на дълго разстояние с по-големи скорости и когато елементите са натоварени на няколко реда. В такива случаи укрепяването се извършва надлъжно само на най-горния ред елементи и вертикално в четири точки — по две срещуположно за всички редове (фиг. 1). Превозваните във вертикално положение елементи трябва да се укрепяват, за да се предотвратят обръщането и повреждането им. Средствата и начините на укрепяване зависят от вида на елементите и транспортните средства (фиг. 2).
Строителен транспорт Stroitelen transport
Фиг. 2. Подпиране и укрепяване на елементи и конструкции при транспортиране във вертикално положение: а — на ригели; б — на ферми; 1 — ритли; 2 — стоманена рамка; 3 — укрепяваща греда; 4 — трупчета; 5 — винтове; 6 — болт; 7 — стоманобетонна ферма; 8 — стоманена ферма
Всички елементи с дължина до 6 м и повече може да се извозват в хоризонтално положение с платформени транспортни средства – камиони, ремаркета, вагонетки, а до 8 м — с вагони. За превозването на елементи с по-голяма дължина в хоризонтално и вертикално положение се използват специални едноосни и двуосни ремаркета и вагони с различна товароподемност. Стенните и подовите панели с размери на стая се транспортират със специални ремаркета-панеловози.
Eто и видеоматериал по темата, в който се виждат и разглежданите по-долу панеловози:
В зависимост от производствените условия транспортирането на строителните конструкции от склада на производственото предприятие до приобектния склад може да се извършва различно — със средства за превоз на малки разстояния, с автомобилен, тракторен (влекач + ремаркета) и железопътен транспорт.
За къси разстояния може да се използуват релсов транспорт с въжено теглене, леки портални кранове и подемнотранспортни машини. Релсовият транспорт с въжено теглене се прилага в случаите, когато производственото предприятие (полигонът или дворът за метални конструкции) се намира много близко до обекта и може да се прокара праволинеен път. При превозване на панелни елементи се използуват обикновени платформени вагонетки, при линейни елементи с голяма дължина — две платформени вагонетки, при ферми, ригели и други подобни — две платформени вагонетки с приспособления за укрепяване на конструкциите във вертикално положение, при пространствени и широкоплощни конструкции — два коловоза с по една или две вагонетки и т. н. Схема на такъв транспорт е представена на фиг. 3.
Строителен транспорт Stroitelen transport
Фиг. 3. Схема за транспортиране на елементи на къси разстояния: 1 —– формовъчна площ на полигона; 2 — складова площ на полигона; 3 — портален кран; 4 — чашковидни фундаменти на едноетажна промишлена сграда; 5 — едноколовозен релсов път; 6 — двуколовозен релсов път; 7 — лебедка с теглително въже; 8 — комплект от две вагонетки за колони; 9 — единична вагонетка; 10 — комплект от две вагонетки за ферми; 11 — комплект от две вагонетки за черупки
Леките портални кранове с отвор 5—7 м могат да се използват в същите случаи, както релсовият транспорт с въжено теглене. При тях не са нужни машини за товарене и разтоварване на елементите. Те са целесъобразни за пренасяне на елементи до 3 т.
На фиг. 4 е показано транспортиране на елементи на къси разстояния с автокран с вилков подемник:
Автокран Avtokran
Автомобилният транспорт за строителни конструкции се прилага по два начина — с единични товарни коли и с товарни коли с реморкета.
С единични товарни коли се превозват елементи с дължина до 6 м като подови и покривни панели, греди, колони, фундаментни блокове, подкранови греди и др. Този начин на транспортиране е по-целесъобразен за случаите, в които се използува приобектен склад. Автомобилният транспорт с ремаркета се предпочита обикновено, когато превозваните конструкции имат по-големи габарити от габаритите на платформите на товарните коли. Ремаркетата могат да бъдат платформени и неплатформени. С първите се транспортират елементи като при единичните товарни коли, а с вторите — конструкции с голяма дължина и голямо тегло като обемни елементи, ферми, ригели, дълги колони и греди и др. (фиг. 5)
Строителен транспорт Stroitelen transport
В най-общия случай ремаркетата, теглени от влекач, имат товароспособност 50 kN. Препоръчвало се е при такъв начин на превоз всеки влекач да бъде комплектуван с три ремаркета: едното да се товари при завода-производител, второто да бъде в движение, а третото да се разтоварва на обекта. Наторварването на елементите се е извършвало обикновено с порталните кранове на самия полигон, а разтоварването – с наличното на обекта монтажно съоръжение; кран тип Пионер, автокран, багер-кран, кулокран и т.н.
Тракторният транспорт на строителни конструкции се извършва с двуосни платформени и неплатформени ремаркета (фиг. 6). Той е целесъобразен за по-къси разстояния (до 5 км) и при монтаж от колела.
Тракторен транспорт Traktoren transport
За транспортиране на едропанелни елементи във вертикално положение се използуват специални реморкета-панеловози (фиг. 7).
