Какво е сигналгенератор

Сигналгенераторът е измервателен уред, който можете да срещнете още под названието високочестотен измервателен генератор или още осцилатор. В тази лекция на Сандъците – сандъците ще се занимаем с устройството на този уред, неговият начин на действие и схема.
Сигналгенераторът произвежда високочестотни трептения, честотата и амплитудата на които може да се изменя в определени граници. Освен това съществува възможност тези високочестотни трептения да се модулират с произвеждани в същия апарат, или подадени отвън нискочестотни трептения.
Причаната да пишем тук за тях, е, че високочестотните сигналгенератори се използват главно при настройката и поправката на радиоприемници. Освен за тази цел те се използват и при редица други случаи в слаботоковите лаборатории, в производството и пр.
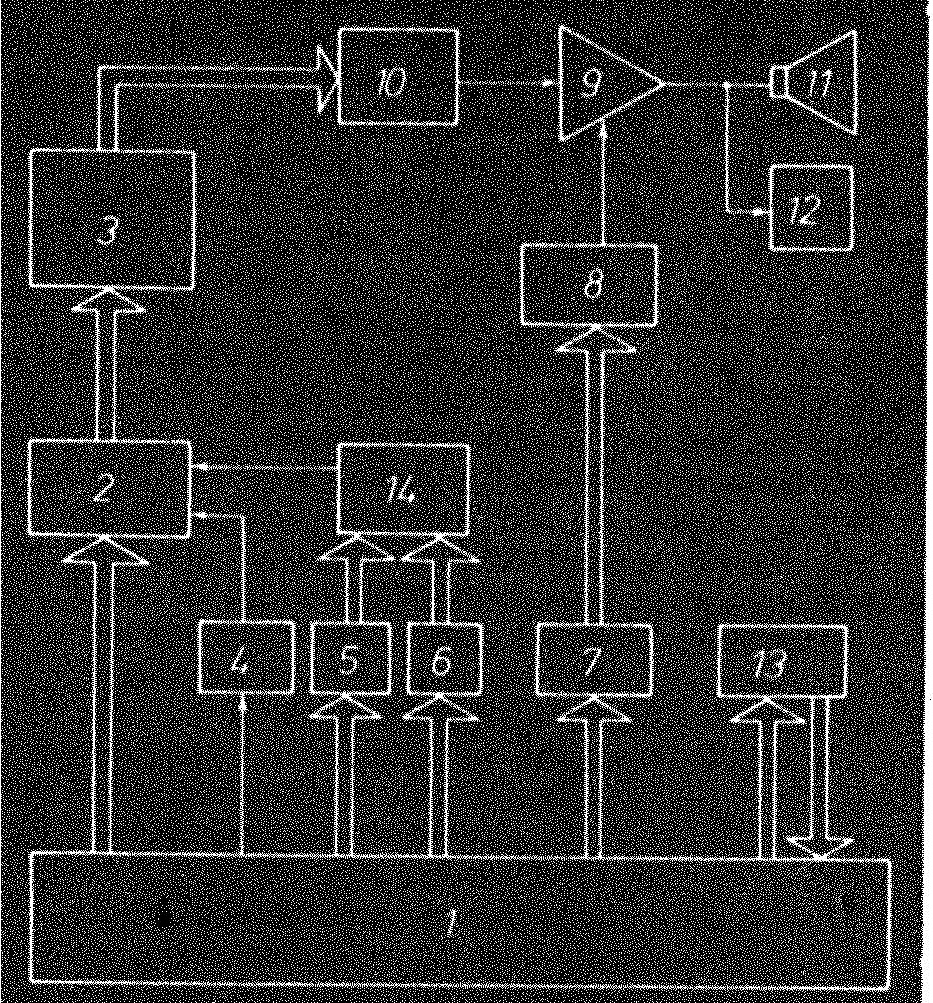
На долната фигура е показана блокова схема на високочестотен сигналгенератор, състоящ се от следните главни части : високочестотно стъпало, в което се произвеждат високочестотни трептения fвч; нискочестотно стъпало за произвеждане на трептения с тонова честота fнч — обикновено 400 хц; модулационно стъпало, в което върху високочестотните трептения се наслагват нискочестотните трептения при 30 % дълбочина на модулацията; атенюатор, чрез който се нагласява желаното високочестотно напрежение на изхода на сигналгенератора; изкуствена антена, чрез която сигналгенераторът се включва към изследвания радиоапарат.

На изследвания радиоприемник може да се подаде от високочестотния сигналгенератор известно немодулирано високочестотно напрежение, модулирано с 400 хц високочестотно напрежение или само нискочестотно напрежение с честота 400 хц. В друга статия ще се спрем по-подробно на използването на високочестотен сигналгенератор при поправка, настройка или изследване на радиоприемници.
Съставни части на високочестотния сигналгенератор
Всеки високочестотен сигналгенератор се състои от следните части:
1. Главната съставна част е производителят на високочестотни трептения, т. е. самият осцилатор. Високочестотните трептения се произвеждат с помощта на трептящи кръгове и електронни лампи, свързани по най-различни схеми. На долната фигура е показана принципната схема на осцилатор с индуктивна обратна връзка.
Един от най-важните въпроси при всички видове осцилатори е въпросът за поддържане на неизменна честота и неизменна амплитуда на високочестотните трептения. Това се постига по различни начини. Така положителният температурен коефициент на кондензатора и бобината на трептящия кръг се неутрализира, като се включи в същия кръг кондензатор с отрицателен температурен коефициент.

