И така, дами и господа, след години наред ровене и търсене, най-сетне в Sandacite.BGуспяхме да намерим пълно описание и що-годе читава снимка на нещо, любимо на всеки човек, който се е занимавал с ремонт на лампова електроника – първият български осцилоскоп!
Осзилоскопът влиза в производство между 1960 и 1962 г. в завод Електроника София (тогава само Развойно предприятие Електроника) и, естествено, е ламповот мозъка до костите си. Носи названието ОГ1, което лесно да разчетем като Осцилограф, І такава разработка в историята на завода. Нещо повече – за разлика от следващите модели, които се представят като ОН-2, ОН-3, ОН-4 и т.н., прадядо им носи на предния си панел само един скромен надпис – вероятно Електронен осцилограф(разчитате ли добре снимката?). Макар в днешно време на е крайно малко вероятно да се намери екземпляр от това чудо, ние все пак ще спазим традицията и ще Ви разкажем подробно за него. Та, ако все пак някога успеете да го срещнете, поне да знаете кой стои пред Вас. :)
И така, да започваме!
Сервизниятосцилоскоп тип ОГ1 е предназначен за наблюдаване на периодични електрически процеси с честоти в границите от 10 хц до 4 мгхц. Той е необходим при различните видове измервания и наблюдения на радиоприемници, радиопредаватели, усилвателни уредби, електроакустични апарати, телефонни съоръжения, ултразвукови инсталации, в импулсната и телевизионната техника и в различни области на силнотоковата техника.
Осцилоскопът OГ1 се състои от: вертикален усилвател с входно устройство, хоризонтален усилвател с входно устройство, генератор на разгъващо напрежение, захранваща част и електроннолъчева тръба.
Усилвателят за вертикално отклонение е с двустъпален предуеилвател (първото стъпало е катоден повторител) и противотактно крайно стъпало. Входното устройство позволява затихване на сигнала 74 dB до плавно и стъпално.
Усилвателят за хоризонтално отклонение е също с двустъпален предуеилвател и противотактно крайно стъпало. Той може да бъде използван както за усилване на външии сигнали, така и за усилване на отклонителиото напрежение от генератора за развиване.
Български осцилоскопи Balgarski osciloskopi
Генераторът на развиващо напрежение е блокиш-генератор със синхронизиращо стъпало,
Захранването е изпълнено по такъв начин, че отклонителните плочи не се намират под напрежение, което осигурява безопасността при работа.
Осцилоскопът тип ОГ1е оформен в метална правоъгълна кутия с дръжка и капак за удобно и безопасно пренасяне. В капака е предвидено място за мрежовия шнур.
ТЕХНИЧЕСКИ ДАННИ
електронни лампиВ1053, ЕСН81, 4 х EL83, 3 х ЕСС85, 2 X EZ80 и 2Ц2С
диаметър на екрана 100 мм ;
вертикален усилвател:
чувствителност на входа 20 mV/см
максимално входно напрежение 300 V
гранични честоти 10Hz и 4 MHz
входно съпротивление и входен капацитет 1,5 мегаома, 9 пикофарада
хоризонтален усилвател:
чувствителност на входа 200 mV/см
максимално входно напрежение 200 V
гранични честоти 10Hz и 2 MHz
входно съпротивление и входен капацитет 1,5 мегаома, 9 пикофарада
генератор за развиване:
честотен обхват от 10 Hz до 200 kHz
синхронизация: вътрешна, външна, от мрежа с честота 5 хц ;
директни симетрични входове за отклонителните плочи:
чувствителност 2 х 7 и 2 х 8 V/см
входно съпротивление 1,5 мегаома
вход за модулация на лъча: от 4 до 30 V, 150 килоома;
напрежение на захранващата мрежа 110, 127, 150 и 220 V (честота 50 Hz);
консумирана мощност 120 вата
размери (при поставен капак) 240 х 305 х 380 мм
тегло около 16 кг
А, и… между другото… търсим си такъв за нашата колекция! Ако имате и Ви се продава, ще ни кажете ли? :D
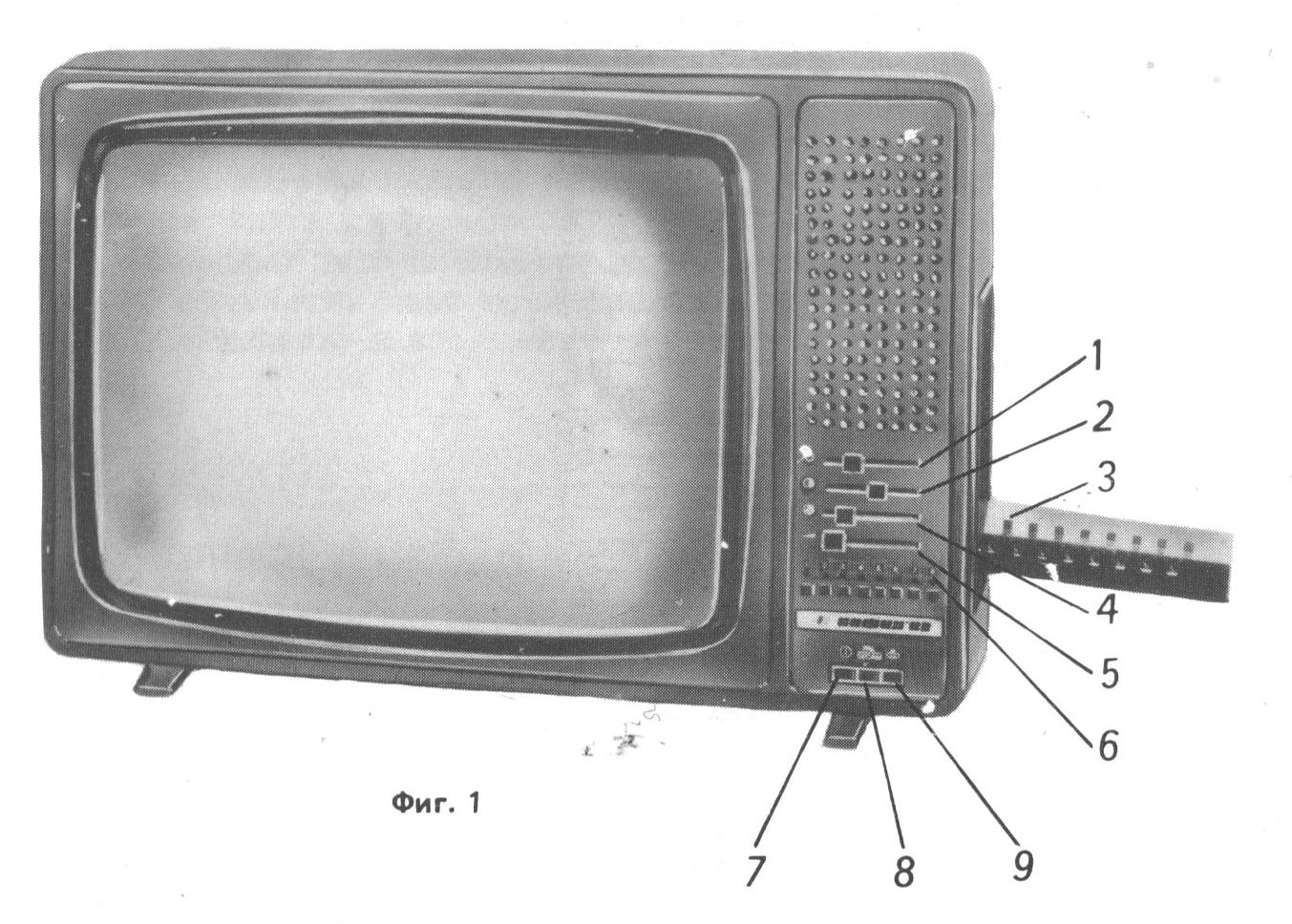
Телевизионният приемник за цветно изображение /ТПЦИ/ София’ 83 се произвежда от 1983 г. в Слаботоковия завод Климент Ворошилов в София. Той притежава диагонал на екрана 56 cm и е приемник с високи за времето си технически параметри. Приема цветни телевизионни сигнали по системите СЕКАМ и ПАЛ. Превключването на каналите е сензорно с възможност за запаметяване на 8 програми.
Това е един от първите телевизорив колекцията на сандъците – Сандъците и днес ще Ви запознаем по-подробно с него. :)
Има възможност за възпроизвеждане на сигнал от видеомагнетофон с високочестотен изход.
Звукът на телевизионния приемник София`83 може да бъде записан с магнетофон.
Приемникът е с вградена ефикасна система за електронна защита от всякакви външни и вътрешни претоварвания в захранването.
Заводът-производител гарантира нормална работа на приемника в допустимите граници на мрежовото напрежение/от 198 V до 231 V ~ /. В случай, че напрежението не е в тази норма, необходимо е да се постави външен мрежов стабилизатор.
В телевизора София`83 са използвани интегрални схеми и полупроводникови елементи. Той е кинескоп тип INLINE (с ивична структура на екрана и планарно /в една равнина/ разположение на трите пушки на цветови ,,пушки“). Това премахва влиянието на земното магнитно поле върху цветовата чистота на екрана.
Отличава се с малко тегло, намалена консумирана мощност и висока надеждност, тъй като са използвани полупроводникови компоненти, модерно ключово захранване и лека механична конструкция.
София 83 Sofiya 83
ТЕХНИЧЕСКИ ДАННИ на телевизора София`83
Телевизионни системи за цветна телевизия СЕКАМ И ПАЛ
Честотни обхвати:
всеки канал от I и III тв обхват – от първи до дванадесета канал
всеки канал от IV и V тв обхват – от двадесет и първи до шестдесети канал
Антенен вход 75 ома, несиметричен
Чувствителност 30 микроволта
Честотна характеристика на канала на звука при неравномерност 3 dB
За да се осигури удобно наблюдение на изображението, препоръчва се екранът на телевизионния приемник да бъде на височината на очите, а помещението, в което работи — слабо осветено, по възможност с индиректна светлина.
Телевизор София Televizor Sofiya
ИЗБОР НА АНТЕНА за телевизора София`83
Качеството на цветното изображение много зависи от вида и насочването на антената.
Препоръчва се приемникът да работи с външна индивидуална антена за съответния канал или със специална колективна антена, добре ориентирана към предавателя. Допуска се при приемане на повече програми /канали/ в един телевизионен обхват, да се използва широколентова антена /за София — антена от шести до дванадесети канал/.
Приемникът се свързва с антената чрез симетричен кабел 300 или с коаксиален кабел 75 £2 .За произвежданите у нас антени по-гопямо приложение намира симетричният кабел.
При използване на симетричен кабел на антенния вход се включва съгласуващо устройство. То осигурява необходимото съгласуване между кабела и антенния вход на приемника /произвежда се в Слаботоковия завод Климент Ворошилов от началото на 80-те години/.