ПанеловозPanelovoz
Железопътният транспорт на строителни конструкции у нас дълги години има ограничено приложение — предимно за стоманени конструкции и по-рядко за стоманобетонни сглобяеми конструкции. В сглобяемото строителство той е можел да намери по-широко приложение, когато производството на стоманобетонни елементи се пренесе в специализирани заводи с голяма производителна мощност.
Ето още един вид панеловоз:
ПанеловозPanelovoz
1 – предна неподвижна конструкция; 2 — задна неподвижна конструкция; 3 — приспособление за страничво укрепване; 4 – балансьор с устройство за прикачване; 5 – влекач
Складиране на елементи при обекта
Складиране на елементите на строителната площадка трябва да се допуска в краен случай, когато няма възможност монтажът да се извършва от колела, нито елементите да се разнасят направо по местата, където ще се монтират. Приобектното складиране трябва особено да се избягва в случаите, когато за това са необходими по-специално устройство на складовата площадка и спомагателни съоръжения, като например при едропанелното жилищно строителство.
Когато елементите се складират на строителната площадка, трябва да се спазват следните условия: 1) местата за складиране да бъдат в обсега на монтажното средство; 2) складовото положение на елементите да бъде същото или приблизително същото като експлоатационното, а ако това не е възможно, да се поставят в друго, при което ще им се осигури максимално възможна устойчивост; 3) да се осигурява възможност за лесно и бързо окачване на елементите на монтажната машина и за удобното им повдигане; 4) разположението на елементите в склада да бъде такова, че пренасянето при монтирането им да е минимално.
Литература:
Вълев, Вълю. Технология на строителното производство. София, Техника, 1964.
Гочев, Александър. Технология на строителното производство. София, Техника, 1960.
Славков, Христо, Антон Николов. Индустриализирано строителство. София, Техника, 1966.
Всички ние сме виждали – или наживо, или по снимки и филми – стари мотоциклетис кошове. В днешно време мотоциклетният кош обикновено не се използва, макар че и той има своите почитатели. В тази статия на Сандъците– Sandaciteще Ви разкажем защо са монтирани кошовете, как се употребяват, какви са техните особености и на какво трябва да обръщаме внимание при работа с тях.
Кошоветесе окачват към мотоциклети със средни и по-големи мощности с цел да се увеличи товароспособността им и се пригодят за по-разнообразни транспортни нужди. Кошовете се окачват вляво или вдясно успоредно на рамата за временно или постоянно пол- зуване. Те се състоят от: носеща конструкция и каросерия, която от своя страна бива пътническа или товарна.
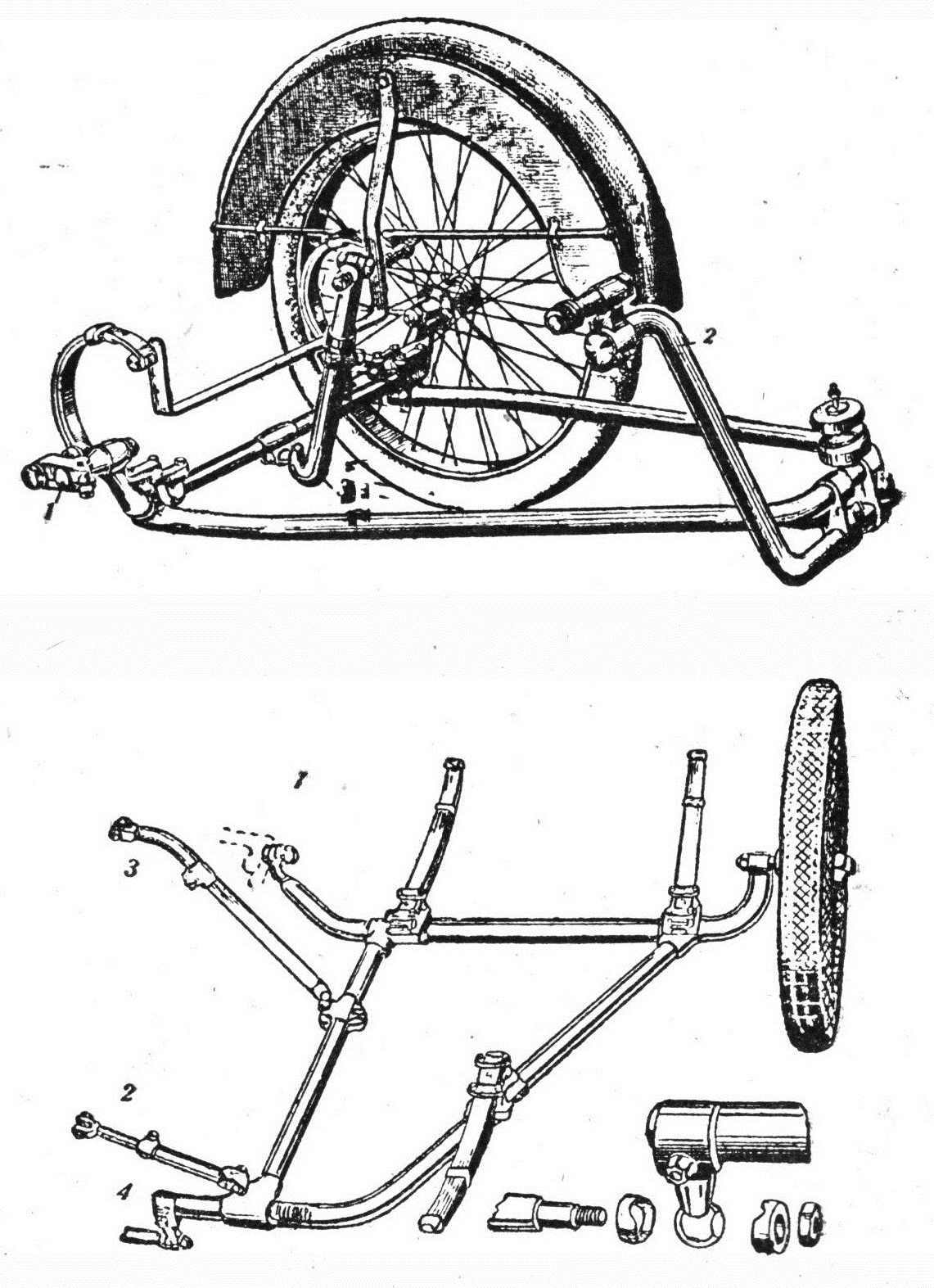
Конструкцията (фиг. 1) се състои от: триъгълна рама, направена от тръби или стоманени прътове, съединителни обтежки, ос с колело и ресори.
