Тези рекламиоткрихме в най-старо българско радиотехническо списание ,,Радио-вести“. Както сме отбелязвали и в други публикации, те са ценен извор за историята на радиото в България, затова ги предоставяме на Вашето внимание.
[1929] Много стари реклами на техникаKакво ще кажете за тази, където радиолампитеса наречени ,,радио крушки“? :D
Радио реклами radio reklami
А ето тук научаваме за още една довоенна радиотехническа работилница, съществувала в България:
Ретро реклами Retro reklami
А това е реклама на най-старата софийска радиофабрикаВЕВО, основана през 1927 г.:
Български ретро реклами Balgarski retro reklami
Рекламана Филипс от 1929 г.:
Първите реклами Parvite reklami
И на Телефункен:
Ретро реклама retro Reklama
Едни от първите чуждестранни радиоапарати, внесени в България – френските Радиола:
В това предаване обърнахме внимание на първата българска пералня с икономична програма Перла 04 Икономик, българския универсален уред за печене Апетит, загряхме вода на български ел. котлон от 1950-те години, а и разказахме още доста неща
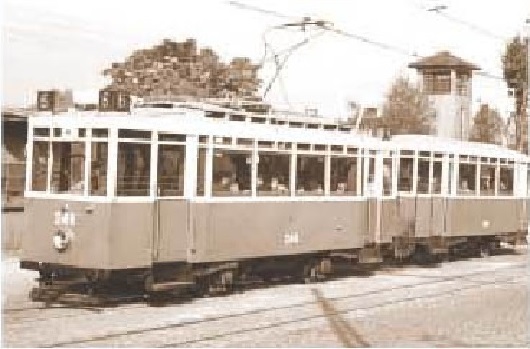
Както знаем, трамвайният транспорт е един от най-старите видове обществен превоз в българските градове. Този факт е отразен достатъчно добре както в литературата (напр. някои разкази на Иван Вазов), така и в пресата. Но тъй както сме сайт за история на българската техника, защо да не си дойдем на темата и да не отбележим, че още по царско време в българските градове са се движели и български трамваи? :)
Ето как започва историята. През 1931 г. в София под ръководството на инж. Теодосий Кардалев започва производство на първите български трамвайни ремаркета, при които се използва здрава ходова част от вече бракувани мотриси. Тези ремаркета са известни като „Кардалевите ремаркета“.
Теодосий Кардалев
През 1936 г. са произведени и първите български трамвайни мотриси с марката „ДТО“ (по името на Дирекцията на трамваите и осветлението в Столичната община). При производството им са използвани стари шасита, като всички останали елементи са подменяни с нови.
Българските трамваи
През 1934 г. на територията на днешния столичен район Красно село е изградено първото голямо трамвайно депо. В него през 1951 г. е създаден и завод за производство на трамвайни мотриси, наследник на създадената от инж. Теодосий Кардалев техническа работилница на ДТО.
Български трамваи
Както е видно и от по-горните снимки, те се движат из софийските улици и доста след 1944 г. По-късно – в началото на 50-те идва и времето на първите български трамваи, произведени при новата власт. Те носят названия като ,,Република“, ,,Космонавти“ и ,,Комсомолци“. За тях ще ви разкажем в друга публикация. :)
[1970] Младежките стажове в Елпром ВарнаМладежите в завод Елпром Варна се подготвят енергично за участието си в прегледа, в трите му етапа — заводски, окръжен и национален. Настоящето е оптимистично — функционират пионерският заводза професионално обучение „Електрик“ и клубът за техническо творчество и майсторство.
„Идеята за създаване на пионерския завод не е нова“ — признава секретарят на заводския комитет на комсомолската организация, Илко Ценев. Не е нова, но е потенциална сила. Силата е в тях, най-младите, пионерите, които общуват с техниката в кръжоците по студена обработка на металите, по електротехника и машинно чертане. Ръководителите на кръжоците са техници и инженери, работещи в завода — Веселин Бойчев, Яни Кирилов, инж. Иванка Обрешкова и Мария Желязкова. Пионерският завод е средата, в която се създават условия за психична нагласа на детския ум към бъдещата професия. Четиридесет пионера от завод„Електрик“ ще участвуват в заводската изложба с изработените от тях туристически котлон, пълен комплект шлосерски инструменти, макет на матрица, електрически фенерчета и електрическа фурна „Пионер“ с две плочи. Такова е доброто начало от дейността на един пионерски завод със собствено административно ръководство, в който след време кръжоците ще прерастнат в цехове. Тогава пионерите ще разработват сложни електродомакински уреди, та дори и устройство за изучаване на чужди езици.
Общуването на младежта с науката и техниката се осъществява и в клуба за техническо творчество и майсторство на заводската младеж. Председател на клуба е инж. Георги Кънчев — технически директор на обособеното второ производство за бойлери и перални.
Ентусиазмът е белег на младостта. Той разбира се присъствува и тук, но е разумно дозиран. Липсва увлечението по големите идеи и високопарните формулировки. Полезен е фактът, че клубът за техническо творчество координира дейността си със Съвета на младите специалисти, към Базата за техническо развитие. И нещо ново, актуално — води се борба за „трите процента“ на 1970 година. Това значи снижение на брака, на разхода на материалите и на трудоемкостта с по един процент. Три различни форми на едно съдържание — повишаване рентабилюстта на производството. Такива са и задачите на прегледа на младежкото техническо и научно творчество. Да се повиши качеството на вложения труд, да се намалят разходите на материали и енергия и да се механизират производствените операции.