При употреба на коаксиален кабел задължително се съгласува кабелът и антената, най-често чрез свързване към антената на U-коляно от коаксиалния кабел със строго определена дължина за всеки канал.
Съгласуващото устройство и необходимите щепсели за антенния кабел не влизат в комплектацията на телевизионния приемник.
Щепселите трябв.а да съответстват на употребения тип антенен кабел.
Поради специфичните изисквания при свързването на антената, желателно е монтирането й да се извърши от специалист.
София 83 Sofiya 83
ВКЛЮЧВАНЕ НА ТЕЛЕВИЗИОННИЯ ПРИЕМНИК София`83
Поставя се щепселът на антената в антенното гнездо на приемника /75 О , несиметричен/.
Включва се мрежовият шнур към захранващата мрежа.
Поставят се регулаторите за яркост – позиция 1, контраст – позиция 2, наситеност на цвета — позиция 4, и сила на звука — позиция 5 в средно положение /фиг. 1 /.
Избира се системата за цветна телевизия чрез бутона „ПАЛ/ СЕКАМ” — позиция 8. Натиснатото положение на бутона съответства на система „СЕКАМ”, която е възприета за нашата страна.
Телевизионният приемник се включва чрез натискане на бутон — позиция 7, /включено/ и се изключва в свободно положение /изключено/. След 5—6 секунди от включването приемникът заработва на програмата, запаметена от бутон № 1 — позиция 6, и индикаторната лампа на бутона светва. Препоръчва се на този бутон да се оставя запаметена най-често гледаната програма.
Телевизор София 83 Televizor Sofya 83
При токови удари и смущения в захранващата мрежа телевизионният приемник се изключва автоматично, за да се предпази от повреди. Включва се отново, като се освободи и повторно се натисне бутонът — позиция 7.
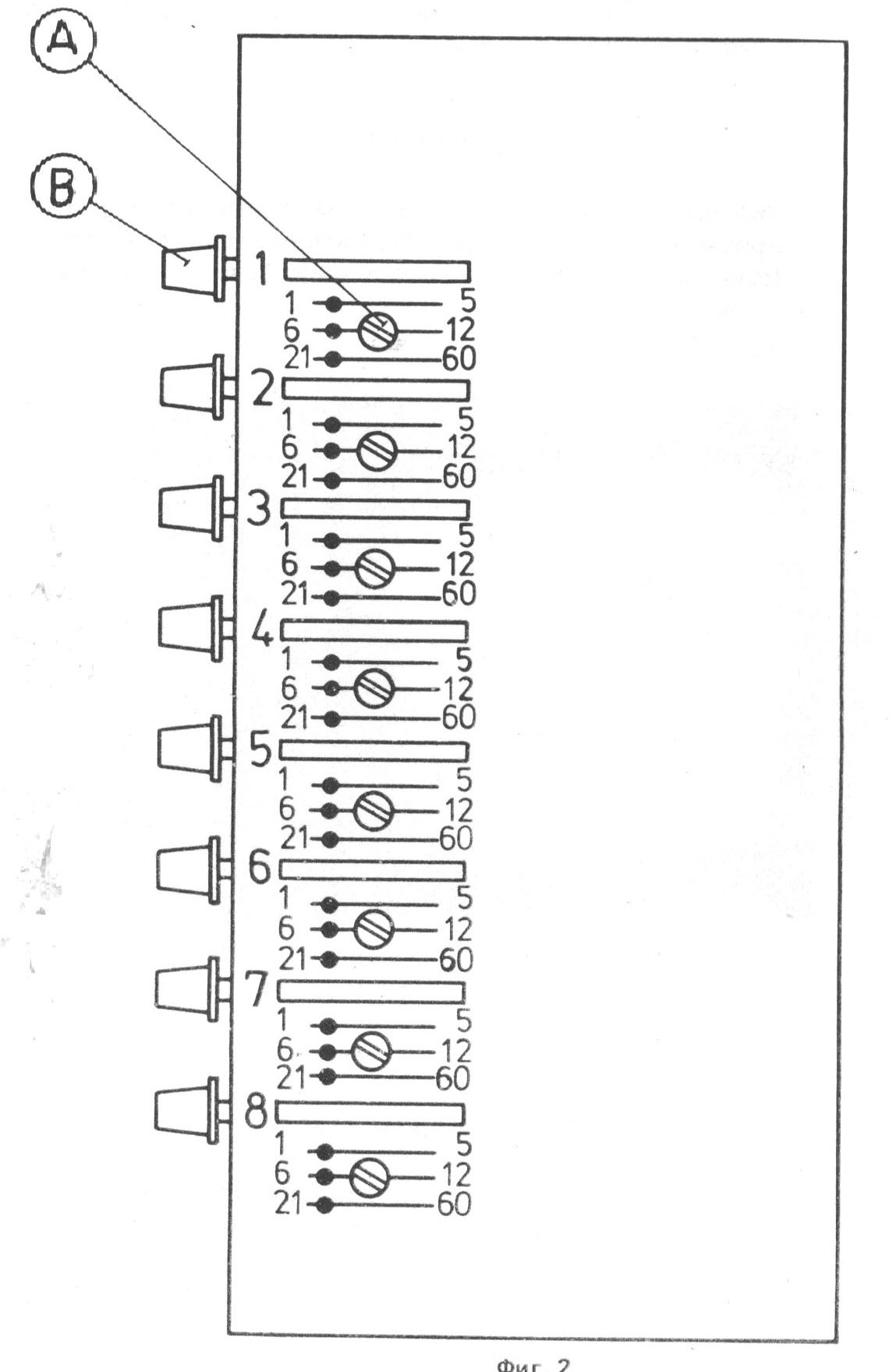
С ключовете „А” се превключват телевизионните обхвати.
За I телевизионен обхват /от първи до пети канал/ шлицът на ключа „А” сочи цифрата 1 от скалата на фиг. 2, за III телевизионен обхват • /от шести до дванадесети канал/ — 6 и за IV и V телевизионен обхват /от двадесет и първи до шестдесети канал/ — цифрата 21.
С въртене на регулатор „В” се избира плавно желаният канал, който се запаметява.
Тъй като при включване приемникът заработва на бутон № 1 от позиция 6 на фиг. 1, чрез ключ A1 регулатор B1 на програ- матора се избира желаният канал по посочения начин.
С тази настройка върху екрана трябва да се получи цветно изображение.
След като се натисне който и да е бутон /от 1 до 8/ на позиция 6 /индикаторната му лампа светва/ и се извършат операциите с ключа и регулатора на програматора, може да се запамети програма, излъчвана от първи до шестдесети канал, т.е. възможно е да се запаметят 8 програми.
София 83 телевизор Sofiya 83 televizor
РЕГУЛИРАНЕ НА ИЗОБРАЖЕНИЕТО И ЗВУКА при София`83
Желаните яркост, контраст, наситеност на цвета и сила на звука се постигат чрез регулатори — позиция 1, 2, 4, и 5 на фиг. 1, с помощта на цветна изпитателна телевизионна таблица.
Наситеността на цвета се преценява най-добре чрез наблюдаване тена на лицата, изобразени от екрана.
При крайно ляво положение на регулатора за наситеност на цвета изображението става черно-бяло. При крайно дясно положение — изображението се влошава.
ВЪЗПРОИЗВЕЖДАНЕ НА ВИДЕОМАГНЕТОФОН (VHS)
Сигналът от видеомагнетофон с високочестотен изход се включва чрез кабел в антенния вход на телевизионния приемник. Бутонът за възпроизвеждане от видеомагнетофон — позиция 9 на фиг. 1, се поставя в натиснато пбложение.
ЗАПИСВАНЕ НА ЗВУКОВИЯ СЪПРОВОД на ТПЦИ София`83
Звуковият съпровод на телевизионния приемник за цветно изображение може да бъде записан с външен магнетофон. Той се свързва чрез кабела си към буксата над антенния вход на задната стена на приемника.
Схематана телевизора София`83 можете да видите тук:
Изгражданите през десетилетията мощни радиопредаватели в България са, разбира се, изключително от ламповтип. Те и промишлените лампови генератори работят с генераторни лампи от голяма мощност — от 10 до 100 киловата. Радиотранслационните възли в по-големите градове работят с генераторни лампи от средна мощност — от около 500 вата до 3 киловата.
В тази статия в Сандъците- сандъците ще Ви разкажем как са възстановявани повредените мощни генераторни лампи от националните радиопредаватели. Това е естествено продължение на предишна наша статия, в която се занимавахме с ремонта на използваните в различни радиоприемници електронни лампи поначало.
Генераторните лампипредставляват триелектродни лампи(триоди), състоящи се от катод, решетка н анод. Те са сърцето на всеки един лампов предавател. С помощта на тези лампи, свързани в съответни радиосхеми, се създават или, както казват в радиотехниката, се генерират радиовълни със строго определена дължина на вълната, характерна за дадения предавател. След това, чрез предавателните антени, тези радиовълни се излъчват в ефира и могат да бъдат приети в различни точки на земното кълбо, с помощта на приемни антени и радиоприемници.
Необходимостта от голяма мощност налага катодът и анодът да бъдат доста големи. От тук се увеличава и големината на цялата генераторна лампа, която на височина понякога достига чак до 1 метър. При мощност над 3 киловата, за да не се увеличават много размерите на лампите, анодите се правят от електролитна чиста мед или високохромирана стомана и се охлаждат с въздух или вода. Друга особеност на тези лампие, че те работят с високи анодни напрежения — от 3,000 волта до 12,000 волта. При толкова високи анодни напрежения могат да се използват само пряко отоплявани волфрамови или ториево-волфрамови катоди, тъй като катодите с окисен слой на повърхността, каквито са катодите на всички обикновени електронни лампи, много лесно се разрушават при бомбардировката им от положителните йони, които се образуват в лампата поради йонизация на остатъчните газове при тези високи напрежения.
А ето как се транспортира една наистина мощна генераторна лампа – ГУ88П – със своите 55 килограма!
Мощни генераторни лампи Moshtni generatorni lampi
Такаа, а сега, след като се запознахме накратко с този вид лампи, стигаме и до същинската част на темата ни днес.
В началото на 60-те години Министерството на транспорта и съобщенията изразходва ежегодно по 3—4 милиона лева валута, за да закупува от чужбина мощни генераторни лампи. Това е логично, като се вземе предвид, че единичната цена на тези лампие от 800 лева — за най-малките до 21,000 лева — за най-големите.