Рамата на носещата конструкция се свързва с мотоциклетаобикновено в три, а понякога и в четири точки (фиг. 1).
Чрез стягата кошът се захваща за задната вилка, а с обтежките — към кръстовището на кормилото и към кръстовището на рамата под седлото. С оглед да се ограничи вредното влияние на коша върху мотоциклета се употребяват три вида гъвкави съединения:
с кръстачка и две вилки;
с глава и кръстачка;
с фланци и каучуково каре
КошовезамотоциклетиKoshove za motocikleti
Фиг. 1. Рама на коша: 1 и 4 – ябълковидни съединения; 2 и 3 – съединителни обтежки
За да може външната гума на колелото на коша да се заменя с другите две гуми, колелото е еднакво по размери с тях и се върти успоредно със задното колело на мотоциклета на два ролкови или сачмени лагери. Към рамата се захващат ресорите. Те са различни по вид и служат за смекчаване на ударите от неравностите на пътя. Кошоветеимат листови или спираловидни ресори.
Каросерията на коша е вибрираща и разположена ниско до земята, тя се изработва от дърво или стоманена ламарина, а дървеният й скелет се облицова с шперплат или друга материя. Каросерията има продълговата аеродинамична форма и е с една или две седалки за пътници, които са разположени по-близо до задната ос, за да се даде по-голяма устойчивост на коша и се увеличи сцеплението на задното колело с пътя.
На предната част на мотоциклетасе поставя прозрачен щит, а за покриване отвора на коша при лошо време — каучукова, кожена или брезентова покривка.
Кошовезамотоциклети Koshove za motocikleti
Фиг. 2.
При обикновено устройство колелото и оста на коша са свързани направо с рамата. В мотоциклетитеот 50-те години напр. тази връзка е направена еластична (подобна на връзката в автомобилите) посредством усукващ се (торсионен) ресор.
Също така, понякога през 50-те г. на ХХ век при мотоциклетитенад 500 см3кошовотоколело посредством специално устройство е приспособено като двигателно и може да бъде включено при нужда за движение на мотоциклетапо хлъзгави, -заснежени и разкаляни места.
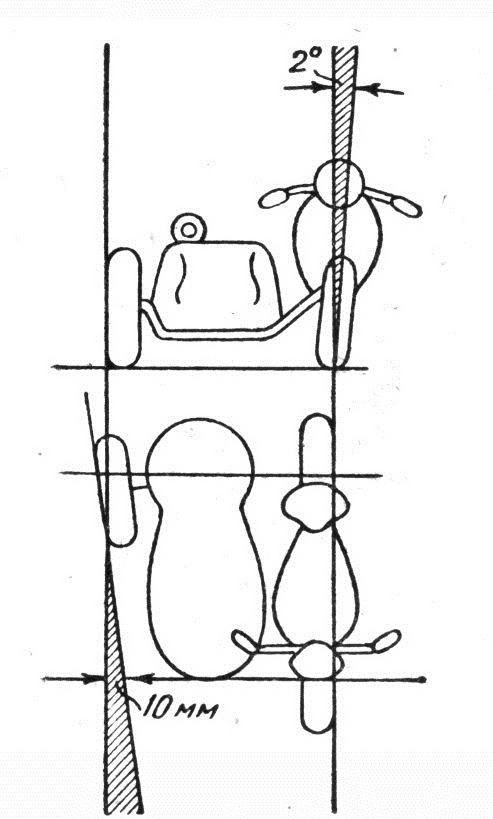
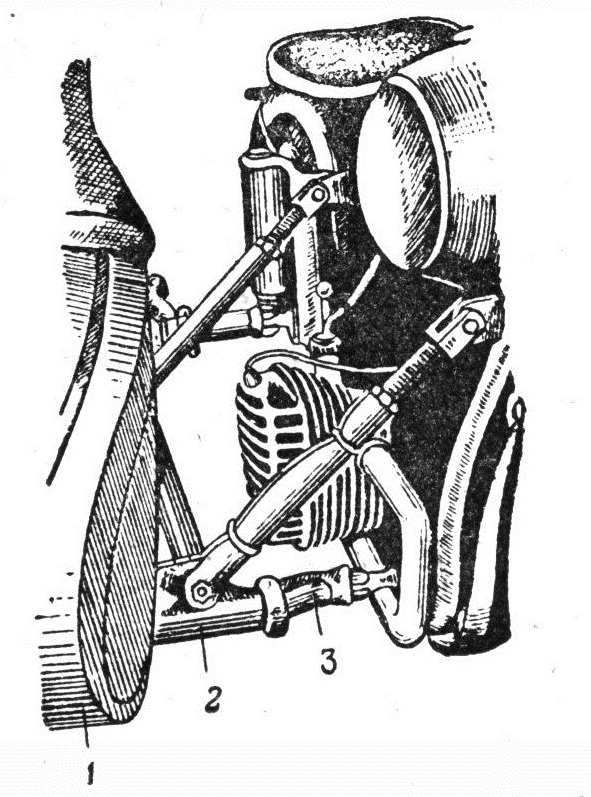
Монтиране на коша. При закрепване на коша към мотоциклета(фиг. 3) се препоръчва ъгълът на наклона на плоскостта на мотоциклета към вертикалната плоскост да бъде равен на 2°.
КошовезамотоциклетиKoshove za motocikleti
Фиг. 3. Закрепване на коша на мотоциклет М-72: 1 – каросерия на коша; 2 – рама; 3 – задно коляново лостче
Наклонът на колелата облекчава управлението на мотоциклета, тъй като кошът се стреми да го „отведе“ встрани.
Наклонът на колелата се регулира с помощта на две наклонени обтежки. За регулиране на наклона трябва да се разедини в горната част закрепването на накрайника, да се отвие контрагайката и като се навиват или развиват накрайниците, да се нагласи мотоциклетът на наклон 2°. Наклонът може да се провери в движение.
