[1962] В Хладилния завод преди 55 годиниДолният очерк е написан през 1962 г. и съдържа много интересна информация за всичко, случвало се в Хладилния завод Антон Иванов през 1962 г., както и за плановете тогава.
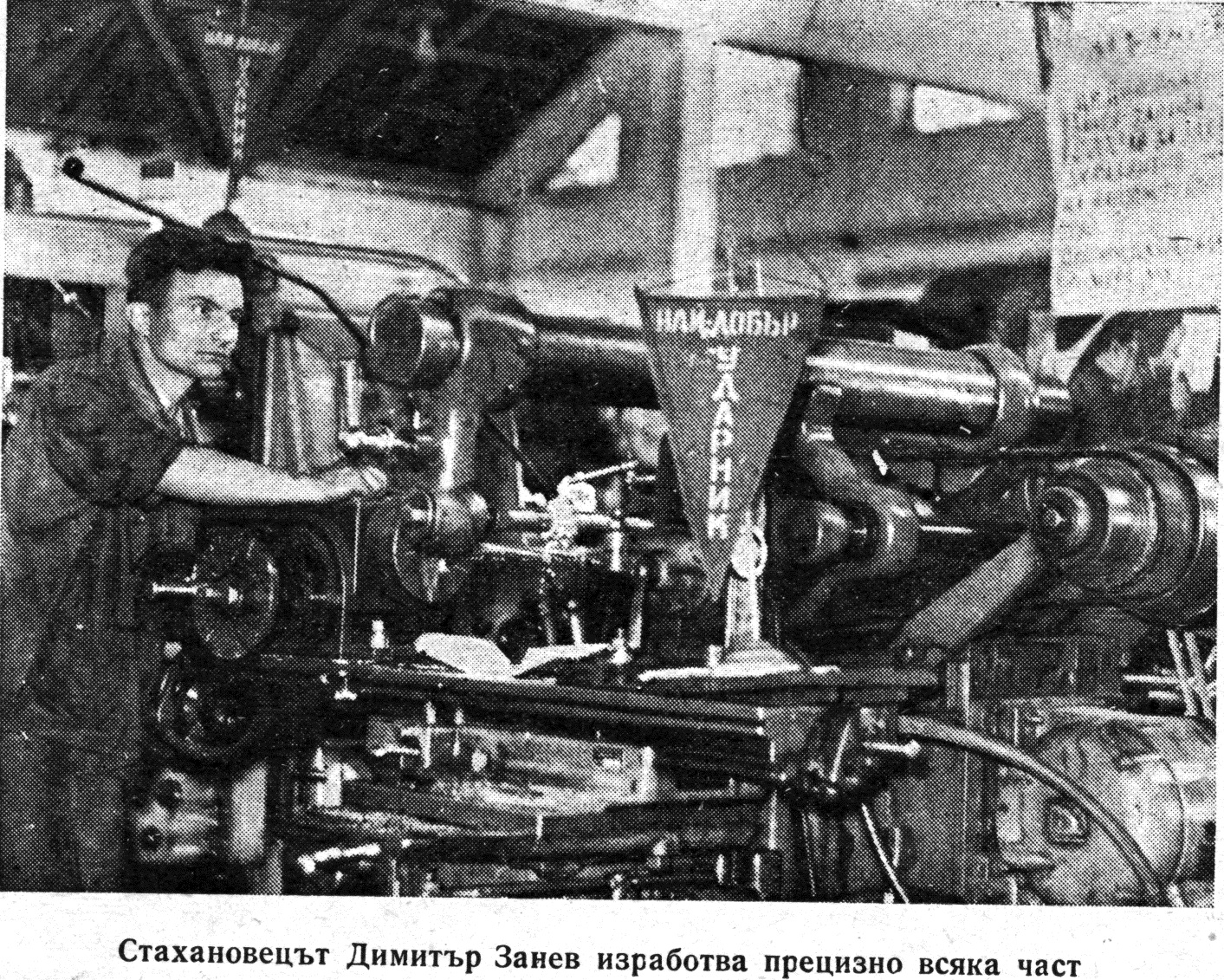
,,Голямото стъклено здание отдалеч привлича погледите на минувачите. Може да се предположи, че това е институт или учебно заведение. Но при по-продължително вглеждане зад стъклата се откриват стругове, поточни линии и хора, облечени в сини работни дрехи. Излиза, че това съвсем не е училище или институт, а завод. Една от новите сгради на предприятието за производство на хладилници и хладилни инсталации в София— Антон Иванов.
НЕДОВЕРИЕ, СТОПЕНО С… МРАЗ
През 1958 година бе изработен първият домашен хладилник Мраз—75. Няма работник от Антон Иванов, който да не е погалил с ръка заоблените форми на малко грубия първороден син на завода. До края на годината били произведени едва десетина бройки. Появата на българските хладилници в магазините е съпроводена с голям интерес и малко доверие. Те се застояват по витрините и щандовете и дълго време не се купуват. Все пак производството на заводане спира — през следващата година са произведени около 1 000 броя. Отзивите на притежателите стават насърчаващи и все пак . . . българско производство! Чуждите, макар и по-скъпи, се предпочитат. Но през 1961 година излиза новият модел Мраз—80. Той има изящна външност и отлични технико-икономически показатели. Навсякъде се заговорва за новия модел. За кратко време магазините се изпразват. Хладилниците се произвеждат вече не със стотици, а с хиляди, но не достигат, и гражданите започват да чакат на опашка за „Мраз—80“. Броят на записаните расте е всеки изминат ден и достига цифрата 70 000, а заводът за 1963 година ще произведе едва 17 000! Само от вътрешния пазар е закупено производството за 5 години!