Дълготрайността на работата на всички тези лампие от 1,000 до 1,500 часа и се определя главно от дълготрайността на катода, който изгаря. В складовете на нашите радиопредавателни станции със сигурност и сега дори много излезли от строя мощни генераторни лампи. Независимо от факта, че навремето много от тя са предавани на предприятие „Вторични суровини“, където са унищожавани
Оказва се обаче, че не малко от половината от използваните у нас типове генераторни лампи от средна и голяма мощност, конструктивно позволяват да бъдат неколкократно пълноценно възстановявани. При възстановяването лампата се разрязва в стъклената й част. Заменя се обикновено само излезлият от строя катод с нов, заварява се отново и се повтарят след това всички технологически операции, както при производството на лампите. При това производствените разходи за възстановяване на лампите са нищожни — от около 0.5 % от цената на една нова лампа— при най- големите от тях, до около 10% при най-малките.
Ето защо, със съвместните усилия на Министерство на транспорта и съобщенията и Физическия институт при БАН, през 1959 година е създадена производствена лаборатория за възстановяване на мощни генераторни лампи. Няколко души от лабораторията са командировани в Румъния, за да се запознаят с работата на създадената там производствена лаборатория за възстановяване на електронни лампи.
Генераторни лампи Generatorni lampi
Близо една година отива в проектирането и изработването на необходимата апаратура и съоръжения за лабораторията. Трябва да бъдат преодолени редица трудности, поради това, че тогава у нас няма подобно електровакуумно производство (както – въпреки надеждите – всъщност и никога не се появява), а възстановяването натакива електронни лампиизисква добро познаване на техните конструктивни особености и на технологията на производството им.
Работата започва с възстановяването на 3-киловатовите стъклени лампиот типа „ГК-3000“, „ГМ-100“ и на 30-киловатовите лампи с медни аноди or типа „Г-431“. Всички тези лампи имат катод от чист волфрам.
Изпратените за експлоатация по няколко бройки възстановени лампиот типа „Г-431“ в националните предаватели в Костинброд (телеграфният предавател на БТ А) и в Столник (София—4), са показали безупречна работа и нормална дълготрайност. Първата от тези лампи след регенерацията до 1961 г. е навъртяла вече над 2,000 работни часа. т. е. надхвърлила е гаранционния срок на завода за този тип генераторнилампи. Успешно работят и възстановените лампиот типа „ГМ-100“ и „ГК-3000“, изпратени в транслационните възли в София и Русе.
Генераторна лампа Generatorna lampa
През 1961 г. е усвоена технологията за възстановяване на 10-киловатовите генераторни лампи от типа „Г-450“ и „ГКО-10“ с катод от чист волфрам. Първите възстановени ламписа монтирани в предавателя в Костинброд.
Тези успехи са дали основание на колектива да смята, че са преодолени вече основните трудности по възстановяването на този тип лампи. Отново през 1961 г. започва подготовката на апаратура за възстановяване на най-големите 100-киловатови генераторни лампиот типа „Г-433“. Обсъжда се и въпросът за възстановяване на мощни генераторни лампи с катод от то риран волфрам.
Нещо повече – конструкторите са вярвали, че не е изключена възможността новосъздадената лаборатория да послужи като база за едно бъдещо производство на мощни генераторни лампи и някои други специални електровакуумни прибори в България. За съжаление обаче, това никога не се случва.
Електрическите инструменти с марката на завод Елпромв Ловечса разработени на основата на универсални колекторни електродвигатели със скорости, които осигуряват високи технически и икономически показатели, голяма сигурност и дългогодишно ползване. Те са предназначени за продължителни режими на работа при номинални консумирани мощности. Издържат и значителни краткотрайни претоварвания. Двойната електрическа изолация ги прави напълно безопасни при работа. Електронното им регулиране се отбелязва с добавка „Е“ в типовото им означение. То осигурява поддържане на избраната в зависимост от диаметъра на свредлото или абразивния диск и естеството на обработвания материал оптимална скорост на въртене.
Но нека хвърлим поглед сега към продукцията на завод Елпром Ловеч, реколта 1987 г. Изненадите са все приятни.
РЪЧЕН ЕЛЕКТРИЧЕСКИ ПЕРФОРАТОР
Този инструмент с обозначение БП160Е може да пробива в бетон отвори с диаметър до 16 мм, а в стомана — до 13 мм и е незаменим при строителни и ремонтни работи. Снабден е с високоефективен ударен механизъм, в който е приложен компресионно-вакуумният принцип на действие. Скоростта на въртене на свредлото при номиналната мощност (500 вата) е 3900 мин-1. Масата на електрическия перфораторе 2,3 кг. В сравнение с обикновените инструменти за направа на отвори с ударно въртящо действие, при работата с него се изисква значително по-малък натиск, но независимо от това скоростта на пробиване е чувствително по-висока. Същевременно вибрациите, които понася работникът, са много понижени. Ударният механизъм може да се изключва и инструментът да се използва за пробиване само с въртящо въздействие. Осигурената чрез електронното управление стабилна работа на малки обороти позволява точното подвеждане и бездефектно пробиване на чупливи керамични материали. В редукторния механизъм е вграден предпазен съединител, който изключва въртенето на работното вретено при рязко нарастване на съпротивителния момент (блокиране на свредела). Така се изключва опасност от получаване на механични травми на оператора.
Въпросния ръчен електрически перфораторвиждате на долната снимка:
Елпром Ловеч Elprom Lovech
ЪГЛОШЛИФОВЪЧНИ МАШИНИ (ъглошлайф)
Произведените в Елпром Ловечъглошлифовъчни машини са предназначени за почистване на заваръчни шевове и отливки, за шлифоване и рязане на метални плоскости и други материали. Моделите с обозначения М 1800 и М 2300 Е, имат диаметър на абразивния диск 180 мм, скорост на въртене при празен ход 8500 мин-1 и маса 4,1 кг. Данните за моделите МА 1800 и МА 2300 Е са съответно 230 мм, 6600 мин-1 и 4,3 кг. В конструкциите, както вече стана дума, е търсено максимално олекотяване. Докато предишните (лицензни) модели бяха с корпус от алуминий, изолиран с пластмаса, сега той е изцяло пластмасов. Същевременно коефициентът на използуване на материалите (съотношението мощност—тегло) е подобрен с 30 на сто.
Ъглошлайф Agloshlayf
БОРМАШИНИТЕ на ЕЛПРОМ ЛОВЕЧ
Те също са с изцяло пластмасов корпус. Електронните им регулатори позволяват плавна промяна на скоростта на въртене от 0 до 2500 мин-1. Броят на ударите при моделите с ударно действие е 37 500 мин-1. Тук ще се спрем малко по- подробно на варианта БУР 101 Е, който е с най-голяма универсалност. Той е предназначен за пробиване на отвори в бетон, зидария, камъни, метал и т. н. Максималният размер на свредлото за стомана е 10 мм, за дърво — 20 мм, за бетон — също 10 мм, за алуминий — 12. Новост е вграденият ключ с реверсатор за промяна на посоката на въртене на работното вретено. Тя позволява с инструмента да се нарязват резби, да се завиват и отвиват в дърво винтове до М 6.
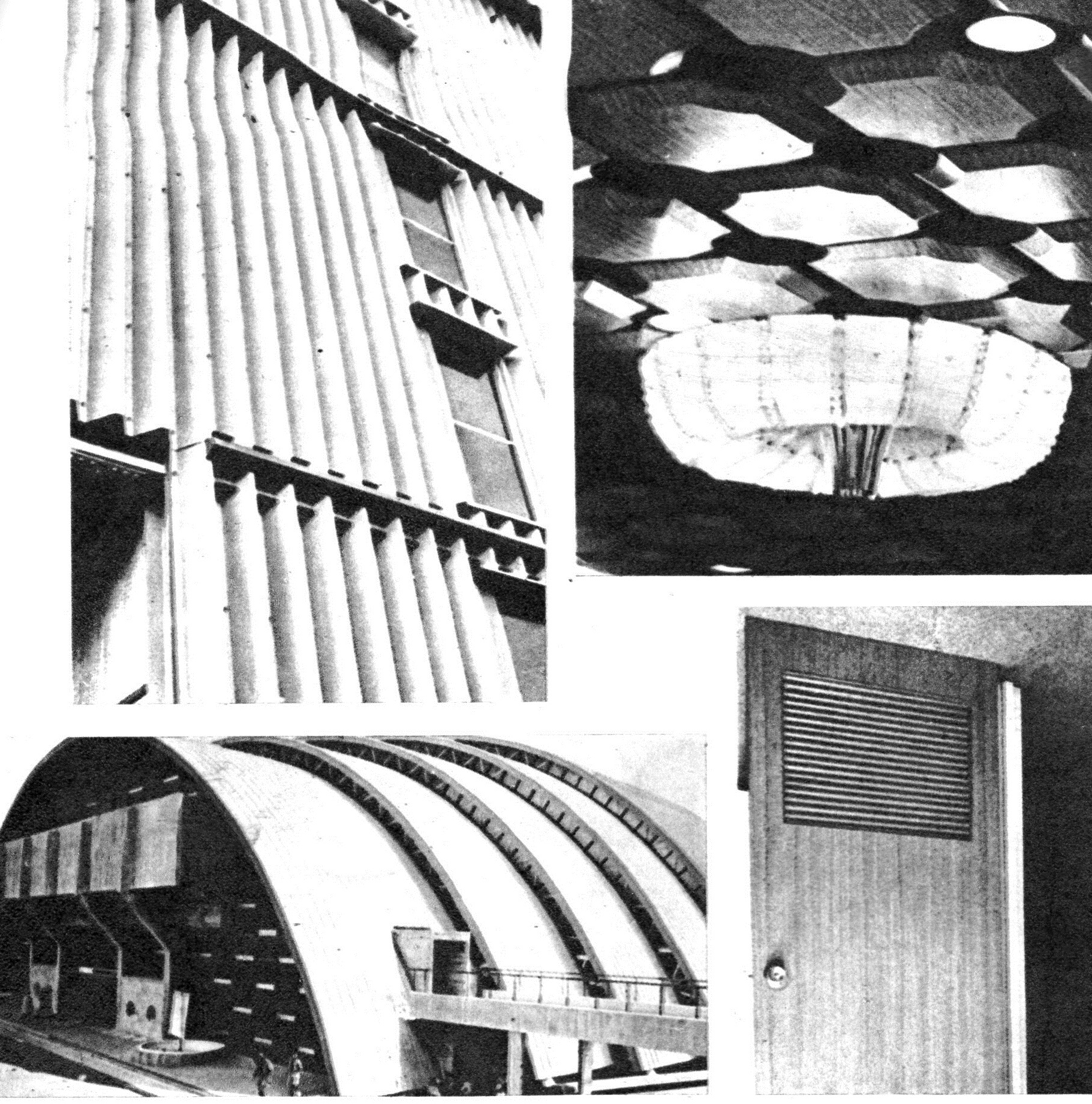
Какво означава металопласт? Че още повече и българскитакъв? Само ламарина с пластмасово покритие?