Младежки бригади Mladezhki brigadi
Младите техници имат план-програма за участието си в прегледа. Някои от задачите вече са изпълнени, по други още се работи.
Колектив с ръководител инж. Божидар Калоянов разработи инсталация за обезмасляване на детайли при боядисване. Редица детайли (кожух на пералня, кожух за бойлер), които се боядисват бели трябва да бъдат предварително обезмаслени. Сега тази операция се извършва ръчно, с бензин. С внедряването на инсталацията процесът напълно ще се автоматизира, от което ще се икономиса трудът на девет работника. Освен това ще се повиши качеството на обезмасляване на детайлите. Тя представлява шахта, наситена с парите на трихлоретилен, през която минава конвейерът със закачените за него детайли Тъй като детайлът е студен, парите се кондензират върху него и изтичат заедно с маслото в основната вана. След това той преминава в една гореща зона, където се изпаряват остатъците от трих- лоретилена. За да се намалят загубите на трихлоретилен, той се регенерира, като маслото, събрано в основната вана, се почиства. Предвидена е и автоматична блокировка за безопасна работа с инсталацията.
Конструкторски колектив с ръководител инж. Дочо Семерджиев разработи инсталация за автоматично поцинковане на детайли. С внедряването й се намаляват трудоемкостта на производствения процес, и броят на заетите работници: предбайцването, бай- цването и фиксирането се извършват автоматично на конвейерна лента. Ще отпадне необходимостта от електрокарист, от общи работници и най- важното — ще се осъществи ритмично снабдяване на участъка с детайли. Сега производствениците работят на четири смени, за да се поцинковат средно 250 детайла дневно. Трудности от конструктивен характер не липсват — трябва да се определи подходящ материал за изработка на ваната, тъй като обикновените стомани влизат в химическо взаимодействие с цинка.
А ето как се стигна до уреда за биене на мляко. В завода се получи писмо: „Помогнете на стопанката. Направете уред, който да замени бурилото“. И конструкторите не закъсняха. Антон Василев, инж. Владимир Краев, Мария Петрова и техният ръководител Стефан Петров разработиха уред за биене на мляко. Той представлява миниатюрна пералня, с изменена конструкция на перката. Процесът протича за около 20 минути. Уредът не е стационарен и тежи около 18 килограма. С него могат да се обработват не по-малко от 10 литра и не повече от 15 литра краве мляко.
За участие в прегледа на завода от колектив с ръководител инж. Божидар Златев се разработи и отоплителна конвекционнапечка Тропик-2, предназначена за отопление на жилищни помещения. В нея конструктивно е използуван принципа на свободната конвекция. Разликата в относителното тегло на нагретия и ненагрят въздух и височината на конвектора. обусловят изтичането на топлия възух с определена скорост. Поради сравнително ниската температура на изходящия въздух изгарянето на органическите вещества във въздуха и опушването на предметите, намиращи се близо до уреда, се намалява до минимум. Тази нова конструкция представлява подобрение на печкатаТропик-1 по отношение на трудоемкостта и някои технически показатели. В новия вариант номиналната мощност се повишава от 2000 W на 2500 W ; за осъществяване на светлинната сигнализация лампата с нажежена жичка се заменя с глимлампа; термо- ограничителят е заменен с нов, който се самовъзвръща, без да се отваря печката. Това обезпечава напълно пожаробезопасна работа в случаите на неправилна употреба.
Осъществена е също така електрическа гладачна машина Лада-2, която представлява подобрен модел на „Лада-1“. Предназначена е за гладене на бельа в домакинството. По-важни конструктивни детайли и възли за машината са: плот; носач на редуктора: редуктор; валяк; гладещо устройство: притискащо устройство и педал с жило.
Гладачна машина Лада Gladachna mashina Lada
Върху валяка е залепено вълнено кече, обвито с калъфка от хасе. Гладещата плоча е изработена от стоманена ламарина. с хром-никелово покритие. Върху нея са закрепени нагревателят и терморегулаторите. Предметът, който предстои да се изглади, минава върху въртящия се валяк и равномерно се притиска от гладещата плоча. Чрез натискане на педала гладещата плоча се отделя от валяка и може да се фиксира в това положение, посредством копче за задържане. Въртящият момент се предава на валяка от основния вал на редуктора чрез силова тръба. Двигателят е еднофазен, асинхронен с номинална мощност 60 w номиналната мощност на нагревателя е 2000 w; валякът има дължина 650 мм и диаметър 150 мм.
Такава е равносметката: някои от проблемите, които производството е поставило, са доловени и се решават успешно. Младостта и техниката са се свързали кинетично. Този съюз е действен, осезаем. В него има сила и движение. Намерени са формите на неговото осъществяване — две съвременни системи за автоматизация, един нов уред за битови нужди и три подобрени изделия. Може би не толкова гръмко, но ефективно и смислено осъществяване.
–-
Източник: сп. Наука и техника за младежта – 1970 г.
Вижте българския индустриален дизайн през 1974 в Sandacite.BG!
Българският индустриален дизайн през 1974-а!