АБСОРБЦИОНЕН ИЛИ КОМПРЕСОРЕН?
Теоретически абсорбционниятхладилник би могъл да работи вечно. Но за това са нужни стомана, която никога да не ръждясва, и някои други „дреболии“. Какво представлява абсорбционният хладилник? Система от тръби. Разтвор, богат на амоняк, се затопля от електрически нагревател и предизвиква изпарение на амонячните пари. Те от своя страна се втечняват в кондензатора, а оттам отиват в изпарителя, където вече чистият амоняк се изпарява и отнема топлината от околната среда (хладилника). От изпарителя амонячните пари преминават в абсорбера, където се срещат с изоставения беден амонячен разтвор, който веднага ги поглъща, и процесът започва отново. Действително, процесът щеше да е вечен, ако не бяха „дреболиите“. Но и сега абсорбционният хладилник работи с гаранция до 15 и даже 25 години. Ако се повреди след този срок, той може да не се носи на поправка, защото няма смисъл да се поправя. Хладилникътпросто е остарял.
Хладилен завод Hladilen zavod
За разлика от абсорбционния компресорният агрегат се състои от електромотор и компресор, херметически затворени в метален кожух. Сега не става дума за вечност, а само за една гаранция от 10—12 години. Но каква?
Първо, процесът тук се поддържа от електромотор, който задвижва буталото на компресора. Засмуканите от компресора пари на хладилния агент се нагнетяват в кондензатора и се втечняват. Оттам втечненият агент преминава през дроселираща капилярна тръбичка в изпарителя, където отново се предизвиква изпарение. При тоя процес се отнема околната топлина. Парите от изпарителя -се засмукват отново от компресора и процесът се повтаря.
За разлика от абсорбционния херметическият компресор изразходва до 5 пъти по-малко електроенергия, за изработването му е нужен по-малко метал, той заема много по-малко място и увеличава полезния обем. Докато студопроизводството на първия зависи от околната среда и сваля температурата й с 25 градуса, студопроизводството на компресорния при всички условия гарантира минимална температура 10 градуса под нулата.
СРАВНЕНИЕ В ЦИФРИ
Ако автомобил се нуждае от генерален ремонт например след 200 000 км при положение, че е изминавал по 50 км на час, то двигателят ще е работил всичко 4 000 часа. А херметическият компресор за домашен хладилниктрябва да работи най-малко по 16 часа в денонощие, което прави приблизително 5 800 часа за една година, а за десет години — 58 000 часа, и то без всякакъв ремонт.
Компресорът трябва да живее десет пъти повече от двигател с вътрешно горене, а това изисква голяма прецизност на изработката в границите от 2 до 3 микрона.
Не случайно големите автомобилни заводи, когато рекламират издръжливостта на произведените от тях леки коли, подчертават, че двигателят е изработен на същата техническа база, на която се изработват и херметичните компресори.
От 1964 година завод Антон Иванов в Софияще започне производство на херметични компресорни хладилници,
които през 1970 година трябва да достигнат 170 000 броя, а след още десет години — 300 000 броя. До 1970 година само херметичните компресори, които ще изнесем за Съветския съюз, ще достигнат цифрата 330 000 броя.
С усвояването на производството на херметичния компресор нашето машиностроене ще достигне световно техническо ниво и ние ще бъдем третата страна в социалистическия лагер след Съветския съюз и Чехословакия, която ще произвежда компресорни хладилници.
Мраз 80 Mraz 80
Но сроковете понякога са безпощадно къси. И въпроса за новото производство решиха
СОЦИАЛИСТИЧЕСКИТЕ БРИГАДИ ЗА ТЕХНИЧЕСКИ ПРОГРЕС
Не мина много време след Националното съвещание по машиностроене през март т. г. и в завод Антон Иванов — София, бяха създадени три социалистически бригади за технически прогрес. Бригадите бяха съставени от инженери, конструктори, технолози, икономисти и консултанти от Научно-изследователския и Химико- технологическия институт. Задачата на бригадите бе да разработят технологическите процеси, свързани с новото производство.
Едната бригада започна работа по внедряването на нова технология при изработване на буталото на компресора с оглед да се намали броят на операциите, трудоемкостта и броят на заетите машини.
Другата заработи над технологията на капилярното запояване на детайлите на компресора в неутрална среда.
Едно от условията и изискванията, които гарантират цяло десетилетие непрекъсната работа на херметически затворения компресор, е чистотата на детайлите и корпуса преди херметичното им затваряне. С тази задача се зае Комсомолската социалистическа бригада за технически прогрес с ръководител инж. Димитър Китов. Трябваше да се конструира машина, която да измива маслото от изработените детайли, след това да измива разтвора, с който е измито маслото, и накрая да подсуши детайлите. Труден проблем беше да се съчетаят в един корпус две операции на измиване и една на сушене.
Няколко дни поред бригадата се събираше между обедната почивка, след работа и обсъждаше каква да бъде машината. Проучиха съветската и чехословашката, но те не бяха изгодни за нашето производство. Трябваше да се търси друга — по-нова и по-съвършена. Инженерите Павел Пашев и Дешка Андреева прелистиха стотици страници немска, френска и английска литература, но не срещнаха търсената от тях машина. Чуждестранните фирми пазят в дълбока тайна прецизното изчистване. Отникъде не можеше да се заимствува дори идея. Разработваха вариант след вариант, обсъждаха, отхвърляха и започваха отново. Най-сетне бригадата разработи окончателно три варианта, които бяха обсъдени от Научно-техническия съвет. Единият от тях бе утвърден. Бъдещата миячна машина има сравнително малък размер и ще измива близо 600 детайла на час.