Не питайте Гугъл, защото най-информативната статия по въпроса вече е пред очите Ви! :)
Да започнем от основата на нещата. Широко известно, повече или по-малко, е явлението корозия на металите. Латинската дума corrosio в превод означава именно „разяждане“. Корозията, това разрушаване на металите, е следствие от химичното или електрохимично взаимодействие с околната среда. Физикохимията показа, че именно термодинамичната неустойчивост на системата „метал-компоненти на околната среда“ се явява причина за съществуването на този „рак” по металите. Защото независимо дали е атмосферна, контактна, биологична, морска, подземна или радиационна — корозията непрекъснато взема своите „жертви“. В резултат на нейното действие ежегодно се губят около 10 процента от всичкия метал, добит и експлоатиран от човечеството. Това прави десетки милиони тонове стомана, чугун и други метали. Изразени в парична стойност, преките загуби от корозия, за възпроизводство и замяна на излезлите от строя съоръжения само в САЩ през 1955 година са били 5,5 милиарда долара, за Франция, (1959) — 250 милиарда стари франка; за бившия Съветския съюз в края на 60-те години тези загуби възлизат на не по-малко от 5—6 милиарда рубли годишно. И това не е всичко. Трудно могат да бъдат отчетени много по-високите косвени загуби от престоите и снижаване производителността на съоръженията, от нарушаване нормалния ход на технологичния процес, от авариите и други отрицателни явления, причинени от корозията.
На горната снимка виждате главния пункт за управление на технологичния процес, а на долната – вече произведената в комбината Кремиковциламарина се отправя към инсталацията за покриване с полимерен слой
Български металопласт Balgarski metaloplast
Ето защо борбата с корозията (която има дълга история) се води в изключително широки мащаби. Тя включва разнообразни форми, методи и средства и се разраства във всички сфери на промишленото и битово строителство, машиностроенето и другите производства. Отдавна се прилагат познатите процеси; поцинковане, алуминиране, анодиране, никелиране и хромиране. И също толкова отдавна са известни недостатъците на тези покрития. Проблемът с корозиятасе решава донякъде и посредством използването на различни вещества, забавящи разрушителния процес, но това е възможно в ограничен брой случаи.
Друга популярна форма за предпазване на металните конструкции и детайли е покриването им с филмообразуващи вещества — бои. лакове, емайли. Използването на такива покрития обаче изисква тяхното непрекъснато поддържане, което води до оскъпяване на конструкциите.
Български металопласт Balgarski metaloplast
Горе: технологичният възел, където се извършва предварителната обработка на ламаринената повърхност.
През 1970-те години за едно от най-модерните средства в борбата с корозията се счита покриването на металите с полимерен слой (филм). Получава се така нареченият металопласт. Този процес е един вид антипод на познатото вече метализиранс на пластмасите. С метализирането се решава проблемът за подобряване конструкционните показатели на пластмасовите изделия и детайли. Целта, която се преследва с нанасянето на полимерен слой върху металната повърхност, е съществено различна. В буквален и преносен смисъл то представлява надеждна преграда между метала и атакуващите компоненти на околната среда, защитна бариера срещу разрушителното действие на корозията. Освен това, едно такова покритие практически не се поддава на атмосферните влияния и въздействието на околната среда. И поради тази причина на първо място излиза въпросът за ефективността от неговото приложение. Специалистите са единодушни: тя е огромна.
Българският металопласт
Сега да се пренесем в 1976 г., когато най-дългото хале в МК Кремиковци принадлежи на отделение „Покрития“. Там, в съседство с цеха за бяло тенеке (покалаена ламарина), се намира „родното място“ на българския металопласт. Той се произвежда от 1975 година, но бързо става популярен и зад граница. А може би дори повече в чужбина, отколкото в България!.
Инсталацията, дело на известната френск; фирма „Huertey“, е завършена през 1975 година. И все пак с пълно право може да се говори за наш, български металопласт.
„Французите изградиха производствената линия и доставиха необходимите материали и химикали — разказва в интервю от 1976 г. технологът на цеха инж. Тодор Русев. — После изпратиха техни специалисти за пуска. Те се повъртяха три дена, пипнаха тук-там и си заминаха. Оставиха линията в неопределено положение. Трябваше сами да започнем. А как се налучкват оптималните параметри на един производствен процес? Но момчетата работиха упорито; оставахме и вечер, и в почивните дни. И успяхме. Когато се получиха първите проби, изпитанията и анализите показаха много добро качество и високи експлоатационни показатели. Французите не повярваха и взеха проби за анализ във Франция. След седмица пристигна телекс, с който и те потвърдиха високото качество на нашата продукция.“
Металопласт Metaloplast
На горната снимка: разнообразни изделия, произведени от металопласт.
Технологията за нанасянето на полимерния филм е сложна. В цеха се покрива както черна (от обикновена стомана), така и поцинкована ламарина. Прилагат се покрития на базата на акрилати, поливинилхлорид и полиестери, модифицирани със силиконова смола. Повърхността, която ще се покрива, се подлага на предварителна обработка, включваща няколко етапа: обезмасляване, бундеризиране (подобно на фосфатирането), хроматизиране. Накрая се нанася тънък слой грунт за повишаване адхезията между метала и полимерното покритие. Последното се получава в пластизолна система, която наред с аерозолите, е едно от последните тогава достижения в областта на химичната технология.
„В момента изпълняваме първата поръчка — продължава интервюто на инж. Русев. — Тя е „пробният камък“ за нашия металопласт„. А ние допълваме: през 1976 г. в Съветския съюз се изгражда един от т.н. гиганти на дървопреработващата промишленост — Уст-Илимският целулозен комбинат. Той е обзаведен изцяло с продукцията на кремиковския цех. И българскиятпроизводител се старае да изпълняваме поръчката качествено и в срок.
Металопласт Metaloplast
Както се вижда от снимката, широка област на приложение за металопласта е строителството. Той се използва успешно не само за външна облицовка, но и за вътрешното оформление на промишлени и битови сгради.
Както споделя инж. Русев, известни затруднения е имало в снабдяването с някои материали — лакове, химикали, покрития. Всички те се получават от внос, което по това време в България е свързано с отпускането на валута. Но не това е основното. Първопричина е – забележете! – липсата на пласмент за продукцията на цеха у нас. И ако по-горе стана дума за популярността на металопласта, то тук е мястото да се изтъкне колко малко се знае за него в България точно по времето, когато той е произвеждан! Може би наистина са прави тези, които говорят за съществувалото в онзи период някакво недоверие от страна на отговорни органи и ведомства, може би действително има инертност в действията на тези, от които е зависела съдбата на този ценен продукт. Така или иначе, непростимо е едно такова отношение към българския металопласт. Той би могъл да реши с успех проблема за дълготрайността на различните строителни елементи и конструкции.
През 1976 г. в цеха са усвоени три вида покрития, всяко в няколко разцветки. Предстои да се усвоят още пет вида. Дължината на отделните плоскости варира от 700 до 1500 мм, дебелината — от 0,4 до 1,5 мм. Внедряват се и различни видове профили ламарина.
„Ние можем да произведем всичко необходимо за направата на цяла къща“, споделя инж. Русев. „Изобщо нашият металопласте в състояние да предизвика революция във всички области на строителството!“ И сигурно е така. Защото кой не би заменил износващата се корозираща част с практически „вечния“ металопласт? Там където има метални части, детайли и елементи — това, безспорно, са били потенциални места за приложение на българския метапопласт. А те са били много — строителството, машиностроенето, корабостроенето, приборостроенето, битовата техника. Големи перспективи са виждали разработчиците особено в прилагането на металопластаза строеж на селскостопански обекти. По това време в Софийска област се експериментира първият краварник, за чието строителство са отпуснати 800 тона металопласт.
За съжаление обаче и бездруго трудно потръгналото пласиране на произведения металопластв България замира след 1990 г., а в момента у нас на практика не се произвежда този ценен материал.
Известно е, че много от българските технически чудеса, излагани по Международния панаир в Пловдив, прегледи на ТНТМ и много други различни експозиционни плацове, на които са се демонстрирали постиженията на конструкторите в периода до 1990 г., остават само в 1-2 екземпляра и не се удостояват с последващо постъпване в масово производство – т.н. внедряване. За много от тях – какъвто е случаят с първата българска микровълнова печка Микронела 2000 – причината е в стопанската нецелесъобразност. Конкретното изделие е изработено само за да се види, че даден конструкторски колектив може да разработи и произведе такъв технически продукт и по този начин да спечели морални дивиденти – т.н. потупване по рамото. Много други изделия пък са произвеждани нарочно в 1-2 екземпляра, за да се подарят те на високи чуждестранни гости. Такъв е напр. случаят с българския апарат, обединяващ телевизор, радиоприемник и грамофон в едно, показан на Пловдивския панаир през втората половина на 60-те г., от който апарат една бройка е подарена лично на съветския лидер Леонид Брежнев.
Така показан обаче, проблемът не разкрива цялата си дълбочина. Положението става по-тежко, когато отбележим, че доста често на изложбените табелки на изделията са изписвани числа в левове, които трябва да сочат икономическия ефект от внедряванетона конкретното технически изделие. Когато твърдението за такъв ефект е лъжа, си заслужава да се обърне по-сериозно внимание на тази своеобразна измама.
Затова сега в Сандъците- сандъците Ви предлагаме заедно да надникнем по архивите и да прочетем една статия от 1979 г., остро критикуваща подобно фалшиво ,,внедряване„.
Думата имат конструкторите на първия български електронен таксиметров апарат.
,,За никого не е тайна, че съдбата на разработките, наградени със златни значки в Пловдив, е различна по отношение на внедряването. За някои от тях златната значка е добър атестат, който издига авторитета им пред внедрителя. За други наградата се превръща в удобен факт за отчитане на дейност. Или, по-точно, правителствено-комсомолското отличие заема място на музеен експонат и се показва на гости и журналисти. Въпросът за внедряването, или за останалия на книга предполагаем икономически ефект обикновено се премълчава.
В едно от фоайетата на варненския Висш машинно-електротехнически институт се намира малка изложба на студентски разработки. В средата на добре подредената експозиция е разположен красив експонат, а до него златна значка от последния преглед. Надписът информира: ЕЛЕКТРОНЕН ТАКСИМЕТРОВ АПАРАТ — колектив с ръководител доц. к. т. н. Валтер Станчев. За разлика от изложбата в Пловдив, тук икономическият ефект от 1 000 000 лева не е отбелязан.
Още от първите думи на срещата ми с доц. Станчев разбрах, че това е лабораторен образец на апарата, а въпросният икономически ефект е предполагаем. Въпреки безспорните доказателства, че е налице оригинална, конструирана на високо техническо равнище разработка, изгледи за скорошно внедряванене съществуват. Засега с нищо не би могла да помогне на обезверения колектив и златната значка. Нека преди да проследим неуспешните опити на тази студентска разработка да се реализира в практиката и преди да изброим вратите, на които е чукала, да разгледаме накратко техническата страна на въпроса.