За да се запази амплитудата на високочестотното напрежение еднаква при различни честоти и условия, прибягва се до различни методи за автоматично регулиране на тази амплитуда. Някои от тези методи наподобяват автоматично регулиране на силата в приемниците.
2. Друга съставна част е производителят на нискочестотни трептения, които обикновено са с честота 400 хц. С тях се модулират произведените от осцилатора високочестотни трептения.
На долната фигура е показана принципната схема на един такъв нискочестотен генератор. Схемата е подобна на схемата за получаване на високочестотни трептения с тази разлика, че в случая се използват бобина със стоманено ядро и кондензатор, които имат много по-големи стойности (според формулата на Томсън).
3. Модулацията на високочестотните трептения се извършва по различни начини — било направо, било чрез подходяща за тази цел лампа.

На долната фигура е показан един от най-опростените начини за модулация. Чрез лампата П се произвеждат нискочестотни трептения (обикновено с честота 400 хц). Една част от нискочестотното напрежение от бобината L1 се подава на лампата, като произведените от тази лампа високочестотни трептения се модулират при 30% дълбочина на модулацията.
В някои високочестотни сигналгенератори е предвидена възможност за модулиране на произведените високочестотни трептения с нискочестотни трептения, подадени отвън (от тонгенератор или друг източник)

4. На атенюатора се подават получените високочестотни трептения. Атенюаторът е конструиран така, че от него могат да се вземат различни по големина високочестотни напрежения.
Най-простият атенюатор е обикновен делител на напрежението R (потенциометър), какъвто е показан на тази фигура. Чрез плъзгача на потенциометъра на изхода на осцилатора могат да се получат различни напрежения.

При изследване на радиоапарати и при други случаи големината на високочестотното напрежение на изхода на осцилатора трябва да бъде известна. Това може да се постигне по два начина. Единият начин е, като се измерва изходното високочестотно напрежение посредством чувствителен лампов волтметър. Другият начин е, като се използва атенюатор, който служи не само за нагласяване на различни изходни напрежения, но същевременно показва стойностите на тези напрежения.
На долната фигура е показан един такъв атенюатор. Осцилаторът произвежда модулирано или немодулирано високочестотно напрежение със стойност U~1. Чрез превключвателя П се извършва грубото, а чрез потенциометъра R — плавното нагласяване на различни изходни напрежения U~2. По такъв начин на изхода се получават високочестотни напрежения от няколко микроволга до няколкостотин миливолта. Тези стойности се определят, като отчетената от потенциометъра R стойност се умножи по показаното от превключвателя число (х 1, х 10, х 100 и х 1000). Трябва да се подбира такава комбинация от съпротивления, че общото съпротивление, включено към източника на високочестотни трептения, да остава едно и също при различните превключвания.

Съпротивленията на атенюаторите трябва да имат малък повърхностен ефект, малка индуктивност и малък, капацитет. Поради тези причини се използват малки и навити по специален начин съпротивления.
Тъй като при много високи честоти нежелателните капацитети на съпротивленията са от значение, при осцилаторите за такива високи честоти се използуват капацитивни атенюатори на високочестотното напрежение. Освен тези атенюатори в някои случаи се използуват индуктивни атенюатори, бобини и специални начини за нагласяване на изходното високочестотно напрежение от измервателните генератори.
5. Изкуствена антена. Тя представлява комбинация от съпротивление, бобина и кондензатор, които са с такива стойности, с как- вито са съпротивлението, индуктивността и капацитетът на една средна по големина приемна антена (фиг. 175). В практиката обаче тази изкуствена антена се заменя с кондензатор с капацитет 200 пф, който е поставен обикновено в самия осцилатор. За по-големи честоти (къси вълни) се препоръчва само едно съпротивление от 100 до 400 омa.

6. Захранване. Повечето осцилатори се захранват от мрежа с променлив ток. Понеже напрежението на мрежата се колебае, в прецизните осцилатори са предвидени специални стабилизатори на напрежението — лампови, ферорезонансни и др. В някои случаи стабилизирането на напрежението се постига чрез специални свързвания.
Така при триточков осцилатор с бобини с увеличаване на захранващото напрежение се увеличава и честотата. При триточковите осцилатори с. кондензатори е обратно. Осцилатори с комбинирано свързване произвеждат високочестотни трептения, които не се влияят от измененията на захранващото напрежение.
7. Екрани. Един много важен въпрос при измервателните генератори е произведената високочестотна енергия да се отправи само по един път към изхода, като се предотврати всякакво разсейване на тази енергия. Това се постига чрез екраниране както на отделни елементи (бобини, съпротивления от атенюатора и др.), така и на отделните стъпала. В някои случаи се налага двойно и тройно екраниране.
За да се предотврати протичането на високочестотни токове в раз лични посоки през шасито, всички свързани с него проводници трябва да се свържат в една подходяща точка.
Също така трябва да се предотврати и излъчването на високочестотна енергия чрез захранващите проводници, като в тях трябва да се предвидят достатъчно филтри, които да спират високочестотните токове.
Използвана литература:
Петров, Александър С., Мартулков, Станислав Петров, Писомов, Вичо Йорданов. Слаботокови електрически измервания :. Учебник за III, IV и V курс на техникумите по електротехника, специалност Слаботокова електропромишленост и експлоатация /. [4. изд.]. София :, Техника,, 1963., 346 с.