И работата започна. Само през месец април бригадата изработи 47 часа извънреден труд, а през май — 49. Документацията на миячната машина е вече завършена. Предстои изготвянето на прототипа и неговото изпробване.
Нашите инсталации за производство на лед са познати в чужбина. Доставени и монтирани са два ледозавода във Виетнам, други 10 се работят за Куба и Цейлон. За 24 часа те произвеждат по 60 тона блоков лед. Съоръженията и уредите, на които се чете „Произведено в България“, затвърдиха заводската марка. А производството на херметически компресори ще бъде на световно ниво.“
[1962] Първата реклама на телевизора КристалКолкото са интересни самите сандъци, толкова са забележителни и старите им рекламни текстове! Затова в нашия сайт се стараем да подбираме редки и интересни реклами от времето, когато колекционираните днес образци българска техника са били още в проект или най-много по витрините на магазините.
Една такава изненада сме ви подготвили днес. Текстът по-долу е първата ни известна рекламана първия българскиширокоекранен телевизор Кристал. Поместена е в сп. Наука и техника за младежта от средата на 1962 г., а самият телевизор излиза на пазара през 1963.
,,ТЕЛЕВИЗОР КРИСТАЛ
В новия телевизионен приемник Кристале използвана тръба с отклонение на лъча, равно на 110°, вместо 90°, както е при телевизорите Опера. Това дава възможност да бъде намалена ширината на телевизора до 355 мм. Освен това диагоналът на екрана е 59 см, с което се увеличава големината на изображението и се избягва досадното изрязване на филмовите надписи. Размерите на изображението се поддържат автоматически.“
При пускането му на пазара цената му е 370 лв. – напр. в ЦУМ
А ето тук можете да видите малко по-късни (1964) рекламни изображения на същия телевизор:
[1953] Железопътен завод Георги ДимитровЗаповядайте днес на разходка из това прочуто предприятие! Знаете ли, че в този завод, по-късно преименуван на Железопътен завод Георги Димитров, през 1948 г. вижда бял свят първият български локомотив? :) Тук публикуваме една моментна снимка на мястото, откъдето той e проходил. Едно време са наричали такива статии ,,очерки“.
,,Локомотивно-вагонниятзавод Георги Димитров е важно звено нашия транспорт. В новите цехове на завода, които израснаха през последните няколко години, работят стотици стругове от най-различни големини, фрези и др. металорежещи машини. В стоманолеярното отделение се изливат нови локомотивни ивагонничасти. Те се обработват в многобройните отделения на завода, престъргват се и се шлифоват. Тези хиляди най-различни части връщат към живот локомотивите, дошли на ремонт в завода. И те тръгват отново по неравните профили, возейки тежките си товари. За осигуряване на сигурен, бърз и евтин ремонт, за социалистически транспорт се борят работниците.
Новият план на заводае смел, напрегнат план. Пред него Партията и Правителството поставят отговорните задачи: да се повиши производителността на труда с 5.5% и се намали себестойността на продукцията със 7.6%. Това значи пълна работа на машини, максимално използване на техния капацитет, търсене, откриване и използуване на скритите възможности за снижение на себестойността, за намаляване на времето на извършваните манипулации, за строга икономия на материалите.
Производственият план беше обсъден на събрания по групи на самите работни места. Заводската многотиражка „Заводска правда“ излезе с редица статии по този въпрос. Тя бичуваше нередностите, насочваше изоставащите, сочеше примера на първенците. С обещанията, които поемаха, и със своята работа по тяхното изпълнение те увличаха другите работници. Разяснението на плана не стана кампанийно, а се разгърна за около цял месец. Всеки работник трябваше да се убеди, че макар и високи поставените показатели са изпълними. А това не можеше да стане изведнъж.
„Хората не се убеждават само с думи, ами с дела — казва фрезистът Кирил Милчев, завеждащ съревнование към комитета на ДСНМ при завода. — Когато пред нас се постави въпросът за разясняване на плана, аз внимателно го разучих, прецених възможностите на групата на нашето отделение и сам твърдо се убедих в реалността на поставените показатели. Говорих с другарите, поставихме на обсъждане въпроса за плана. Пръв поех обещание: да изпълня производствения план за двете машини, с които работя, със 145 %, да се подготвя и премина на трета машина със същото процентно изпълнение за трите машини, да давам качествена продукция и изпълнявам навреме зададените ми поръчки. Другарите също поеха обещания.
В своята работа аз винаги търся нови възможности за пълно използуване капацитета на машините. През миналата година в производството беше внедрено едно мое приспособление към фрезмашината, което съкращава чувствително времето за изработването на някои части. Само за нашия заводгодишните икономии се изчисляват на над 57,000 лева.