Внедряване на иновации Vnedryavane na inovacii
Според думите на авторите, както в нашата страна, така и в социалистическия лагер, това е първият успешен вариант на електронен таксиметров апарат. В момента използваните масово у нас таксиметрови апаратиса западногермански (марка „ARGO“ Т 12). В малки количества са внасяни и полски — „Полтакс“. Тези апарати са от електромеханичен тип. Цената на западногерманския апарат е 120 долара, а гаранционният му срок е една година.
В сравнение с електромеханичните, електронните таксиметрови апаратипритежават всички преимущества на електронната апаратура. Те гарантират по-голяма сигурност, по-удобни са за поддръжка и експлоатация, не притежават триещи се части и позволяват по- гъвкаво реализиране на повече функции. Пренастройката им е лека, както за промяна на тарифите, така и за различните парични единици. Справката в патентната библиотека показва, че върху създаването на електронни таксиметрови апарати се работи усилено в САЩ, Япония, Англия, ГФР и други страни. Авторското свидетелство за изобретение на първия български електронен таксиметров апарат носи номер 31 390 от 1975 година.
— Идеята — сподели доц. Станчев— беше загатната преди години от ръководителя на катедра „Автоматизация на производството“ доц. к. т. н. Светослав Колев. Доста колеги се опитваха, но нивото на електрониката през 1973 година не беше такова, че да може да се реализира миниатюрен таксиметров апарат.
Тогава и аз работих върху тази тема, но се отказах. Появата на микропроцесорите (отначало вносни, а после български) ме окуражиха. В началото на 1974 година привлякох студенти — първо дипломанта Атанас Атанасов, а малко по-късно първокурсника Ганчо Славчев. През 1977 година беше изпълнена втора дипломна работа на тази тема от студента Здравко Марчев. Така се стигна до издаването от ИНРА (Институт за рационализации, днес Патентно ведомство на Република България – бел. ав., А. О.) на ново авторско свидетелство No 36182 от 1977 година. Вторият таксиметров апарат беше конструиран на базата на българската микропроцесорна система СМ 400.
Микропроцесорът, казано накратко, е малка изчислителна машина с универсална структура, поместен в една или няколко интегрални схеми. Характерни за това програмно-апаратно устройство са малките размери (около 25 х 15 милиметра). Микропроцесорните системи могат лесно да бъдат вграждани в редица производствени и битови апаратури като ги „даряват“ с интелект. Микропроцесорите облекчават извънредно много задачите на логическото и техническо проектиране.
Новосъздаденият електронен таксиметров апарат е четиричипов, т. е. притежава четири интегрални схеми. Средно една схема (един чип) струва 20 лева. Апаратъте организиран програмно и може да изпълнява множество функции. В предната му част има четири бутона: ВКЛЮЧЕНО—ИЗКЛЮЧЕНО, ДНЕВНА—НОЩНА ТАРИФА. ИНФОРМАЦИЯ. НУЛИРАНЕ. Цифрова светлинна индикация в зелено дава възможност за следене на различните стойности.
Нека си представим, че сте спрели такси с монтиран електронен апарат. Качвате се и шофьорът натиска първия бутон. Светват цифрите на началната такса, а отвън — червената лампа „заето“. Потегляте. Вторият бутон е натиснат, отбелязвайки, че пътувате нощем, на нощна тарифа. При последователно натискане на бутон ИНФОРМАЦИЯ се появяват цифри, показващи: общия брой на изминатите километри, общия брой на изплатените километри, броя на направените курсове, инкасираната до момента обща сума и дори инкасираната през последния курс сума. Информацията се запаметява и може да бъде извикана повторно, дори след натискане на бутона НУЛИРАНЕ. Това се нарича електронен таксиметров апарат с фискална памет.
Внедряване на иновации Vnedryavane na inovacii
Апаратътсе захранва от акумулатора на автомобила. Предвижда се при аварийно отпадане на този вид захранване автоматично да се включва вградена в апарата батерия от 12 волта. Високо постижение е и това, че се отчита критичната скорост. Това е скоростта (няколко километра в час) при която инкасираната сума се равнява на сумата при престой от време за същия период. Освен това сумата се изчислява на всеки 100 метра, а в края на курса се закръгля автоматично до хилядни от лева.
Предимствата на електронния апарат са много, авторите имат още идеи за усъвършенстване, работата продължава, но настроението е спаднало. Изгледи за скорошно внедряванене съществуват. Такава е съдбата на повечето студентски разработки, които не са били свързани предварително с ведомствен или извънведомствен план. На тях се гледа като на самостоятелни инициативи в лошия смисъл на думата. Преимущества има, изобретения има, обещания и внимание на думи има, но внедр тел няма.
В интерес на истината трябва да се каже, че след издаване на второто авторско свидетелство доц. Валтер Станчев е бил повикан на разговор в ИИР — София, в отдел „Стопанска реализация“. Разговорът е посветен на внедряването на електронния таксиметров апарат. Той завършва с препоръка към авторите да донесат писмо от Министерството на транспорта, от което да личи, че внедряванетона новия апарат е навременно и необходимо. ИИР дава писмо от свое име, и то е било занесено на ръка в Министерството. Това става през месец май 1977 година. В Министерството посрещат с интерес идеята и обещават да изпратят писмо-отговор до ИИР. До края на годината такова писмо не е изпратено. Стандартът БДС 10817-73 също поставя бариера — в него не се споменава нищо за електронни таксиметрови апарати. И това е естествено, тъй като те са новост. Изводът е, че за да се даде ход на внедряването, трябва да се измени съществуващият стандарт. На авторите не е съвсем ясно как става това и на какъв етап. И те си казват: „Не е ли по-добре да се потърси първо внедрител, пък тогава да се прави опит за изменяне стандарта?“ И студентите, заедно със своя ръководител, тръгват да търсят подходящо предприятие.
— Решихме да се обърнем за помощ към завод „Оргтехника“ — Силистра — казва доц. Станчев. — По моя преценка те в момента имат повече от 80 процента готовност за усвояване на производството на апарата. Там се използва същата микропроцесорна система СМ 400 за калкулаторите „Елка-51“. Запознахме ги с нашия апарат и специалистите много добре посрещнаха идеята. Дори главният конструктор ни увери, че според него няма никакви пречки, ръководството на Завода да реши положително въпроса за внедряването. От тогава не се обадиха. Всички, които са се занимавали с нашия проблем, включително и на изложбата в Пловдив, казваха: „Браво!“ „Чудесна работа“, потупваха ни по рамото и с това си остана. Почти спряхме, защото смятам, че повече с внедряванетонямаме сили и нерви да се занимаваме.
Внедряване Vnedryavane
Всъщност какво е необходимо, за да види разработката бял свят, т. е. да бъде започнато внедряване?
ПЪРВО. Здрави нерви и тичане. ВТОРО. Средства за довършване на разработката докрай, които не могат да се набавят само по линия на ТНТМ. ТРЕТО. По-активна намеса на отдел „Стопанска реализация“ към Института за изобретения и реализации и съответните ведомства за промяна на стандарта. ЧЕТВЪРТО. Другарите от „Оргтехника“ — Силистра по-скоро да изпълнят обещанието си и да помогнат за изработването на прототип на апарата. ПЕТО. Да се проведат изпитания в реални условия и да се отстранят недостатъците.
Излиза, че пътят към внедряванетое не само дълъг, но и доста криволичещ. Като се прибави към това и недотам добре организираното снабдяване на вузовете с материали и съвременна апаратура, се получават условия за едно изпълнено с изненади продължително пътешествие. Какво ще стане при съществуващото положение с предполагаемия икономически ефект от над 1 000 000 лева за страната, изчислен на база Варненски окръг? А с икономията на валута? Налн СО „Автомобилен транспорт“ предвижда до края на 1980 година да внесе над 12 000 таксиметрови апарата. Важен е въпросът за социалния ефект: Не е за пренебрегване и горчивината на студентите — настоящи и бъдещи инженери. Ганчо Славчев, например вече четвърта година работи върху електронния таксиметров апарат. Това е почти цялото му следване. Той подготвя дипломна работа върху усъвършенствуването на апаратаи не може да си представи, че всички хвалят разработката, а тези хвалби са нещо празно.
Своето обобщено мнение за внедряването на студентските разработки във ВМЕИ — Варна изказа доц. к. т. н. Стефко Пъргавелов — председател на клуба за ТНТМ:
— На Осмия национален преглед за ТНТМ в Пловдив се представихме с 27 експоната, от които са внедрени 7. На последния, Девети национален преглед изложихме 47 експоната, а от тях са внедрени само два. Повече от 15 са разработките, които са значителни от гледище на промишлените нужди и учебния процес, но те нямат особени изгледи да бъдат внедрени, поради различни причини. . .“
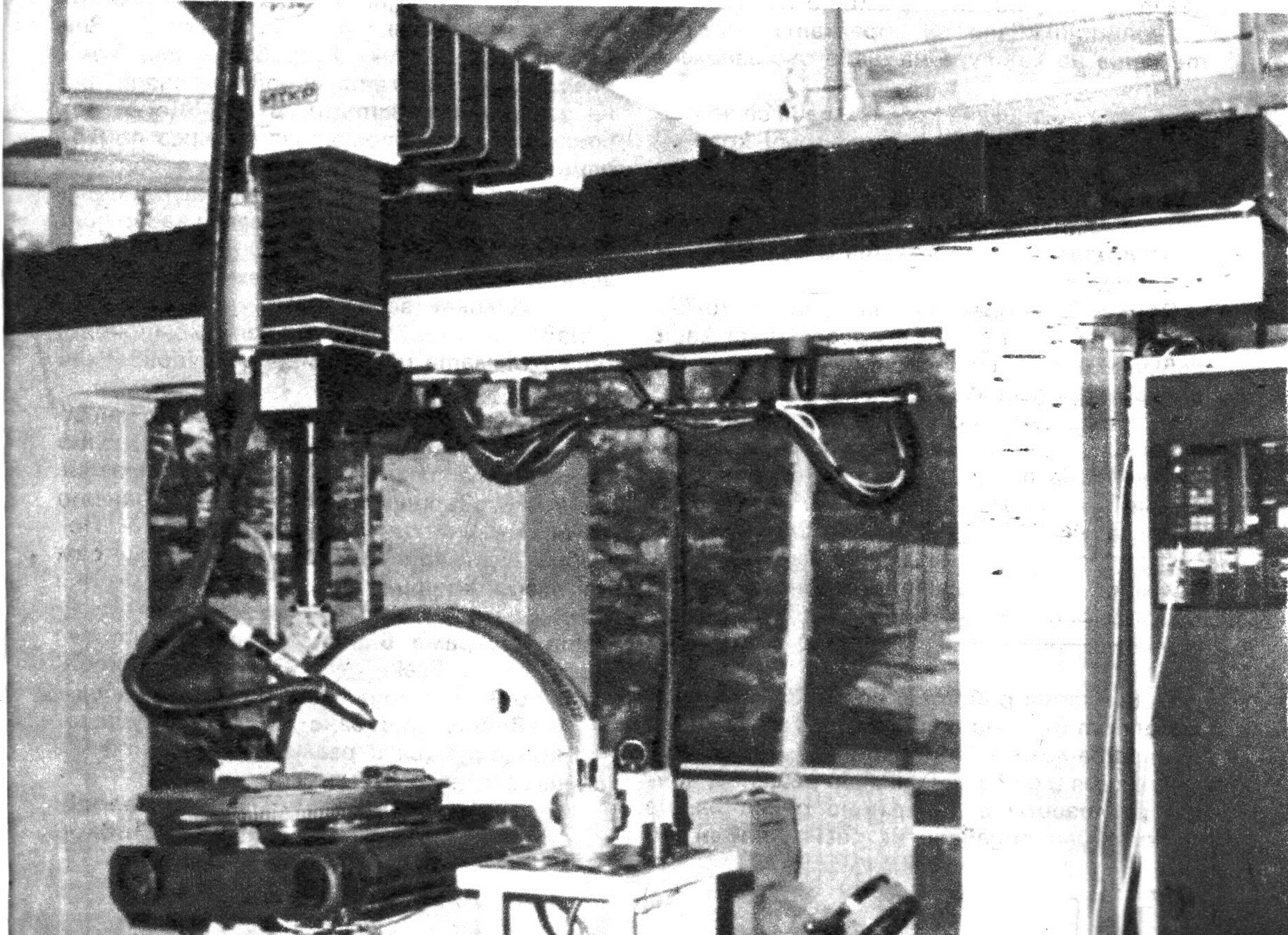
Заваряването на детайли в машиностроенето е операция, при която твърде добре проличава ефектът от замяната на човешката ръка с тази на робота. Освен че е отговорен и трудоемък, процесът на заваряването се отличава и с опасни за човека светлинни и енергийни излъчвания и с отделянето на големи количества отровни газове.