Индустриалният дизайн е много важна дисциплина и сфера в техниката – това е оформлението и външният вид на техническите изделия, които се произвеждат. В България е съществувал Център за промишлена естетика, който се е занимавам именно с това. Огромната част от апаратите, които колекционираме, са дизайнирани именно от специалистите там, а ние изобщо не се замисляме за това и казваме само ,,произведено в еди-кой си завод“. Например, горната снимка изобразява проект за видеотерминал ИЗОТ ЕС 7270, проектиран от един от най-известните български специалисти в индустриалния дизайн – Добролюб Пешин, работил и по българските Елки.
Следващите няколко снимки са разработки на Центъра. За някои от тях веднага се разбира какво са, за други не толкова.
Щепсел тип Шуко:
Български индустриален дизайн Balgarski industrialen dizayn
Осветително тяло:
Български индустриален дизайн Balgarski industrialen dizayn
Телефон:
Български индустриален дизайн Balgarski industrialen dizayn
Кухненски шкафове с вграден котлон и умивалник:
Български индустриален дизайн Balgarski industrialen dizayn
Телевизионна приставка:
Български индустриален дизайн Balgarski industrialen dizayn
Някои от тях са били усвоени в масовото производство, а други не. От първите със сигурност е това – добре познатата Елка 53:
Елка 53 Elka 53
Има доста материал по темата за българския индустриален дизайн на техника, които ще Ви представяме. Сред тях има много, много напредничави и необичайни неща.
През 1969 г. Заводът за изчислителна техника в София започна да произвежда универсалната ЗИТ 151. по лиценз на японската „Facom-230–30“ на фирмата Fujitsu. Внедряването ѝ за производство започва с обучение на специалисти, предоставяне на пълна производствена документация и готови комплекти компоненти и шкафове за монтаж, доставени от Япония. В Завода за изчислителна техника в София се осъществяват само връзките между отделните контактни пера на платките с т. нар. метод „репинг“. Тази технология премахва запояването и представлява плътно навиване с пистолет на проводник върху контактното изходно перо на куплунга за всяка платка. ЕИМ е изградена на базата на полупроводникови елементи – диоди и транзистори. До 1969 г. са произведени опитните образци, като е усвоено цялото производство по технологията на лиценза с внесени от Япония измервателни уреди, контролна и тестваща апаратура, градивни елементи и периферни устройства. При преминаване към производствена серия елементната база е заменена с българска – производство на Завода за полупроводници – Ботевград, а използваните магнитни материали са заменени с такива, произвеждани в България и внос от ГДР.
Конфигурация:
Операторски пулт с вход и изход на електрическа пишеща машина;
Периферни входни устройства – четец на перфолента, четец на перфокарти;
Изходни периферни устройства – перфоратор на перфокарти, перфоратор на перфолента, широк печат;
Външни запаметяващи устройства – запаметяващи устройства на магнитна лента (ЗУМЛ) (6 бр.);[1]
Стандартна ЕИМ- шкаф захранване, шкаф ЦПУ, шкаф магнитна памет (на ферити), шкаф управление на периферните устройства;
Променливотоков стабилизатор на напрежение с мощност 25 kW.
Компютрите се произвеждат от 1967 до 1971 г. и са внедрени в териториални изчислителни центрове (ТИЦ). Проектът е ръководен от инженер Иван Марангозов.
ЗИТ-151 ZIT-151
Възможности на ЗИТ 151
ЗИТ 151притежава качествата на лицензния компютър Facom 230-30. Като използва постигнатото с модела Facom 231, новият модел ЕИМ притежава по-високи възможности. Чрез функционални разширения се постига 10 пъти по-висока скорост на обработката на данни. За 10 разрядна дума е постигната средна скорост на аритметичните действия :
събиране – 58,3 μs
изваждане – 82,5 μs
умножение – 850 μs
При обработка на 10 разрядна дума с плаваща запетая са постигнати:
събиране – 150 μs
изваждане – 200 μs
умножение – 1400 μs
Магнитната памет е изпълнена на ферити с продължителността на цикъла за достъп 2,2 μs. Обемътна паметта е увеличен спрямо Facom 231 два пъти до максимум 64 KChar, където har (hartley – хартли) е единица количество информация, равна на log210 = 3,323 бита.
Производствено коопериране
Комплектуването на ЕИМ освен с оригиналните части от доставката по лизинга, се произвежда от изработени в ЗИТметални конструкции на шкафовете. В завода производител са разработени инструменти за производство на печатните платки, куплунги, свързащи кабели и механична обработка. Химическата обработка, пробиването и монтажа на платките се извършва в ЗИТ. Запояването на платките се извършва на закупената специализирана машина „калаена вълна“. Шкафът ОЗУ (оперативното запомнящо устройство) и ПЗУ (постоянното запомнящо устройство) се изработва на базата на феритни сърцевини в ЗЗУ(Завод за запаметяващи устройства) гр. Велико Търново. Производството на запомнящите устройства на магнитна лента (ЗУМЛ) са внедрени по лиценз в едноименния завод в гр. Пловдив. Електрическата пишеща машина за вход и изход на ЕИМ се произвежда в Завод за пишещи машини – Пловдив. Японските четец на карти и четеца на лента са заменени с такива устройства на чехската фирма „Аритма“. Широк печат е внесен от САЩ, производство на фирмата „Хюлет пакард“ (5 броя) и полското производство на бръз широк печат DW 21, произвеждан по английски лиценз.