Аз не преставам нито за момент да търся нови начини на работа и нови приспособления за увеличаване капацитета на машините. Новаторството, етремежът за използване докрай възможностите на машините е един от най-важните фактори, които ще осигурят изпълнението на производствения план за 1953 година.“
Новите почини обхващат все повече работници от завода. През януари по почина на Левченко и Муханов за снижение себестойността на продукцията при всяка операция работиха 577 души. Постигната беше икономия от 171,394 лева. 86 стругари обработваха по скоростния начин за рязане на металите локомотивните части. 69 души оставаха след работа да учат в организираните стахановски школи. Следвайки примера на Бирюков, 124 опитни майстори поеха да обучават 145 млади работница
Така още в първите дни на новата година трудовият колектив на Локомотивно-вагонния завод поде с всички сили борбата за ритмичното изпълнение на производствения план. Резултатът от изпълнението на плана за януари — 105.74% показа, че усилията на заводци се насочват правилно и че те имат пълната възможност не само да изпълняват поставените задачи, но и да ги преизпълнят.
Инженерно-техническият персонал в завода, както и самите работници търсят нови начини за икономии на материал, за снижение себестойността на продукцията, за поевтиняване на производствения процес. И тук на първо място са младежите.
През миналата година на голяма камара в двора на заводабяха натрупани железни отпадъци. От години те стояха така. Върху тях се трупаха нови и нови отпадъци от различните отделения на завода. Камарата от ръждясалите железни парчета и стърготини растеше с всеки ден. Пред управата вече сериозно стоеше въпросът за тяхното извозване, тъй като те заемаха много място и пречеха.
С внедряване почина на Левченко и Муханов дойде и идеята за оползотворяване на отпадъците, които вече надхвърляха 1,100 тона. Те бяха претопени в стоманолеярната в завода. Никому ненужните железни отпадъци се превърнаха в нови, блестящи и здрави локомотивни части. От това се получиха стотици хиляди лева икономии.
През тази година ръководството на заводазапланува провеждането на редица мероприятия с цел да изпозва всички възможности за икономия на материали. Така подовете на отделенията, в които работят металорежещи машини, ще бъдат постлани с ламарина. В единия им край ще се монтира улей, който ще води в преса, поставена ниско, наполовина потънала в пода. Стружките, които отпадат от машините, ще се смитат от един неквалифициран работник към улея. Оттам те ще попадат в пресата, която ще ги пресова във вид на кюлчета. Тези кюлчета по нататък ще Се претопяват в пещите на завода. Така ще се постигне използуване на всички отпадъци от различните металорежещи машини. За народното стопанство ще бъдат икономисани десетки тона метал.
Производството на леярния цех ще бъде поевтинено по-друг начин — чрез свързването му направо с кислородната инсталация на завода.
Железопътен завод Zhelezopaten zavod
Във всяка стоманолеярни се изразходва много кислород. Той отива главно за оксижените. При леенето на различни стоманени части над формовката на частта се оставя известна допълнителна част, наречена леяк или шлакоуловител. Обемът на шлакоуловителя достига често 35— 40% от обема на частта, която ще се отлива. Когато във формата (отливката) се изсипва разтопената стомана. чистата стомана като по-тежка запълва долната част. Шлаката изплува нагоре, излиза от основната форма и остава в шлакоуловителя (лейка). Отделянето на отлятата основна част от леяка при чугун става чрез отчупване. При стомана е необходимо връзката им да се пререже с оксижен. Именно затова стоманолеярните отделения изразходват много кислород. Досега кислородът в стоманолеярното отделение на завода се внасяше чрез бутилки. Всеки ден десетки бутилки се пренасяха от кислородната инсталация до отделението и отново се връщаха за пълнене. Сега предстои свързването на инсталацията направо с отделението. Това ще спести много работни часове, ще икономиса много средства. Вече няма да се пренасят тежките кислородни бутилки. Достатъчно е оксиженистът да сложи маркуча и завърти кранчето на кислорода, за да има кислород и да може да работи.
Инженерно-техническото ръководство на заводасе учи непрекъснато от богатия опит на съветските специалисти. Предстои отпочването на производство на вагонни лагери, в състава на които не влиза калай. За народното стопанство ще бъдат спестени много килограми от този ценен метал.
Наред с техническите усъвършен- ствувания, които ще помогнат за увеличение на производството и поевтиняване на работния процес, в заводасе провеждат редица мероприятия за подобрение организацията на работата. И тук на помощ като ръководещо начало стои опитът на съветските заводи. Проучванията и първото внедряване на новата организация на труда стават в болтовата фабрика на завода.
Чрез хронометрични и други наблюдения е установено, че непроизводителното време на всеки стругар е средно 25%, но при някои случаи то достига до 30—35%. За да обясним това, нека разгледаме следния пример:
За 8 часа на един стругар се дава да изработи напр. 30 болта. Но той работи сръчно, не губи време и ги изработва за шест часа. Когато свали от патронника и последния болт, стругарят вижда, че няма работа. Той оставя струга си и тръгва да. търси майстора на отделението, за да му се даде нова поръчка. Чести са случаите, когато стругарите сами си носят материала за работа от склада до струга, често те чакат чертежи, техническата документация, сами заточват ножовете си. А това е загуба на време.
Новата организация предвижда създаването на оборотен склад в самото отделение. В него ще има винаги запас от материал. Материалът ще се разнася от оборотния склад до стругарите от неквалифицирана ра
ботници. Заточването на инструментите ще става централно. Маслото за смазване на машините ще се донася до струга също от неквалифициран работник. На струговете на известна височина, за да се виждат отдалече, се монтират три сигнални лампички — червена, синя и бяла.