Именно поради тази причина, след задълбочено изследване на възможностите на България за производство на компонентите за сложни комплекси за електродъгова заварка като механични конструкции, управляващи устройства, заваръчни съоръжения и т. н„ през 1983 г. започва развойна и внедрителска дейност, която не след дълго поставя България на едно от водещите места в СИВ. Колективи от Института по техническа кибернетика и роботика към Българската академия на науките и от Института по заваряване ,,Патон“ към Украинската академия на науките започват съвместна работа за създаване на първия в социалистическите страни подобен комплекс. Начело на колектива от съветска страна е академик Борис Патон, от българска — чл. кор. Ангел Ангелов, а отговорни конструктори са съответно проф. Ф. Кисилевски и cm. н. с. Г. Начев.
Резултатът от това сътрудничество е роботизираният комплекс РБ 250, чието производство започна през 1983 г. Научноизследователския комплекс по роботика ,,Берое“ в Стара Загора . Той е предназначен за заваряване на големи детайли и ще намери приложение във всички сфери на машиностроенето, където заваръчният процес е основна операция при компоноване на готовите изделия. От началото на 1983 г. българският роботРБ 250 работи успешно в завод „Ленинская кузница” в Киев, където изпълнява отговорни заваръчни операции. Постъпват още заявки, а интересът довежда до пускането в производство на нови бройки. Нещо повече – на проведената през 1983 г. изложба за заваръчна техника в град Есен (Германия) показаните роботиот този клас с нищо не превъзхождат българския РБ 250.
Какво представлява роботизираният комплекс за заваряване? Къде всъщност се крият неговите предимства?
Най-общо казано, РБ-250включва в себе си:
микропроцесорно управляем токоизточник,
манипулатор на горелката с 5 степени на подвижност,
два манипулатора на детайла с по две степени на подвижност,
българскителоподаващ механизъм „Полиизаплан“ (защитен патентно в много страни) и
управляващо устройство с възможности да контролира едновременно 9 степени на подвижност.
За построяване на комплекса са използвани компоненти, произвеждани в социалистическия лагер.
Български робот Balgarski robot
За да разберем добре значението на роботизиранияначин на заваряване, трябва да си припомним дейностите, извършвани от човека-заварчик. А те не са никак малко. След ориентиране на детайла в положение, което е най-подходящо за нанасяне на заваръчния шев, заварчикът регулира тока и напрежението на дъгата. Ръката му придвижва горелката до началото на шева и се задържа на мястото до запалване на дъгата. После заварчикът придвижва горелката по продължение на контура нашева. Накрая горелката се връща в изходно положение, а източникът на ток се изключва. Някои от тези дейности поне привидно изглеждат присъщи само на човека. Например, запалването на дъгата, твърдят специалистите, е умение, което човек придобива на чисто интуитивна основа, като възприема опита на учителя си. При робота за заваряване обучение също е възможно, но пътят на възприемане не е интуитивен. Той минава през подробен анализ на преходния процес и завършва с пълното му описание на език, понятен за робота.
Освен че заварчикът следи шева, той поддържа оптимален режим на дъгата с приближаване или отдалечаване на горелката. Двете дейности се извършват на базата на визуална информация. Този проблем е намерил просто решение при българския робот РБ 250. Задачата за следене на шева е отпаднала, тъй като е въведено ограничението той винаги да се намира на едно и също място и роботът да може да описва неговата конфигурация със задоволителна точност. Това означава, че са постигнати точни движения на роботаи е необходимо детайлите да бъдат закрепвани прецизно. Поддържането на оптимален режим е сведено преди всичко до управление параметрите на токоизточника и скоростта на подаване на тел. Тук е скрита тайната на високата производителност и на качеството на получаваните шевове. Това се постига без работникът да е подложен на вредните въздействия на процеса заваряване. А самият робот не знае умора и е в състояние да поддържа високата си производителност при трисменен режим на работа. За една смяна той заменя трима висококвалифицирани заварчици.
Процесът на програмиране на българския робот РБ 250 е близък до начина на словесно описание на технологичния процес. Тази последователност от действия е следната:
ориентиране на детайла в положение, което е най-подходящо за извършване на заварката;
настройване на токоизточника — задаване на тока и напрежението на дъгата;
придвижване на горелката до началото на шева;
включване на токоизточника;
задържане на място до запалване на дъгата и формиране началото на шева;
придвижване на горелката по протежение на контура на шева със запалена дъга;
при достигане края на шева се задържа на място, докато се оформи край на шевовата конфигурация; срязва се заваръчната тел;
изключване на токоизточника
връщане на горелката в изходно положениe
Български робот Balgarski robot
Обикновено практиката предлага шевове, които могат да се представят като съвкупност от стандартни участъци. Това довежда до някои грешки, които роботътможе сам да открива при положение, че цялата траектория е правилно зададена. Освен това трудно може да се определи точно технологичният режим без пробна заварка. Българският робот РБ 250 позволява по време на работа да се коригират технологичните параметри, като директно се наблюдават резултатите от корекцията. Това значително съкращава времето за програмиране.
Освен това роботътполучава и информация от външни източници. Той може да извършва логическа обработка на тази информация и да взема някакво решение, чиято реализация е конкретно действие на робота или подаване на сигнал навън, по който външен механизъм извършва някакво действие. Например приетият сигнал може да идентифицира детайла за заваряване, ако той е от група възможни детайли. След разпознаването му роботътактуализира програмата, описваща обработката на този детайл, и извършва интерпретацията й. Освен това приетият сигнал може да идентифицира определени конструктивни особености за конкретен тип детайл и това да доведе до изпълнение на определени клонове на програмата, отразяващи тези конструктивни особености.
За целта е разработен съответен език за описване действията на роботаза електродъгова заварка. Той се състои от краен брой изречения или инструкции, като по съдържание една инструкция е еквивалентна на точка от показаното по-горе словесно описание. Групата на инструкциите, описващи движението на робота, са също така интересни. Техните аргументи трябва да дефинират съответно права линия и дъга от окръжност. Най-простият начин е, като за правата се използват две точки, а за дъгата три, след което роботът послушно се движи по зададената траектория.
Бъдещето е предлагало на българския роботРБ 250 много повече от това да бъде обикновен работник-заварчик. Разработеният комплекс е служел като основа за създаване на заваръчни участъци. В тях е била постигната пълна автоматизация чрез подходящо комбиниране на различни заваръчни роботи. Към големите роботизирани комплексиот типа РБ 250 се прибавят по-малки заваръчни роботи, което ще позволи да се обхване голямо многообразие от технологични задачи. Целият заваръчен участък ще се управлява от голяма електронноизчислителна машина като компонент от системата за автоматично управление (САУ).
В описания вид РБ 250предвижда много технологични ограничения, поради което логично следващата стъпка в неговото доразвивано и усъвършенствване е създаването на адаптивна система за управление. Подобна система позволява роботът сам да следи конфигурацията на заваръчния шев и да коригира предварително зададената програма в зависимост от особеностите на всеки детайл. Затова през средата на 80-те години конструкторските колективи в България и СССР продължават своята работа по усъвършенстване на описаната конструкция и реализиране на новите идеи, залегнали в бъдещите планове.