Завод за изчислителна техника София
А ето и оригинална статия от 1969 г., поместена в бр. 8-1969 на списание Военна техника. В случая ЗИТ 151 е определана като първа, защото през 1963-4 г. в БАН е разработена електронноизчислителната машина Витоша, но тя не е пускана в масово производство. ЗИТ 151 обаче е първата българска ЕИМ в масово производство.
,,ЗИТ 151е първата българска електронноизчислителна машина, която подобно на съветската „Минск- 22“, американската „IВМ“, система 1460 и други системи спада към второто поколение в изчислителната техника. Машинатаще се произвежда серийно у нас и ще служи като основно техническо средство в системите за обработка на информация, изграждани в България.
Системата ЗИТ 151 съдържа отделни блокове, конструктивно обособени като самостоятелни устройства, които могат да се включват но избор в конфигурацията на машината. Това дава възможност, като се изменя обемът на работата в съответния изчислителен център, конфигурацията на електронноизчислителните машини да бъде променена сравнително леко.
Основната конфигурация на ЗИТ 151 включва следните устройства:
централен изчислител с пулт за управление, който обединява функ циите на аритметично и управляващо устройство;
запомнящо устройство, което обединява оперативната памет на машината с капацитет 32 карти и външната памет върху магнитни ленти със скорост на четене и запис 41,7 kHz;
входно-изходни устройства: перфокартно четящо устройство със скорост 800 карти/min; перфолентно четящо устройство със скорост 400 знака/min; перфоратор на карти със скорост 250 карти/min; перфоратор на лента със скорост 100 знака/s и устройство за широк печат на азбучно-цифрова информация със скорост 800 реда/min.
Връзката между централния изчислител и входно-изходните устройства се осъществява по стандартни канали, като към всеки канал могат да се включат определен брой входно-изходни устройства.