Така стругарят е осигурен за всичко. Той няма да губи време за непроизводителен труд. До струга му ще има винаги запас от материал за работа. Ако материалът е на свършване или работното място се затрупва от готова продукция, стругарят запалва синята лампа, без да прекъсва работата си. При струга идва един от неквалифицираните работници, който му докарва материал и откарва готовата продукция. Запалването на бялата лампа е сигнал да се донесе нов режещ инструмент. С червената лампа стругарят вика при себе си майстора на цеха за технически инструктаж.
Шкафчетата на стругарите са типизирани. По-рано те имаха само три отделения, където се нахвърляха всички инструменти. Сега отделенията са десет. Инструментът е разпределен така, че стругарят има всичко под ръка и не губи време да го търси.
Новата организация на работа ще помогне за рязко повишаване производителността на труда. С нея ще се ликвидира непроизводителното време, ще се даде възможност на стругарите да усъвършенстват все повече своето професионално майсторство. Към всяка машина се изготвя и каталог, в който подробно е описана както машината, така и най правилният начин, по който се извършват с нея различните изработки. Под ръководството на техническия персонал всеки работник ще се запознае подробно със своята машина, за да може да използва при работа нейните пълни технически възможности.
Въвеждането на пожизнена книга за всяка машина, която се внедрява в завода, ще помогне за удължаване живота на машините. В пожизнената книга се описват всички ремонти на машината, всяка повреда, станала с нея. Всеки момент инженерно-техническото ръководство на заводаима картина за точното състояние на наличната техника. Това от своя страна помага и насочва усилията по нейното опазване за установяване на най-правилен режим на съхранение.
Нови хора израстват в Локомотивно-вагонния завод. Те се каляват в трудностите, в разгорялото се съревнование за преизпълнение на производствения план. През 1952 година по инициатива на самите стругари нормите бяха повишавани два пъти. Въпреки това процентното изпълнение на плана остана над 100%.
„Ние имаме всички възможности за осигуряване преизпълнението на производствения план за 1953 година — заявява главният инженер на заводадр. Славчо Стоянов. – Ние поехме обещание пред другаря Вълко Червенков да го изпълним за 11 месеца и имаме всички основания и възможности за това. Гаранция е нашият трудов колектив; който в своята работа се учи непрекъснато от богатия опит на съветските стахановци. “
В София на бул. „Хр. Ботев“, срещу Министерството на земеделието, се строи модерен постоянен цирк.
Нова и оригинална е неговата конструкция. Целият корпус е изграден от сглобяеми металнии фазерни плоскости, свързани с винтове. Циркътможе лесно да се демонтира и отново сглоби. Построяването му става без строителна скеля. Голям интерес представлява грамадният купол на цирка. Неговата метална конструкциябе издигната само за 20 минути и разтворена като чадър с помощта на висока мачта. След построяването на купола, мачтата бе извадена и той остана без вътрешни подпори.
За цялата конструкция на цирка бяха изработени 1,500 метални детайли от Държавното предприятие „Христо Смирненски“ — София, специализирало се в изработването на тежки метални конструкции, подвижни кранове, стълбове за далекопроводи и пр. За да изработи конструкциитена цирка, предприятието усвои и още един нов вид производство — куполни метални конструкции, които в бъдеще ще изготвя за нуждите на цялата страна.
За конструкцията на цирка бяха необходими още 2000 фазерни сглобяеми елемента, които се изработиха в ДИП Маршал Толбухин на Гара Искър в София. Преди монтажа им върху металната конструкция, те бяха напоени с водонепроницаема смола и покрити от двете страни с огнеупорна боя.
За топлинна, звукова и противопожарна изолация кухото пространство между вътрешните и външните фазерни плоскости е напълнено със стъклена вата. Отвън постройката е облицована със стъкло и алуминиева ламарина, внесена от Франция.
Отоплителната и вентилационна инсталация, водопроводът и канализацията са разработени и са построени по всички съвременни изисквания. Цялата сграда е боядисана с огнеупорни бои, а залепването на алуминиевите листи към фазерните плоскости е извършено с пластичен маджун. Както огнеупорните бои, така и пластичното лепило са изработени у нас, от предприятието Лакпром — София.
Циркът ще побира 2,000 зрители. Местата са амфитеатрално разположени и представляват не обикновени пейки, каквито сме свикнали да гледаме във всички циркове, а удобни столове-кресла.
В приземната част на циркасе намира централният вход, няколко изхода, фоайето, бюфетът, гардеробите и други сервизни помещения. Над централния вход ще бъде помещението за администрацията на цирка.
Манежът на циркаима форма на подкова и заема 260 кв. метра. Такова голямо пространство позволява да се изпълняват масови сцени от 120—150 артисти едновременно. Неговите очертания обаче ще бъдат подвижни и ще заемат формата, която се налага от спектакъла.
Циркътще притежава и голяма сцена със завеси, декори и съоръжения, с които артистите бързо ще се издигат нагоре или внезапно ще пропадат и изчезват. Това ще позволи интересни сценични ефекти. Предвидена е и прожекционна кабина и екран. Цирковата сграда ще може да се използва и като кинотеатър.
В сградата ще има съблекални, гардероби за костюмите, гримьорни за артистите и пр. Отворите, през които ще се излиза на сцената, ще бъдат толкова големи, че през тях ще могат свободно да минават слонове с артисти върху тях.
Автори на циркаса архитектите Ер. Станков и К. Мутафова, подпомогнати от още много други сътрудници. Изграждането на циркасе извършва от строители и монтажници на „Софстрой“ — Димитровски район.