При правилно регулиране наклона на колелата мотоциклетът не трябва да се стреми да завива встрани.
„Събиране“ на колелата на мотоциклетаи коша
Поради наличието на луфт в закрепването на коша и в лагерите на колелата през време на движение колелата на мотоциклета, получавайки натоварване, загубват своята усноредност. Това увеличава износването на гумите и особено затруднява движението на мотоциклетапо лош път.
Колелата се поставят така, че големината на „събирането“ на плоскостите им при дължина на базата на мотоциклетада не бъде повече от 10—12 мм. Едно време измерването е ставало с дъсчици, които отначало се поставят към обиколката на предното колело, а след това към джантата на задното колело и колелото на коша.
Разликата в измерванията на предното и задното колело не трябва да бъде повече от 10—12 мм. От само себе си се разбира, че при това предното колело трябва да лежи в една плоскост със задното.
Регулирането на „събирането“ на колелата се извършва с помощта на коляновото лостче на задното долно свързване на кошакъм мотоциклета.
При регулирането трябва да се направи следното: 1) да се разединят наклонените обтежки за свързване на кошакъм мотоциклета; 2) да се отпуснат двата задържащи болта, които стягат задното коляново лостче; 3) да се измъкне или вмъкне лостчето от напречната тръба до необходимото „събиране“ на колелата; 4) да се затегнат задържащите болтове за закрепване на лостчето (фиг. 3).
Литература:
Марков, Йордан. Мотоциклет. Устройство, експлоатация и обслужване. София, ДВИ при МНО, 1956.
Тимчев, Григор, С. Гайдаров. Управление и обслужване на мотоциклет. София, ДОСО, 1955.
Болни ли сте? Вижте старите бг електрически възглавници и постелки в Sandacite.BG!
Електрическа възглавница
Болни ли сте? :) Или просто Ви е студено? Тия дни все повече търсим хитроумни методи да затоплим не само стаята, но ако може, и самото си легло! Българската електротехническа промишленост още в далечното минало е помислила за това и днес ще Ви покажем нейните предложения по темата! :)
В началото тези електронагревателни уреди са били предназначени предимно за медицински нужди — за загряване на отделни части от тялото или на цялото тяло, а и за затопляне на завивките и постелките в леглото. Те приятно затоплят леглата за деца и възрастни и същевременно запазват свеж и прохладен въздуха в помещението. Възглавницата и постелката могат да се използват и в жилищна обстановка – напр. да си топлите краката, докато спите, та да не изстинете, ако вече не сте го направили. :)
Първата българска електрическа възглавница носи простия индекс ЕВ-1 и започват да я правя между 1956 и 1959 г. в завод Елпром Варна. За нея са направили даже специално БДС – тя отговаря на БДС 2195-55 (Възглавници нагревателни електрически).