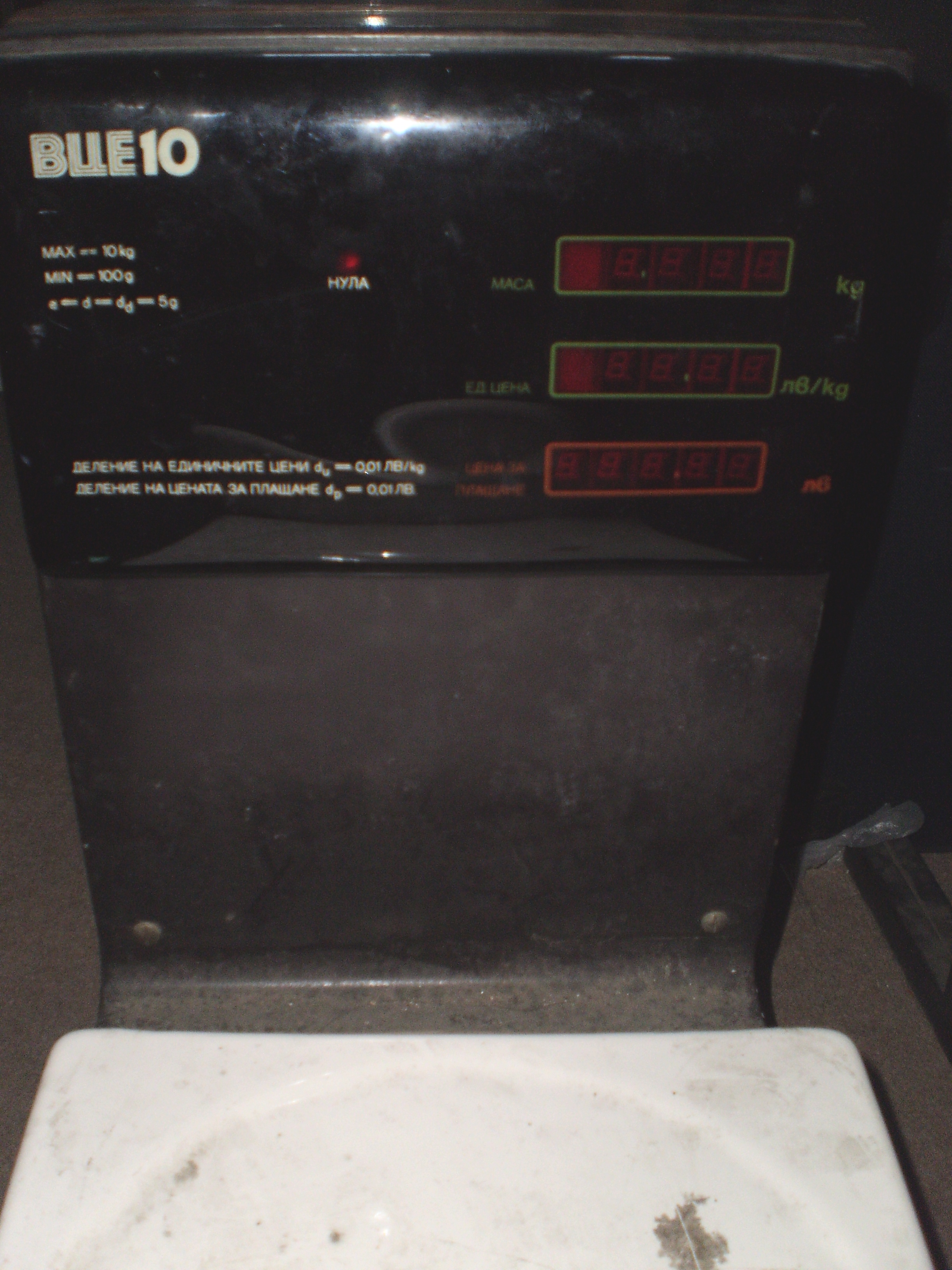
Българска ценоизчисляваща везна ВЦЕ 10 вече е в Sandacite.BG!
Българска ценоизчисляваща везна ВЦЕ 10
Настоящото чудо ни попадна от битака благодарение на наш верен приятел. То е разработено в Института по приборостроене през 1985 г. и се произвежда от Завода за автоматични везни Лясковец. Електронната ценоизчисляваща везна с механично изменение на обхвата на измерване до 10 кг е предназначена за измерване, индикация и отпечатване на масата, единичната цена и цената на различни видове стоки. Ценоизчисляващата везна има възможност да запаметява и в края на работния ден да извлича сумарния оборот в сумите, натрупани от продажбите.
За първи път електронна везна с тези функции е разработена в същия институт още през 1981 г., но нямаме информация да е влязла в серийно производство. Най-вероятно е останала само като прототип. Тя се нарича ВМЦ-5 (Везна Микропроцесорна Изчисляваща) и работи с максимална тежест 5 кг.
5 години след това (1985) идва ред на усъвършенстван модел, наречен ВЦЕ-10. Ето го и нашият конкретен екземпляр, произведен през 1986. Дето се казва, разгледайте го от куртоазия. Не го гледайте, че е малко нещо – нямате си представа колко ни измъчи, докато го носехме – тежи близо 30 кг, доста е неудобен като форма и сме го мъкнали 3 км от тролейбусната спирка до входа! :)
Електронна ценоизчисляваща везна
Това горното е малък подвижен керамичен плот, върху който поставяте това, което ще мерите.
Везнатаима светлинни индикатори и от двете страни (клиент и търговец), за да сте сигурни, че не Ви лъжат:
Ценоизчисляваща везна
Както е видно на рекламата от 1985 г., везнатасе свързва с касов апарат (вероятно някоя ЕЛКА) посредством RS232 интерфейс:
Ценоизчисляваща везна
ВЦЕ 10 разполага с вградена автодиагностика и има възможност да проверява сама основните си възли и системи. Отстрани има пломба, чието ненарушаване гарантира за ненамеса на неквалифицирани лица в работата на уреда.
Външншният вид на ценоизчисляващата везнаВЦЕ 10, издържан естетично и ергономично, гарантира удобна и коректна връзка между клиентите и обслужващия персонал. Везнатанамира приложение в търговските предприятия, в предприятията за обществено хранене, в базите за разфасоване и др.
Основни технически данни:
Максимално натоварване 10 000 г
Минимално натоварване 100 г
Брой на деленията 2000
Клас на точност ІІІ
Завод за автоматични везни
Та така. Тoва е, значи, оборудването на някогашните Били и Лидъли. За толкова години второ чудо не сме изобщо и никъде срещали, така че може би наистина сме открили нещо наистина важно от историята на българската техника! Поздрави!
Дали знаете, че една от най-интересните и актуални и днес области на електрониката — създаването на говорещи машини — можем да се похвалим с български принос? Още през 1976 година cm. н, с. Любомир Антонов от Единния център по физика към БАН получава авторско свидетелство относно метод и устройство за синтез на говор. Редовните читатели на нашия сайт със сигурност помнят, че той е един от тримата разработчици на първия български електронен калкулатор ЕЛКА 6521. За тази негова оригинална разработка, която е била патентована в тогавашните СССР, ФРГ и Франция и други страни, ще Ви разкажем накратко днес в Сандъците – сандъците. Трябва да Ви уведомим обаче, че в тази статия боравим с някои специфични термини и поради това пълноценното разбиране на информацията предполага преди това да сте прочели статията-предшественик ТУК.
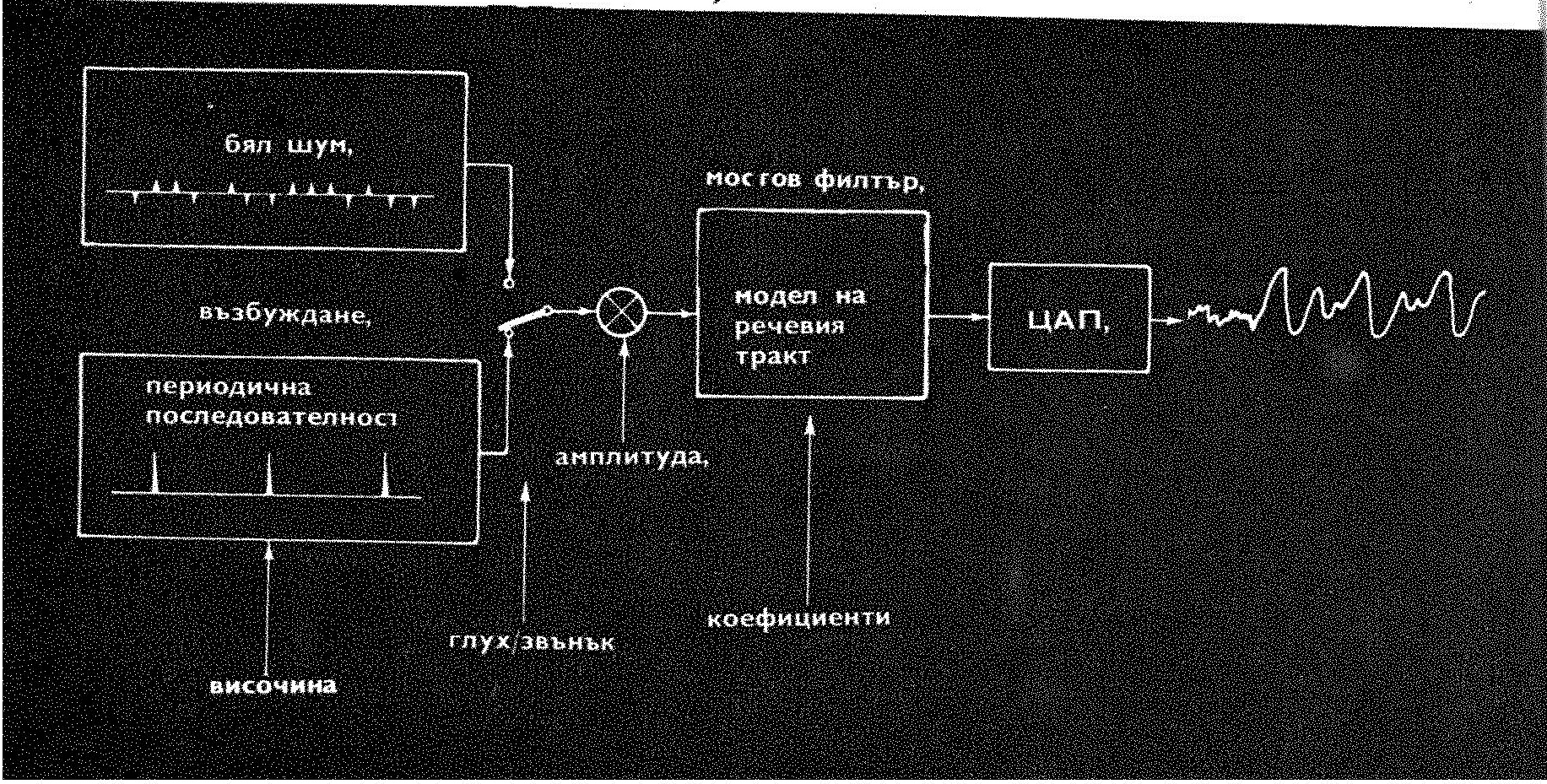
Българскиятметод за синтез на говорсе основава на фонемен синтез. За разлика от класическите аналогови синтезатори, при които отделните фонеми се получават чрез смесване на синусоидални колебания с различни амплитуди и честоти, тук синтезът се извършва изцяло от цифрови електронни схеми. Как се осъществява това?
В паметта на компютъра предварително са записани гласови периоди с различни формантни разпределения, елементи от шумови фонеми и различни звуци, съпровождащи речта. Там се съхранява информация и за местата на ударенията и амплитудните характеристики на съответните фонеми. Елементите на речта, записвани в паметта, се избират в зависимост от фонетичните особености на езика, на които машината ще говори.
Текстът, който предстои да бъде прочетен, се подлага на предварителен граматичен анализ. Определят се основните характеристики на изречението: честотна, от която зависи височината на гласа, и амплитудна, определяща неговата сила. фиксират се местата и продължителността на паузите. Следва фонетичен анализ. При него в зависимост от получените до този момент резултати и взаимното Влияние на отделните фонеми се определят съставът, амплитудната характеристика и продължителността на всяка фонема. Така за Всеки един елемент на речта се конкретизират параметрите; амплитуда, продължителност и начален адрес в постоянната памет, посока и скорост на четене. Всички величини се получават в режим реално време.