В скоро време хиляди столичани и гости на София ще имат възможност да гледат циркови игри в приятна и комфортна обстановка, под купола на новия модерен циркв София.
Снимката към публикацията във Фейсбук е на Любомир Давидков.
[1960] Българска вакуум помпаВакуум помпата е предназначена за всмукване на въздух или газ с цел да се създаде вакуумв закрита апаратура.
Вакуум помпите не изискват очистване на постъпващия в тях въздух и допускат попадане на течност, заедно със засмуквания въздух.
Тя работи на следния принцип: в цилиндричното й тяло е разположено ексцентрично работното колело с лопатки, които при въртене на колелото изхвърлят водата към стените на тялото, При това се образува въртящо водно колело. Сърповидното пространство между водното колело и главината на работното колело образува работния обем на помпата.
Посочената на снимката вакуум помпа е произведена в България през 1960 г., но за съжаление не разполагаме с данни за местопроизводството й.
Бултекст 20– електронна пишеща машина + ръководство
Бултекст 20 – електронна пишеща машина + ръководство
Това ебългарскаелектронна пишеща машинаформат А3 с вградена памет. Произведена е в Завода за пишещи машщини в Пловдив. Разполага и с печатащо у-во тип маргаритка, мастилена лента и 3 мотора. Ето и подробните й характеристики:
Процесор и памет:
CPU – българсикят СМ601= Motorola MC6800 (8-битa, 1 MHz)
PIA – 2 х СМ602
PTM – СМ606
SRAM – 2064
EPROM – 3×2764
KBD – D8279C-5
Клавиатура:
Основна клавиатура с 46 клавиша, от които функционални клавиши – 27 броя
Електронна пишеща машина Бултекст Elektronna pishehsta mashina Bultekst
Печатащ орган – сменяем печатащ диск със 100 знака
Стъпки на печат:
10 /2,54 мм – 1/10″/
12 /2,12 мм – 1/12″/
15 /1,69 мм я 1/15″/
PS /пропорционален шрифт/
Междуредия:
1 /4,23 мм = 1/6″/
1 1/2 / 6,35 мм = 1/4″/
2 / 8,47 мм = 1/3″/
Електронна пишеща машина Elektronna pishehsta mashina
Скорост на печат
15 знака в секунда при стъпка 2,54 мм
Хартия:
максимална ширина 400 мм;
максимална дължина на писмения ред 305 мм;
максимален брой копия 4 + 1 оригинал;
автоматично определяне полето на писане за формат А4, АЗ, А5 и В4;
възможност за писане на роло хартия;
Бултекст 20 Bultekst 20
Индикации:
звукова за грешка, за навлизане в зоната на десния ограничител, за край на реда, за последен ред, за край на страницата.
Дисплей на служебна информация
Светлинна индикация за режим на работа
Памет:
Буфер за корекция 128 знака
– Клавиатурен буфер 16 знака
– Универсална памет 2 кВ
Габарити:
– височина
165 мм
– ширина
520 мм
– дълбочина
535 мм
– маса
17 кг.
Завод за пишещи машини Пловдив Zavod za pishehsti mashini plovdiv
Захранване:
консумирана мощност макс. 90 VA
захранващо напрежение – 220 V; 50 Hz
Багреща лента с ширина 8 мм в касета:
текстилна /безконечна/
карбон . ..
карбон „с“
Коригираща лента:
_Lift off
_Cover up
Максимално допустимо ниво на шума 70 dB
Отрасловата нормала е от 1986 г., тоест този експонат със сигурност е произведен след тази година.
Пълното ръководство за работа с българската електронна пишеща машина Бултекст 20 можете да изтеглите оттук ==> Бултекст 20; 25
[1962] Нови български центробежни помпи!В ДМЗ „Н. Й. Вапцаров“ — Плевен се произвеждат центробежни помпи от типа НД, които са предназначени за прехвърляне на вода и други чисти течности при температури до 100 градуса С. Те се използват в помпените станции за водоснабдяване на градовете и за напояване.
Основните детайли на помпата— корпусът, капакът на корпуса и работното колело – са отляти от чугун, а валът е стоманен. Смукателният и нагнетателният тръбопроводи се закрепват към отворите в долната част на корпуса и са насочени в противоположни посоки. Корпусът се закрива от капак, като разрезът е направен хоризонтално по оста на помпата. Всичко това дава възможност да се контролират и заменят работните части (вал. лагери, работно колело и др.), без да се снема помпатаот фундамента и без да се демонтират тръбопроводите.
От този тип помписе произвеждат няколко модела, които се различават по размери, дебит и мощност, но имат аналогична конструкция. В зависимост от предназначението, лагерите на работното колело могат да бъдат или плъзгащи се, заляти с висококачествена композиция или сачмени. При нужда лагерите могат да се охлаждат с вода.
Помпатас най-голям размер е 22 НД. Тя има дебит 1,000 литра в секунда при 730 об/мин. и диаметър на работното колело 0.86 м. Задвижва се от електромотор с мощност 600 квт.
[1962] Българското радио и телевизияБългарското радио е създадено през 1929 година в София, когато група ентусиасти-радиолюбители приспособили малък предавателна Военно-инженерната дружина с мощност 60 вата и с него за пръв път в нашата страна е била вече излъчена българска реч и музика.
По-късно бил построен предавателс мощност 200 вата и било устроено малко студио в сградата на Спестовната каса на улица „Бенковски“. Тук започнало предаването на съобщения, беседи и музика от грамофонни плочи. Цялата работа била извършвана на любителски начала.