ОТ КАКВО СЕ СЪСТОИ
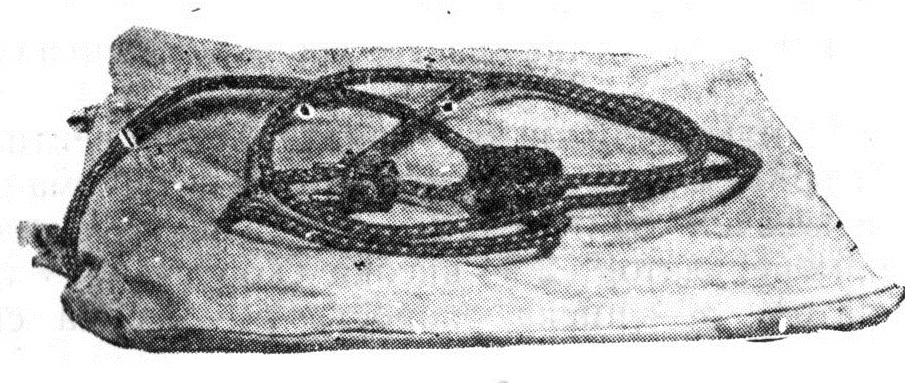
Този уред наистина прилича на тънка възглавничка с ширина 315 мм и дължина 415. Отгоре тя има декоративна калъфка от хасе, която лесно се почиства и изпира. Ако я свалим, под нея ще видим друга, бархетна калъфка, която прикрива вътрешната част на възглавницата.
Вътрешността се състои от два пласта груба, нехигроскопична тъкан – зебло или канаваца, между които е разположен и пришит специален тънък нагревателен елемент във вид на кабел. Той се състои от азбестова нишка с диаметър около 2 мм, около която стегнато е навита спирала от тънка съпротивителна жица. Друга тънка азбестова нишка, навита плътно около спиралата, я изолира електрически и предпазва околната тъкан да не се загрее прекалено и да не се запали. Най-отгоре има обвивка от пластмаса. При превишаване на максималната работна температура пластмасовата обвивка се поврежда.
Външният диаметър на кабела е 4 мм, съпротивлението му — 400 ома/м, а максималната работна температура — около 80° С.
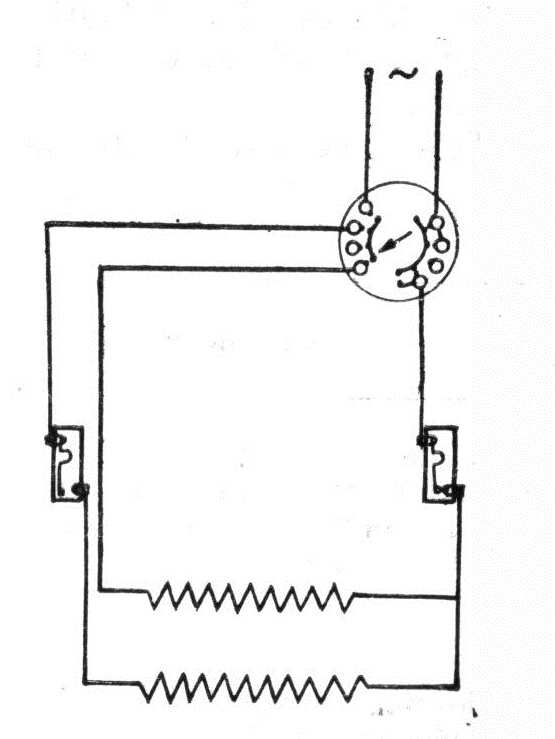
Нагревателният кабел на възглавницата е разделен на две части с различна дължина (3,2 и 4,5 м) и с мощност по 35 и 30 вата. Чрез един общ и два отделни извода краищата им са свързани към специален тристепенен превключвател, откъдето се регулира топлинната мощност на възглавницата. Откъм другата страна на превключвателя пък е свързан двужилният захранващ кабел с щепсел, с който възглавницата се включва към мрежата.
Електрическа възглавница схема
С превключвателя могат да се превключват следните степени на мощност. При положение 3 двете части на нагревателния кабел са свързани паралелно и общата им мощност е около 65 вата; при положение 2 е включена само по-голяма част с мощност около 35 вата и при положение 1 двете части на шнура се включват последователно, при което се получава мощност около 15 вата. В двете крайни положения на показалеца на превключвателя става двуполюсно изключване на електрическия ток.
Възглавницата е произвеждана в два варианта на работно напрежение – 150 и 220 волта.
БЕЗОПАСНОСТ
За да се предпази възглавницата от прекомерно загряване, във веригата последователно са включени два биметални терморегулатора – на частта от нагревателния шнур с по-голяма мощност и на общия извод Те фабрично са регулирани така, че при нагряване на възглавницата до към 65° С да прекъснат тока във веригата. Терморегулаторите са закрепени здраво към зеблото/канавацата, като прилягат плътно с откритата си страна над нагревателния кабел. Той, терморегулаторите и зебляната обшивка са зашити в бархетната калъфка, за която казахме по-горе.
Стара електрическа възглавница
КАК ДА СЕ ИЗПОЛЗВА
Когато ползваме възглавницата в легло и е покрита с одеяло, тя не трябва да е включена на максимална мощност, а само на степен 1. Единствено преди това, за да загрее бързо, временно ще я включим на най-високата степен на мощност (3), а след това веднага ще я превключим на по-ниската степен.