Електронно-изчислителната машинаЗИТ 151 извършва всички видове операции, необходими за универсални изчисления — аритметични и логически, операции за пренасяне на зони, за редактиране и преобразуване на кодове, за програмно управление, за въвеждане и извеждане на информация и т. н.
Високата вътрешна скорост на централното устройство заедно с възможността за едновременна работа на 4 програми, съчетани с входно-изходни операции, както и автоматичният контрол позволяват оптимална производителност при висока сигурност. Възможността за прилагане на известните международни алгоритмични езици КОБОЛ, АЛГОЛ, ФОРТРАН, на програмите с приложен характер като ПЕРТ, СОРТ, линейно програмиране и др. съкращава времето за сглобяване и съставяне на програмите и определя универсалността на машината. Основен програмен език е ФАСП и програмата „Монитор МСР“, чрез които се постига леко програмиране на големи и сложни условия.
Възможностите за различни конфигурации на системата ЗИТ 151, съчетанието й с бързодействуващи входно-изходни устройства, включването на различна външна памет и допълнителни устройства, необходими за решаване на възникналите условия, осигуряват пълното й пригаждане към различни видове задачи. Анализът на технико-експлоатационните характеристики на ЗИТ 151 доказва, че тази електронноизчислителна машина може да се използва с успех като основна машина във всеки изчислителенцентър.“
Вижте в Sandacite.BG какви български електрокари е имало през 1964 г.!
Българските електрокари през 1964 г.
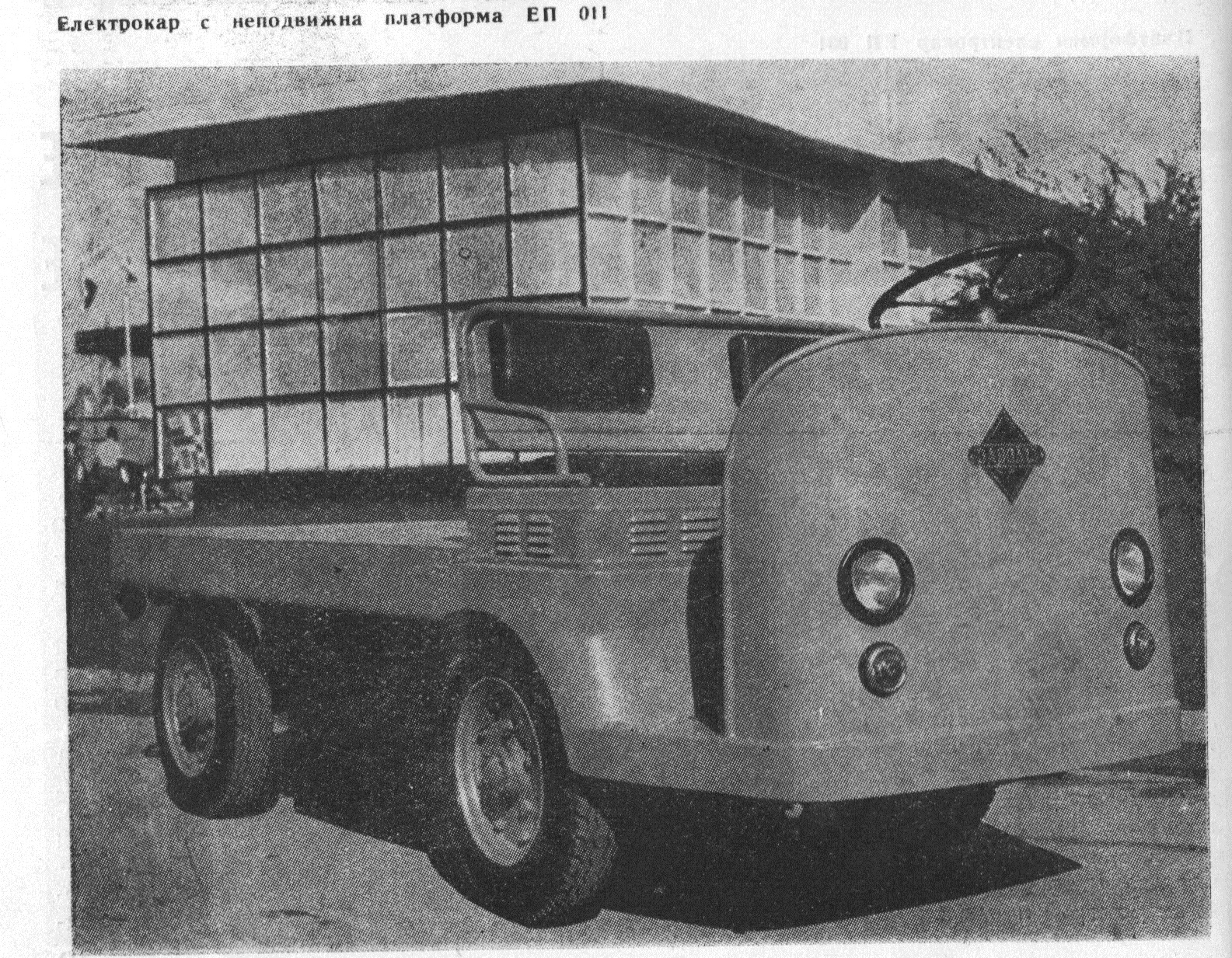
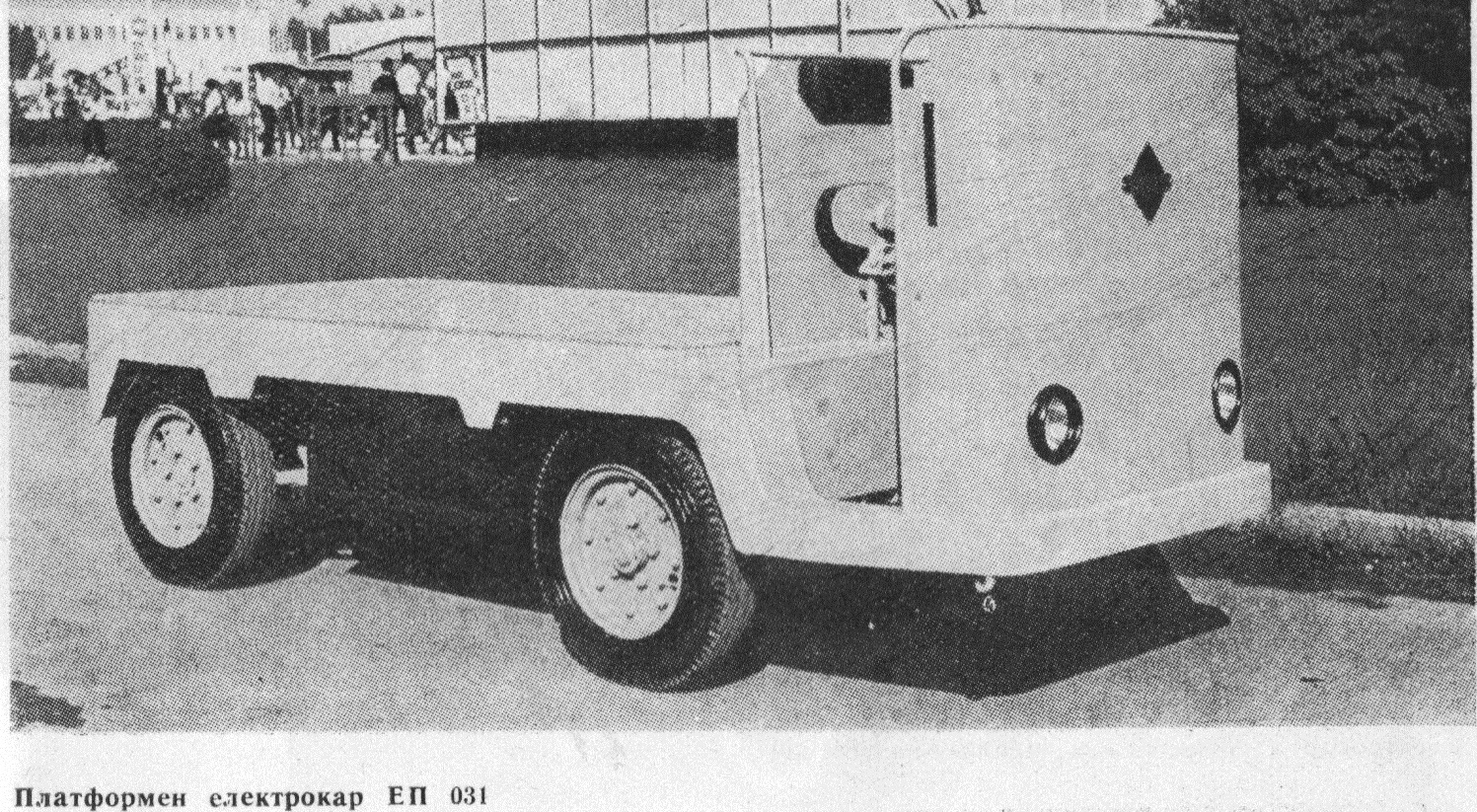
Електрокарите са сред най-познатите български технологични производства въобще! България ги е изнасяла в целия свят, дори и в Азия, а някои от заводите, които са се занимавали с това, са били дотолкова успешни, че (поне те) работят и сега. Сега ще обърнем по-сериозно внимание на тези устройства.