Това положение продължило до 1935 година, когато радиоразпръскването у нас със закон се обявява за монопол на държавата и радиотостава държавно. Започва подготовката за построяване на голям предавателвъв Вакарел, на два малки предавателяв Стара Загора и Варна и на радиодом в София. На обявения търг за доставката на Вакарелския предавател се явили няколко фирми, но най-изгодни условия — модерен предавател и най-ниска цена били предложени от Съветския съюз. По указания обаче на тогавашното правителство и след силен натиск от страна на Германия, която заплашила, че ще преустанови изкупуването на български земеделски произведения, ако доставката не се възложи на германска фирма, комисията, провеждаща търга, възложила доставката на предавателя на германската фирма Телефункен.
През 1936 година започнали да работят двата районни предавателявъв Варна и Стара Загора с мощност по два киловата, а през 1938 година — и големият предавателвъв Вакарел с мощност 100 киловата. Радиодомът влязъл в действие по-късно — в началото на 1942 година. С тези предавателидо 9 септември 1944 година е излъчвана само една програма за страната с времетраене 8—10 часа дневно.
Запис радиотеатър Zapis radioteatar
След 9 септември 1944 година под грижите на народната власт радиотоу нас започна да се развива бързо: най-напред беше възстановена мощността на предавателя Вакарел, която през войната бе намалена до 10 киловата, поради липсата на радиолампи и запасни части. След това бяха увеличени мощностите на районните радиостанции, като предавателятСтара Загора стана 20 киловата, а Варна — 10 киловата.
Още през 1946 година започна предаване на втората програма за страната с малкия резервен предавателв Красно село. През 1948 г. на същото място нашите специалисти построиха с местни средства и материали нов предавателс мощност 20 киловата. Благодарение на него втората програма започна да се слуша добре в много по-голям район.
През 1955 година край Плевен беше построен най-мощният предавателна средни вълни у нас, внесен от Германската демократична република. Този предавателсега предава първа програма, която се чува добре почти по цялата територия на страната.
Преди 9 септември 1944 година ние нямахме радиопредавания за чужбина. Такива започнаха през 1951 година, когато с помощта на Съветския съюз край София беше построен модерен сто и двадесет киловатов предавателна къси вълни. С него започнаха предавания за Бвропа, за Северна и Южна Америка. По-късно бяха построени още три късовълнови предавателя. Предаванията за чужбина се разшириха и обхванаха съседните страни, арабските страни и Африка. Днес ние предаваме за чужбина на 12 езика.
Запис радиотеатър Zapis radioteatar
Положено беше началото на радиоразпръскване на ултракъси вълни. В София вече работят два предавателя, които дублират първа и втора програма на ултракъси вълни.
На 7 септември 1959 година беше въведена у нас телевизията. Доставени бяха един предавател и две репортажни коли и беше създадено малко студио в телевизионната кула в София и друго — на улица „Поп Андрей“. С тази макар още недостатъчна база, сега у нас се провеждат три-четири пъти седмично телевизионни предавания за София и софийското поле. За разширяване районите за приемане на софийската телевизионна програма бяха построени няколко малки ретранслатора на Ботев връх, Витоша, Петрохан, връх „Столетов“ и други. Благодарение на тях сега телевизионната програма се приема в Перник, Михайловград, Пловдив, Търново, Габрово и други места.
През 1947 година беше въведена у нас жичната радиофикация, която бързо се разшири и днес вече са радиофицирани 1955 селища, в които са инсталирани 587 548 броя радиоточки. Броят на радиоприемниците също порасна много бързо. Докато в 1939 година у нас е имало само 62,677. приемника, сега те са 1,013,221 или общо към 1 януари 1962 година у нас 1,602,769 семейства имат приемник или радиоточка.
Пенка Коева Аида Penka Koeva Aida
Още преди края на тази година се предвижда увеличаване на времетраенето на втората програма в неделя и празнични дни, като тя ще започва сутрин от 10.30 часа. По-нататък това ще се направи и за делничните дни.
До края на годината ще бъде пуснат в действие нов предавателв Благоевград, с което ще се подобри слушането на първа програма в Пиринския край. По същото време ще бъде пуснат в действие и предавателят в Кърджали, с който турското население ще слуша по-добре предаванията, предназначени за него, а ще се подобри и приемането на втора програма в този край.
За да се слуша по-добре втора програма в Северна България, предвижда се тя да бъде излъчвана от още един предавател.
В чест на VIII конгрес на Българската комунистическа партия в началото на второто полугодие на тази година се предвижда въвеждането за страната на трета музикална програма на ултракъси вълни.
За по-нататъшното развитие на радиотои телевизиятау нас се предвиждат в бъдеще следните мероприятия:
Ще бъде изградена постепенно цялостна мрежа телевизионни предаватели, които ще дадат възможност телевизионните предавания да достигнат във всички части на страната.
Ще бъде изградена и мрежа от УКВпредаватели, за да се осигурят две УКВпрограми за цялата страна.
Важна роля при изграждането на телевизионната и УКВ радиомрежи се отрежда на Ботев връх. Поставени там, мощните телевизионни и УКВ предаватели ще осигурят добро приемане на радио и телевизионните програми върху големи части от България. По предварителни изчисления, предаванията на Ботев връх ще покриват над 50% от територията на страната.