За да се предпази електрическата възглавница от повреди, трябва да я ползваме внимателно. Тъй като все пак е мека, трябва да внимаваме да не я прободем с игла, да не огъваме или рязко да опъваме нагревателния кабел, за да не се да се прекъсне жицата му или да се разстрои терморегулаторът. Възглавницата трябва да се пази особено внимателно от овлажняване и намокряне – както при съхранение, така и при употреба. За да не се овлажни от пот, препоръчва се тя да се покрива с влагонепроницаема обвивка – напр. от мушама, гумиран плат и др. Възглавницата не трябва да се оставя без надзор, когато е включена в електрическата мрежа.
Ако електрическата верига се прекъсне и възглавницата вече не Ви топли, за да се установи дали прекъсването е в захранващия кабел (в ключа и щепсела), или е в нагревателя, се прави проба с пробна лампа. Тя трябва да се включи последователно за кратко време към изводите на нагревателния кабел, които са целта е нужно да се оголят. При пробата превключвателя го наклонете на най-ниската степен (1).
По-незначителните поправки може да се извършат при домашни условия. Такива са замяна на захранващия кабел, щепсела, ключа, а и целия нагревател (той се състои от нагревателния шнур и обшитите в зебло терморегулатори), ако разполагате с такъв. Ако става дума за регулиране на биметалните терморегулатори обаче, е добре да Ви го направи електрикаджия. :)
А сега да се занимаем и с прекия братовчед на електровъздглавничката! :)
EЛЕКТРИЧЕСКА ПОСТЕЛКА ЕПО-1
Електрическите постелки са много подобни на възглавниците – те са предназначени за предварително затопляне на леглото. Тази се произвежда от 1958 г. За момента нямаме илюстрация. :(
Постелката се поставя под чаршафа, непосредствено върху дюшека. За препоръчване е над постелката да се поставя влагонепроницаема покривка. Описваната джаджа може да се използва и като завивка, но в такъв случай тя не трябва да се поставя непосредствено върху тялото, а над друга завивка.
По устройство постелката малко се различава от възглавницата. Нагревателният й кабел се състои от четири равни части, които поотделно имат мощност по 20 вата. Чрез същия тристепенния превключвател могат да се превключват следните степени на мощност: при трета степен — 80 вата, при втора — 40 вата и при първа — 20 вата. Пълната мощност (степен 3) на постелката се използува само за първоначалното й загряване, след което веднага се превключва на втора или първа степен.
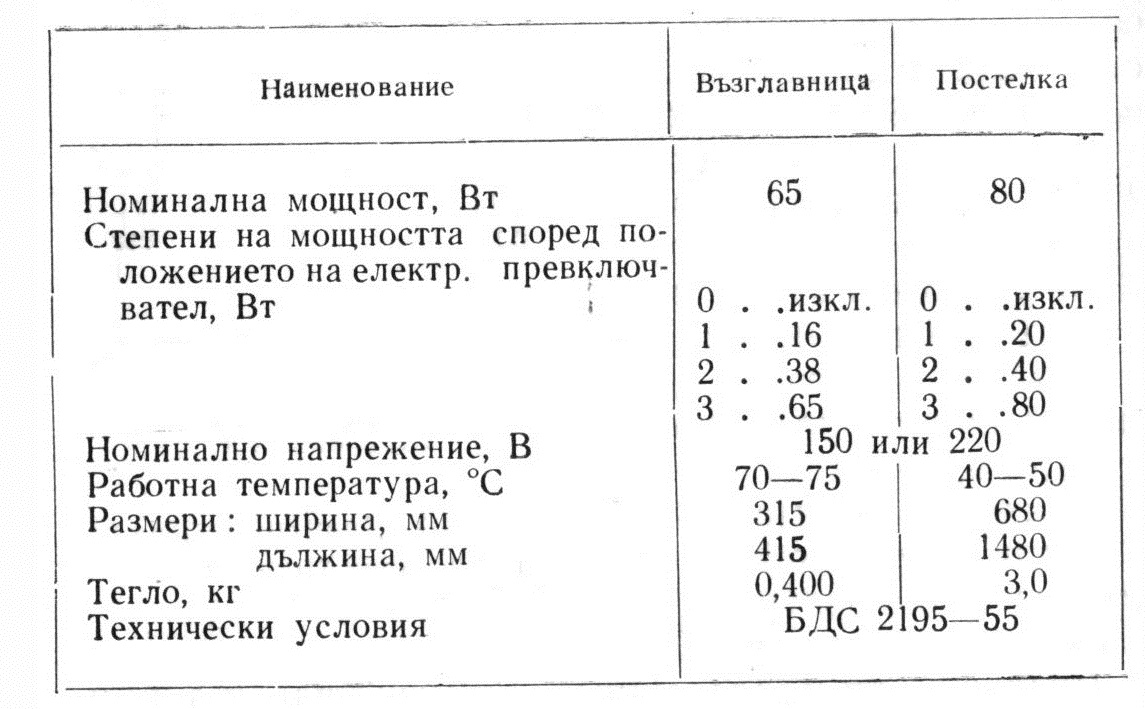
Технически данни на представените в статията два уреда са дадени в тази таблица:
Електрическа възглавница
Размерите на постелката са доста големи – 1500 на 700 мм. Благодарение на това и на сравнително малката си мощност постелката трудно може да се нагрее до недопустима температура (над 65° – 70° С) и поради това тя не е снабдена с терморегулатори.