През 1964 г. в заводите на Балканкарвече се произвеждат:
Платформени електрокари с товароподемност 500, 1000, 2000 и 3000 кг. Те имат скорост на движение между 9 и 14 км/ч. Дву- и тритонните електрокари имат с удобна седалка за двама души.
Нископовдигачис товароподемност 1500 и 2000 кг. Първият е с лостово управление, а вторият — с воланово управление и седалка за водача. Задвижването им се осъществява от два серийни правотокови електродвигателя, монтирани към двигателните колела. Работната платформа се повдига при първия на 150 см, а при втория – на 125 см. Работят със специални по¬ставки, върху които се поставят товарите. Този тип електрокариса подходящи за работа в цехове и складове. Скоростта им на движение с товар е 8 км/ч.
Платформен електрокар Platformen elektrokar
Универсални високоповдигачис товароподемност 600, 1000, 2000 и 3000 кг.
Шестстотинкилограмовият електрокар е с три колела, като задното е едновременно и двигателно, управляемо. Той има много малък радиус на завой — върти се на място – поради което е много удобен за работа в складове. При останалите електрокари от тази трупа колелата са четири, като предните са двигателни, а задните — управляеми. И четирите типа са с воланово управленне и повдигат товарите до 3,2 м. На повдигателната уредба могат да се монтират различни сменяеми работни съоръжения: кош за насипни материали, кранова стрела, кламери за бали, рула, тухли и други, което ги прави универсално приложими във всички отрасли на стопанството. Произвеждат се с плътни бандажни и пневматични гуми. Скоростта им е между 8 и 10 км/ч.
Нископовдигач Niskopovdigach
Електрокар-влекач, пригоден да тегли товари до 12.5 тона. Пневматичните гуми и ресорите на четирите колела позволяват на влекача да работи и по лоши пътища без опасност от повреди. Той е много маневрен. Управляеми са предните му колела. Снабден е със седалка за двама души и с пълна електрическа и сигнална инсталация, съобразена с изискванията на Правилника за уличен транспорт. Скоростта на движение се регулира плавно и при номинален товар е 7 км/ч.
[1965] ДМЗ Видин и помпените станции на БългарияДо началото на 1960-те години единствени предприятия в страната, които произвеждат машини и съоръжения за помпени станции, са заводите Сила в Ямболи Васил Коларов във Варна.
Завод Сила започва производството на малък асортимент помпи, и то с ниски параметри при почти занаятчийски условия на производство и наличие на стар износен инструментален парк. Единствените по-големи помпени агрегати бяха помпите тип ЦП-400 (така наречените оризови помпи), които отдавна отпаднаха от производство. Завод Васил Коларов произвеждаше чугунени клинови шибърис ръчно задвижване и диаметър до 400 — 600 мм за налягане до 10 атм. Малкото и ограничено производство в този период не съответстваше на темпа на изграждането и не задоволяваше нуждите на мелиоративните помпени станции.
На първо време бе необходимо да се изготвят техническа документация и конструктивни проекти за по-широк диапазон на помпи, които да се усвоят от българското машиностроене. Това наложи да се създаде проектоконструкторската организация Машпроект, чиято задача бе конструирането на силови и работни хидравлични машини. Първоначалното развитие на този отрасъл в организация бе свързано с редица трудности главно по създаване на хидравлична документация и изпитване на моделите — прототип на хидравличните машини, и достигане на показатели и параметри, които съответствуват на съвременното техническо ниво. Преодоляването на тази трудност за сравнително кратко време — фактор, който бе от голямо значение за нашето народно стопанство, бе немислимо без голямата подкрепа и помощ на бившия Съветския съюз. На Машпроект, а по-късно и на завод Георги Димитроввъв Видинбе предадена пълна хидравлична документация за проточната част и работното колело на почти всички окончателно изпитани и усвоени в СССР помпи от малък и среден мащаб. По този начин пътят към конструиране и приспособяване конструкциите за цялостна изработка у нас с наличния инструментален парк и перспективното му обогатяване в близко бъдеще бе открит.
Завод Георги Димитров Видин Zavod Georgi Dimitrov Vidin
Наличието на конструктивни проекти за нов и по-богат асортимент помпиналожи прегрупиране на силите и строго профилиране на производството на някои заводив страната. Така се обособи машиностроителният завод Георги Димитров във Видин за задоволяване на нуждите на страната и износ на малки и средни помпи. Производството на по-големи помпибе възложено на машиностроителния завод Никола Вапцаров в Плевен. В първоначалния етап производството на клинови шибърии обратни клапи за комплектуване на помпените агрегати също бе поделено между горните два завода, като завод Георги Димитров произвеждаше арматура с диаметър до 400 мм и налягане 10 атм, а в заводНикола Вапцаров — арматура с диаметър до 800 мм и налягане 16 атм. През последните няколко години производството на арматура се усвои изцяло и сега се извършва в специализирания завод „Стаханов“ — Попово, клон на Главната дирекция по корабостроене във Варна.