УКВ предавател UKV Predavatel
В плановете за развитието на нашето радиосе предвижда също изграждането в София на голям апаратно-студиен комплекс за телевизията и нов радиодом за радиоразпръскването. Идейните проекти за апаратно-студийния комплекс, който ще бъде построен зад Борисовата градина по шосето за Дървеница, е изготвен вече от проектантски организации в Съветския съюз. Сега той се проучва от нашите специалисти и се обсъждат сроковете за строителството му. Това ще бъде голям и важен за нашата телевизия обект. Той ще дава възможност за изготвяне на разнообразни и качествени програ ми и заедно с построяването на телевизионен предавателна Ботев връх, ще даде мощен тласък на развитието на нашата телевизия. Предвижда се първият етап от строежа му да влезе в експлоатация през 1965/66 год.
В строеж е и скоро ще бъде завършена радиолинейната линия София—Букурещ—Киев—Москва. По нея ще се обменят телевизионни програмимежду Съветския съюз, Румъния и България. Предвижда се и строеж на радиолинейна линия София—Белград, чрез която нашата телевизия ще се свърже с телевизионните мрежи на Западна Европа. По-късно тази линия ще се продължи по посока на Цариград и ще се превърне в магистрала за пренасяне на телевизионни програми между Европа и Близкия Изток.
За подобряване предаванията на чужди езиц,и се предвижда построяването на един мощен предавателна средни вълни, на няколко предавателя на къси вълни и на необходимия брой специални насочени антени.
В перспективните планове за развитието на радиотоу нас се предвижда и бързо нарастване броя на радиоприемниците, телевизорите и радиоточките. Гаранция за това е нашата млада електропромишленост. Днес Слаботоковият заводпроизвежда висококачествени приемници и телевизори, които намират добър пазар и в много чужди страни от Европа, Азия и Африка. Като се имат предвид темповете на нашето общо развитие, предполага се, че през 1965 година броят на радиоприемниците ще надмине цифрата 1,400.000, на радиоточките — 800,000 и на телевизорите 150,000 броя.











![[1962] В Хладилния завод преди 55 години](https://sandacite.bg/wp-content/uploads/2016/08/%D0%BC%D1%80%D0%B0%D0%B7-80.jpg "[1962] В Хладилния завод преди 55 години")



![[1962] Първата реклама на телевизора Кристал](https://sandacite.bg/wp-content/uploads/2016/08/1962-%D0%9F%D1%8A%D1%80%D0%B2%D0%B0%D1%82%D0%B0-%D1%80%D0%B5%D0%BA%D0%BB%D0%B0%D0%BC%D0%B0-%D0%BD%D0%B0-%D1%82%D0%B5%D0%BB%D0%B5%D0%B2%D0%B8%D0%B7%D0%BE%D1%80%D0%B0-%D0%9A%D1%80%D0%B8%D1%81%D1%82%D0%B0%D0%BB.jpg "[1962] Първата реклама на телевизора Кристал")


![[1953] Железопътен завод Георги Димитров](https://sandacite.bg/wp-content/uploads/2016/08/1953-%D0%96%D0%B5%D0%BB%D0%B5%D0%B7%D0%BE%D0%BF%D1%8A%D1%82%D0%B5%D0%BD-%D0%B7%D0%B0%D0%B2%D0%BE%D0%B4-%D0%93%D0%B5%D0%BE%D1%80%D0%B3%D0%B8-%D0%94%D0%B8%D0%BC%D0%B8%D1%82%D1%80%D0%BE%D0%B2.jpg "[1953] Железопътен завод Георги Димитров")


![[1962] Когато софийският цирк беше нов](https://sandacite.bg/wp-content/uploads/2016/08/%D1%81%D0%BE%D1%84%D0%B8%D0%B9%D1%81%D0%BA%D0%B8-%D1%86%D0%B8%D1%80%D0%BA-%D0%BF%D0%BE%D0%B6%D0%B0%D1%80.jpg "[1962] Когато софийският цирк беше нов")


![[1960] Българска вакуум помпа](https://sandacite.bg/wp-content/uploads/2016/08/1960-%D0%91%D1%8A%D0%BB%D0%B3%D0%B0%D1%80%D1%81%D0%BA%D0%B0-%D0%B2%D0%B0%D0%BA%D1%83%D1%83%D0%BC-%D0%BF%D0%BE%D0%BC%D0%BF%D0%B0.jpg "[1960] Българска вакуум помпа")










![[1962] Нови български центробежни помпи!](https://sandacite.bg/wp-content/uploads/2016/08/1962-%D0%9D%D0%BE%D0%B2%D0%B8-%D0%B1%D1%8A%D0%BB%D0%B3%D0%B0%D1%80%D1%81%D0%BA%D0%B8-%D1%86%D0%B5%D0%BD%D1%82%D1%80%D0%BE%D0%B1%D0%B5%D0%B6%D0%BD%D0%B8-%D0%BF%D0%BE%D0%BC%D0%BF%D0%B8.jpg "[1962] Нови български центробежни помпи!")


![[1962] Българското радио и телевизия](https://sandacite.bg/wp-content/uploads/2016/08/1962-%D0%91%D1%8A%D0%BB%D0%B3%D0%B0%D1%80%D1%81%D0%BA%D0%BE%D1%82%D0%BE-%D1%80%D0%B0%D0%B4%D0%B8%D0%BE-%D0%B8-%D1%82%D0%B5%D0%BB%D0%B5%D0%B2%D0%B8%D0%B7%D0%B8%D1%8F.jpg "[1962] Българското радио и телевизия")