Както и при възглавницата, по-незначителни поправки (като замяна на съединителните шнурове, превключвателя и щепсела) може да се извършат при домашни условия.
Постелката също не трябва да се пробожда с игла и други остри предмети, които биха повредили нагревателния кабел. Необходимо е да се избягват всякакви негови огъвания и опъвания. И много важно – не включвайте постелката в нагънато или навито състояние.
Аа, да, и най-важното забравихме – тъй като си нямаме все още нито постелката, нито възглавничката, при локализиране на такива веднага се обадете на нас! :) Ще бъдете подобаващо възнаградени!
Както е известно на всяка добра домакиня, след изпиране прането трябва да се изцеди. Това е необходимо да се направи, преди то да се простре да съхне. Традиционните перални-казан като ТАЗИ например са били комплектовани с механична изстисквачка с гумени валци като изобразената на следната снимка:
Центрофугаза пране Centrofuga za prane
Тя датира от 40-те и 50-те години на ХХ век. Още тогава обаче хората не са били напълно доволни от нея, защото по този начин не е възможно да се постигне изцеждане с остатъчна влажност по-малко от 100 %. Това означава, че във всички случаи прането трябва да се простира, т. е. не се решава поставеният въпрос.
За да бъде прането годно за гладене, остатъчната му влажност не трябва да бъде повече от 50—55%. Такава остатъчна влажност може да бъде постиганата с помощта на центрофуга.
Главната част на този уред е центрофугиращият барабан, чиято образуваща цилиндрична повърхнина в повечето случаи е перфорирана. В някои случаи образуващата повърхнина има формата на пресечен конус с отвори по периферията на дъното.
Такива уреди в историята на българската техника са познати два – Рубин и Бисер. Тях ще Ви представим днес в Сандъците– Sandacite
Българската домакинска центрофуга за пране Рубин (снимката по-долу) е специално предназначена за комплектуване към пералните машини ЕП-60, ЕП-64 и ЕП-64 Т, Влиза в производство през 1963 или 1964 г. Центрофугиращият й барабан е цилиндричен, перфориран и горещо поцинкован. Включването и изключването на двигателя се осъществява чрез ръчката, която затваря капака така, че да може да се поставя във включено положение само когато е затворен.
Двигателят на центрофугатае асинхронен, с постоянно включен пусков кондензатор. Системата, образувана от центрофугиращия барабан и двигателя, е окачена върху три еластични каучукови амортисьора, които поемат всички трептения. Кожухът е от листова стомана с лаково покритие. Съединяването с електрическата мрежа става с неснемаем кабел с щепсел.
Центрофугаза пране РубинCentrofuga za prane Rubin
Технически данни:
Номинална консумирана мощност 110 W; номинално напрежение 220 V, вид на тока — променлив 50 Hz; вместимост сухо пране 1,5 кг; остатъчна влажност на прането след центрофугиране – до 55 %; време на центрофугиране – до 5 минути; диаметър на барабана 260 мм; обороти на барабана (синхронни) 3000 об/мин; вид на защита — защитена от капеща вода и електрическа защита II кл; размери — височина 435 мм, широчина 340 мм.
След центрофугирането дръжката на капака също се завъртва наляво, с което се изключва двигателят. Поради липса на спирачка в този модел центрофуга необходимо е да се изчака малко, за да се спре барабанът, и едва след това да се отвори капакът.
Поддържане
Центрофугите за пране Рубин не изискват почти никакво поддържане. Лагерите са втулки от синтерован бронз, които не се нуждаят от допълнително мазане, Едно допълнително мазане в отделни случаи може да се окаже вредно поради възможно взаимодействие между старото и новото масло.
Двигателят и останалите електросъоръжения на центрофугатаРубин стават достъпни по следния начин: избива се щифтът на ръчката за включване и изключване, изважда се ръчката, отвиват се четирите винта по горния ръб на кожуха и се изважда гърловината. Отвива се гайката в барабана (дясна резба) и се изважда нагоре центрофугиращият барабан. Отвиват се винтовете по долния ръб на кожуха и кожухът се изважда внимателно право нагоре. При това всички части на центрофугата са достъпни за преглеждане и ремонт.
Сменяването на амортизиращите колонки се извършва, като се развият съответните болтове. Сглобяването се извършва по обратен ред. За обиране осевата хлабина на ротора на двигателя служи регулиращият винт, който се намира от долната страна на двигателя. Положението му се фиксира със законтряща гайка. Регулирането се извършва, без да е необходимо даденото по-горе разглобяване, като се изважда само пластмасовото капаче. С помощта на тръбен ключ 10 мм се отвива малко гайката и с отвертка през тръбния ключ се завива или отвива регулиращият винт според нуждата. След това гайката се притяга, като с отвертката винтът се държи неподвижен.