През 1965 г. в завод Георги Димитров във Видин вече се произвеждат:
Над 20 типа едностепенни центробежни помпитип Е с дебит от 2 до 160 л/сек и напор от 9 до 100 м вод. ст. Тези помписа хоризонтални, изпълнени са конзолно и втичането на течността в работното колело е едностранно. Помпитетип Е се доставят в две изпълнения :
а) с лагерно тяло и възможност за куплиране с отделен електродвигател;
б) без лагерно тяло, при което работното колело е монтирано непосредствено на удължения вал и изпълнението на електровдигателя е специално.
Видинска напоителна система Vidinska napoitelna sistema
Шест вида едностепенницентробежни помпи тип Д с двустранно втичане на водата и специфични обороти в диапазона 60 — 90. Те се произвеждат главно в хоризонтално изпълнение, а помпитетип 350 Д и 400 Д — и във вертикално изпълнение. Този тип помписа пригодени да работят в широк интервал на промяна на оборотите, с което осигуряват водочерпене от 60 до 550 л/сек и напор от 10 до 135 м вод. ст. Това е серията, която намира най-широко приложение в мелиоративните помпени станции от среден мащаб.
Около 10 типа многостепенницентробежни помпи тип ПМ с едностранно втичане на водата. Те се изготвят в хоризонтално изпълнение с брой на степените (работните колела) от 4 до 10 за дебита от 2,8 до 50 л/сек и напор от 27 до 325 м вод. ст.
Три типа потопени многостепенни центробежни помпи тип ПВ за дебит от 2 до 16 л/сек и напор от 45 до 118 м вод. ст. Те се изпълняват с брой на степените от 3 до 10 и се използват за водоснабдителни и напоителни цели при водочерпене на подземни води.
Завод Никола Вапцаров в Плевен произвежда следните типове помпи:
Едностеенни центробежни помпи с двустранно втичане на течността от типа НД на съветската номенклатура Тук влизат сериите нисконапорни, среднонапорни и високонапорни помпи, който се изготвят във вертикално и хоризонтално изпълнение и имат диапазон на водочерпене от 250 до 1800 л/сек и напор от 10 до 104 м вод. ст. Този тип помпи се използуват включително за средни и големи напоителни помпени станции.
Осовипомпитип ВП-60, 20 ПРВ-60 и 30 ПРВ-60. През 1965 г. в процес на усвояване на производството се намират помпите от типа ОВ във всичките им подразделения, които ще покриват диапазон на водочерпене от 450 до 1500 л/сек и напор от 3 до 23 м вод. ст.
Осовитепомпив мелиоративното строителство намират широко приложение в отводнителните помпени станции, а също и в някои напоителни подязовирни помпени станции, където се използва наличният пад на язовира, т.е. напорът се изменя в широки граници.
Обратна клапа Obratna klapa
Едностепенни центробежни помпи от типа В на съветската номенклатура, които имат изготвена техническа документация и конструктивни проекти и са в процес на усвояване в производството. Тези помписе изпълняват като вертикални и намират приложение в големите мелиоративни помпени станциина големи водоизточници. Помпите тип В позволяват водочерпене от 0,9 до 18,000 м3/час.
Заводът „Стаханов“ в Попово произвежда 12 типа клинови шибъриза налягане до 16 атмосфери и 13 типа обратни клапи за налягане до 16 атмосфери. Нуждата от по-широк асортимент арматура налага да се разшири гамата и в перспективния план на предстоящите 2—3 години се предвижда удвояване на асортимента.Освен това заводът „Стаханов“ произвежда и няколко типа въздушници и удароубиватели с диаметър от 60 до 150 мм. Последният тип арматура намира широко приложение при напорните тръбопроводи на помпените станции като елементи за намаляване на степента на повишаване на налягането в тръбопровода при внезапно отпадане на напрежението и при неустановения режим на работа.
През 1959 г. част от конструкторския колектив на Машпроектбе прехвърлен към завод Георги Димитров във Видин, а през 1964 г. останалата част от същия институт — към заводНИПКИМИ, клон „Водни турбини“ — Плевен. Към тези два завода се обособиха научноизследователски и конструкторски институти със задача да подобряват непрекъснато параметрите на произвежданите помпи и да разработват нови серии помпи. Обзаведената хидравлична лаборатория в завод Георги Димитров напълно осигурява тази възможност за помпите от малък и среден мащаб.
Помпена станция Pompena stanciya
Предстои изграждане на големи помпени станции за мелиоративни нужди на р. Дунав — „Люляка“, „Малък Преславец“ и „Силистра“. Агрегатите за тези помпени станции с единична мощност от 7500 до 16 000 квт ще се конструират и изработят в страната. За помпена станция „Люляка“ е използуван модел на помпатип 52-В-11 ог съветската номенклатура. През 1965 г. тя вече е конструирана и дадена в производството. За помпена станция „Малък Преславец“ по инициатива на „Водпроект“ в момента се изготвя модел за хидравлично изпитване на помпатав натура, чиито параметри са: дебит 11 м3/сек и напор 104 м вод. ст. С тази голяма задача е заангажирана и катедрата „Хидравлични машини“ при тогавашния Висшия машинно-електротехническия институт — София (сега ТУ). Лабораторията на посочената катедра е обзаведена с модерна апаратура и съоръжения за извършване на хидравличните изпитвания, включително заснемане на четири квадратни характеристики и създаване на подходящи модели.