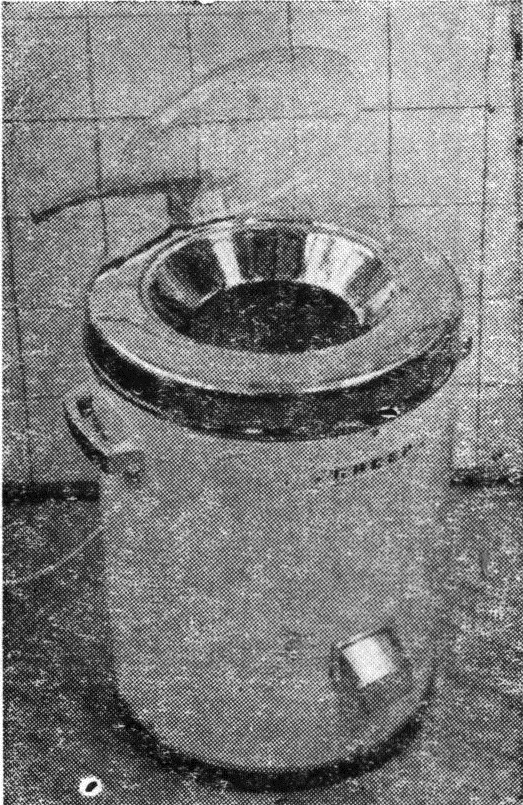
Малко след това – през 1966 г. – се появява нова домакинска центрофуга за пране. Тя се нарича Бисер и също е произведена в Завода за електрически домакински уреди Елпром Варна. Тя е по-голяма от Рубин и се различава от нея по следното: задвижването става чрез електродвигател! Ремъкът е тип «О», 10/6 х 560 мм. Центрофугиращият барабан е монтиран върху главина с ремъчна шайба и спирачен диск. При завъртане на дръжката на капака наляво, освен че се изключва двигателят, но се задейства и една челюстна спирачка, която спира барабана, преди да се отвори капакът. По този начин се осигурява пълна безопасност при работа с центрофугата.
Технически данни:
Номинална консумирана мощност 250 W, номинално напрежение 220 V, вид на тока — променлив 50 Hz. Bместимост сухо пране 3 кг. Остатъчна влажност на прането след центрофугиране – до 55 %, време за центрофугиране – до 5 мин, диаметър на барабана 200 мм, обороти на барабана .2400 об/мин, обороти на електродвигателя 8000 об/мин, вид на защита: защитен от капеща вода и ел, защита — II клас; размери: височина 640 мм, диаметър 400 мм, тегло 30 кг.
Центрофуга за пране Бисер Centrofuga za prane Biser
Начин на употреба на центрофугата Бисер
Центрофугатасе поставя на равно място и след като се провери съответствието на напрежението по табелката с това на захранващата мрежа и се отвори капакът на центрофугата, Щепселът се поставя в контакта. Под улея се поставя съд за събиране на водата. В барабана на центрофугата се поставя до 3 кг сухо пране. При зареждането на центрофугиращия барабан е желателно прането да се подреди на хоризонтални пластове — тогава ефектът на центрофугиране е по-бърз и дебалансът — по-малък. След зареждане на барабана се поставя предпазният полиетиленов диск и се затваря капакът на центрофугата, като включващият лост се завърта в посока, указана на капака, при което се освобождава спирачката на барабана и се включва двигателят. Центрофугирането продължава 3—5 минути. След завъртването на лоста наляво центрофугата се изключва, а същевременно се задействува спирачката на барабана и след спирането му центрофугата се изпразва и е готова за ново зареждане.
Поддържане
Центрофугите за пране Бисер не се нуждаят от особено поддържане. По-често срещащи се повреди са: износване на графитовиге четки на двигателя, прехлъзване на ремъка при скъсването му и повреди в електрическите съоръжения,
Разглобяването на центрофугатасе извършва по следния ред: избива се щифтът на ръчката за затваряне на капака и се изважда, отвиват се винтовете на гърловината и тя се изважда нагоре. След това се отвиват винтовете при основата и двете гайки на оста на барабана. Снема се клиновият ремък. С леко почукване с дървен чук оста се избива нагоре, като същевременно внимателно се издърпва нагоре и кожухът. След това разглобяване стават леснодостъпни всички части на центрофугата. Сглобяването се извършва по обратен ред.
Обтягането на ремъка се извършва по следния начин. Разхлабва се гайката на болта, който служи за ос на носача на електродвигателя. Обтяга се ремъкът чрез отдалечаване на двигателя от оста на барабана. В това положение гайката отново се затяга. Сглобяването се извършва по обратния ред.
Литература:
Асланов, И., Цв. Кунев. Електрически домакински уреди. София, Техника, 1967.
Хаджикостов, К., Попов, Иван Николов. Електричеството в нашия дом. София, Нар. младеж, 1961.
























")

")
")

")
")
")