Повдигателните съоръжения за обзавеждане на помпените станции, предимно едногре- дови мостови кранове с товароподемност от 1,5 до 10 т, се произвеждат изключително от специализирания за подемни кранове завод Христо Смирненски в София. За малките помпени станции като повдигателни съоръжения с товароподемност до 1 т се използуват монорелсови греди, които се изработват от монтажната организация. Върху тях се монтират повдигателни макари и пътуващи котки производство на специализираните заводи към Комитета по машиностроене. Използуването на електротелфери за повдигателни съоръжения в помпените станции е сравнително рядко явление, тъй като, от една страна, голямата скорост на механизма за вдигане на товара не е подходяща за извършване на монтажните работи, от друга страна, стойността на електротелферите и съоръженията към тях е голяма.
Производството на стоманените напорни тръбопроводи за помпени станции и основни изпускатели на язовири до 1961 г. се извършва отзавод Христо Смирненски в София и тогавашнот ремонтно предприятие към Главното управление на трудовата повинност.
Помпена станция Pompena stanciya
След VІІІ конгрес на БКП и 143-то постановление на МС за усилено изграждане на напоителни системи обемът на производството на напорни стоманени тръбопроводи се увеличи. Успоредно с това изграждането на дълги водоснабдителни тръбопроводи за химическата промишленост и енергетиката наложи да се създадат цехове за производство на стоманени тръбопроводи към „Хидрострой“, „Водстрой“ и др. От тези временно създадени цехове днес остава да съществува за нуждите на мелиоративното строителство производствената база към СМУ „Водстрой“ — София.
На 7 май 1895г. на заседание на Руското физическо дружество в Санкт Петербург изобретателят на радиотоАлександър Степанович Попов
представя уред за предаване и приемане на електрически колебания на големи разстояния без проводник, т. е. трансмисията на Херцовите вълни. От една зала на университетската сграда Попов изпраща в друга зала думите “Хайнрих Херц”, които председателят на дружеството възпроизвежда на черната дъска.
Днес 7 майсе чества в България, Русия и Беларус като Ден на радиото.

![[1929] Много стари реклами на техника](https://sandacite.bg/wp-content/uploads/2016/05/%D1%80%D0%B0%D0%B4%D0%B8%D0%BE-%D1%80%D0%B5%D0%BA%D0%BB%D0%B0%D0%BC%D0%B8.jpg "[1929] Много стари реклами на техника")
![[1929] Много стари реклами на техника](http://www.sandacite.bg/wp-content/uploads/2016/05/1929-%D0%9C%D0%BD%D0%BE%D0%B3%D0%BE-%D1%81%D1%82%D0%B0%D1%80%D0%B8-%D1%80%D0%B5%D0%BA%D0%BB%D0%B0%D0%BC%D0%B8-%D0%BD%D0%B0-%D1%82%D0%B5%D1%85%D0%BD%D0%B8%D0%BA%D0%B0.jpg "[1929] Много стари реклами на техника")













![[1936] Първите български трамваи ДТО](https://sandacite.bg/wp-content/uploads/2016/05/%D1%82%D0%B5%D0%BE%D0%B4%D0%BE%D1%81%D0%B8%D0%B9-%D0%BA%D0%B0%D1%80%D0%B4%D0%B0%D0%BB%D0%B5%D0%B2.jpg "[1936] Първите български трамваи ДТО")




![[1970] Младежките стажове в Елпром Варна](https://sandacite.bg/wp-content/uploads/2016/05/1970-%D0%9C%D0%BB%D0%B0%D0%B4%D0%B5%D0%B6%D0%BA%D0%B8%D1%82%D0%B5-%D1%81%D1%82%D0%B0%D0%B6%D0%BE%D0%B2%D0%B5-%D0%B2-%D0%95%D0%BB%D0%BF%D1%80%D0%BE%D0%BC-%D0%92%D0%B0%D1%80%D0%BD%D0%B0.jpg "[1970] Младежките стажове в Елпром Варна")





















![[1965] ДМЗ Видин и помпените станции на България](https://sandacite.bg/wp-content/uploads/2016/05/1965-%D0%94%D0%9C%D0%97-%D0%92%D0%B8%D0%B4%D0%B8%D0%BD-%D0%B8-%D0%BF%D0%BE%D0%BC%D0%BF%D0%B5%D0%BD%D0%B8%D1%82%D0%B5-%D1%81%D1%82%D0%B0%D0%BD%D1%86%D0%B8%D0%B8-%D0%BD%D0%B0-%D0%91%D1%8A%D0%BB%D0%B3%D0%B0%D1%80%D0%B8%D1%8F.jpg "[1965] ДМЗ Видин и помпените станции на България")


