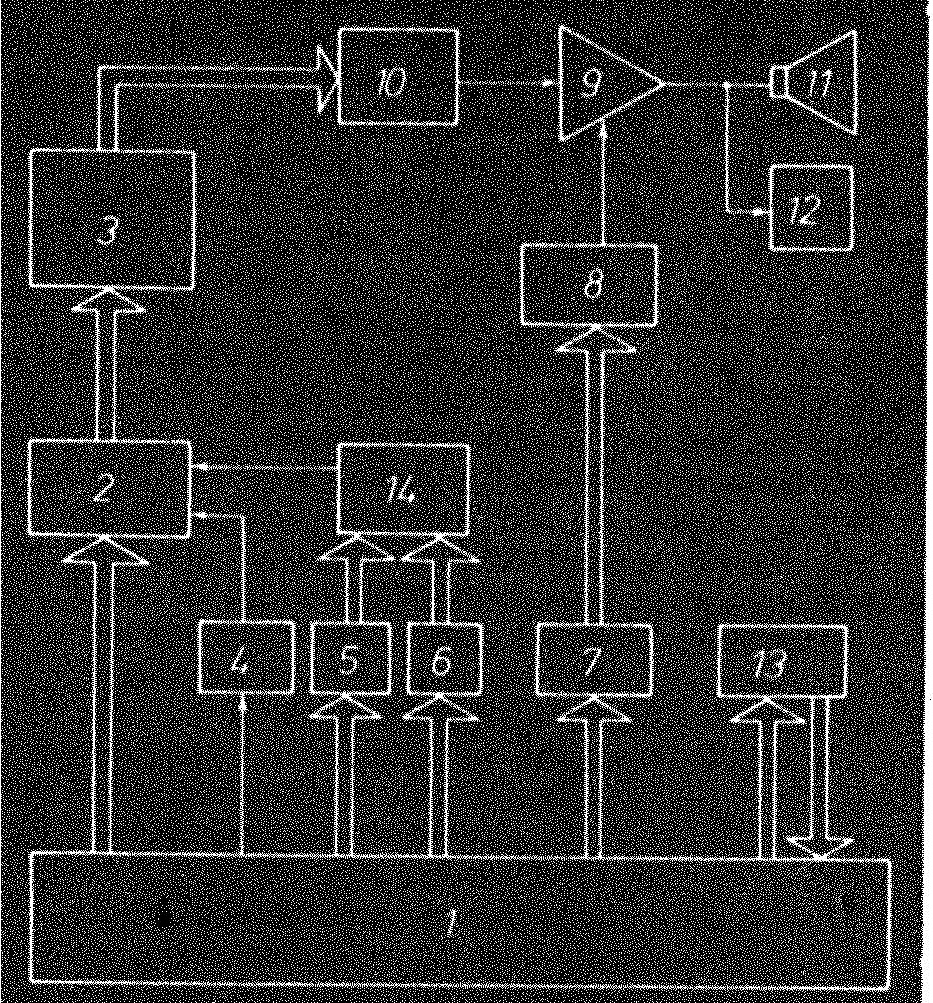
Синтез на говор Sintez na govor
1, ЕИМ; 2. адресен регистър-брояч: 3, постоянна памет; 4. регистър за посока на броене; 5. регистър за определяне честотата на броене; 6, регистър на броя на адресите за четене; 7, регистър за амплитудно управление; 8. цифрово-аналогов преобразувател; 11, високоговорител; 12. линия за предаване на данни; 13, устройство за управление; 14. генератор на импулси
Според създателя на устройството Любомир Антонов, от едни и същи запомнени елементи могат да се получават различни фонеми само като се променя амплитудната характеристика, скоростта и посоката на прочитането им. Това значително намалява обема на необходимата памет.
По получените данни от паметта се извличат необходимите елементи (началните им адреси се пазят в адресен регистър-брояч). Посоката на четене се определя от регистъра за посока на броене, а скоростта се контролира от регистър за определяне честотата на броене.
При естествената реч човек никога не произнася по един и същ начин еднаквите думи. Тъй като при „езиковия код” съществува и голям коефициент на презапасяване, можем да си позволим и известно ,,творчество“, т. е. ние говорим по-бързо или по-бавно, като не произнасяме еднакво силно целите думи и т. н. За разлика от нас, машината стриктно изпълнява своята програма, всички фонеми се произнасят без отклонение от правилата. Подобна точна реч би звучала твърде неестествено. За дз се избегне педантизмът на машината и за да се получи по-естествена реч, българският метод предлага квазислучайно изменение на дължините и амплитудите.
Следва обработка на „цифрова реч“ от цифрово-аналогов преобразовател. В него се формира естественият аналогов сигнал, Усилвател-модулатор го доусилва до необходимото ниво, като осигурява желаната интонация на цялата дума или изречение. Говорът се възпроизвежда от високоговорител, По бреме на четенето от паметта и възпроизвеждането на поредния елемент на речта ЕИМ анализира и подготвя следващите данни, необходими за управление на синтеза. Ако една ЕИМ е с достатъчно бързо действие, тя би могла да управлява едновременно работата на няколко синтезатора. Удобното в случая е, че бързодействието не е задължително и методът е универсален. В зависимост от нуждите и възможностите устройството може да се реализира нв базата на Всяка универсална ЕИМ, миникомпютър или 16-битов микропроцесор.
Предимствата на българскияметод за синтез на говор са много, но може би основното се състои в изключителното разнообразие на синтеза, основаващо се на неограничен речник при сравнително малък обем на паметта. Освен това речта, която се получава, е с добра разбираемост и звучи почти естествено.
Хората са се удивлявали винаги на умението си да говорят, феноменът човешки език отличава Хомо сапиенс от всички останали живи същества. И затова съобщенията за хора, които упорито се опитват да направят от кучетата си папагали, винаги предизвикват усмивка. Съвсем други са постиженията на учените, влагащи своите усилия в създаването на говорещи машини, което е една от вековните мечти на човечеството.
През 1978 г. група японски специалисти заявяват, че 80-те години ще предизвикат истинска революция в развитието на диалога „човек—машина„, като той постепенно ще премине към естествения човешки говор. Специализираните издания по електроника и изчислителна техника, пък и не само те, поместват множество съобщения за нови и нови устройства за синтез на човешка реч с почти естествено звучене. Сензацията постепенно отстъпва място на все по-задълбочени и сериозни разработки. Сферата на приложение е огромна — от автоматични електронни телефонни централи и големи информационни центрове до устройства за четене, предназначени за слепи хора, и говорещиджобни калкулатори. Само няколко години преди това създаването на подобни устройства изглежда излишен лукс. На какво се дължат бързите промени в тази област? Синтезаторите на реч придобиват актуалност вследствие стремителното навлизане на електронноизчислителната техника във всички сфери на човешкия живот. Тяхното създаване става възможно благодарение на изключителните функционални възможности и бързодействие на т.н. големи интегрални схеми. Усъвършенстването на машините обаче прибавя нови затруднения при диалога с тях. Необходими са например огромен брой оператори със специална подготовка, способни да влизат в „интелектуален“ контакт с компютрите. Днес човешките ръце и очи се нуждаят и от помощта на речта при въвеждането и извеждането на данни от гладните за информация машини.
За да може да се осъществи подобен диалог, необходима е динамична адаптация на машинатакъм човека. Той трябва да я научи да разпознава неговата естествена реч и сама да синтезира речеви сигнали на понятен език.. Засега от говорещата машина все още не се изисква да придава на своите съобщения интонационни оттенъци, емоционална окраска, изменящ се ритъм. Дори на лаконично и сухо съобщение човекът реагира по-бързо и по-точно, отколкото при който и да е от останалите неречеви сигнали.
Малко лингвистика
Както е известно, езикът се описва с краен брой различими и взаимно изключващи се звуци. Тези основни лингвистични елементи се наричат фонеми и са характерни за всеки език. Отделната фонема притежава специфични акустични характеристики: тонова област, формантно разпределение, амплитудни характеристики и др. Всеки произнася отделните фонеми по различен начин и ние все пак се разбираме. Например, фонемата „а“, произнесена от мъж, жена или дете звучи в различни честотни области, но при възприемане се разпознава точно. Това е така, защото при произнасянето фонемите запазват своите „акустични степени на свобода“. Тези отделни различими варианти на фонемите се наричат алофони. Те могат да бъдат позиционни, индивидуални, интонационни и пр. Това твърде много затруднява машините, които трябва да помнят всички варианти на фонемите и да знаят къде да ги използуват.
Другото основно препятствие при синтезае, че речта представлява почти непрекъснат поток и между отделните звуци няма точна граница. Средно човек произнася около 80 до 130 думи в минута или около 10 фонеми в секунда. Ако разглеждаме само фонетичната транскрипция на речта, можем да приемем, че средната информация, съдържаща се в една фонема, е от 1 до 4 бита. Но на спектрограма може да се види, че всеки звук има преходи и установени периоди. Например една трибуквена дума може да съдържа 50—60 градации на звуците, всяка от които носи определен обем информация, Ако към тези амплитудно-временни параметри прибавим и фазовите съотношения, ще се окаже, че за да запишем пълния набор признаци, съдържащи се в една дума за една секунда, ще ни бъдат необходими над 200 000 бита. А това е доста тежка задача дори компютри от т.н. трето поколение.
Говорещи машини Govoreshti mashini
Принципна схема на съвременен синтезатор, работещ по метода на линейното кодиране с предсказване от нестационарния характер на сигналите.
Във всеки език съществуват две основна групи звуци — гласни (вокали) и съгласни (консонанти). Учленяването на гласните е съпроводено с промяна в обема на устната кухина и формата на нейния отвор. Получава се резонатор, през който преминава издишаната въздушна струя. Гласните нямат строго определено място на учлемяване и по своята формантна структура те много приличат на музикални тонове (форманти се наричат максимумите на концентрация на енергията от спектъра на речевия звук). При учленяването на всяка гласна звучат два тона — основен и характеристичен. Основният тон определя индивидуалния тембър на гласа. Той се образува в гръкляна под действието на гласните струни и характеризира единствено индивидуалните особености на говорещия. Затова пък характеристичният тон, образуван в устната кухина, е различен за всяка гласна и по него тя се оформя като отделен самостоятелен звук. Съставът му е доста сложен, тъй като включва редица тонове, групирани във форманти. Обикновено формантите са няколко, но най-голямо значение имат трите най-ниски.
Съгласните имат строго определено учленително място. При тяхното произнасяне говорните органи създават различни препятствия, които издишваната струя преодолява чрез търкане или избух. При това се образуват шумове. Някои от съгласните се състоят от характеристичен шум и основен тон, други само от характеристичен шум, който е типичен за всяка съгласна. Тези фонеми най-често образуват двойки звуци, различаващи се само по едно свое качество: мекост, звучност, носовост и т. н.
Що се отнася до българската реч, може да се каже, че тя е твърде удобна за получаването на изкуствена реч. Вокалната ни система се състои от 6 фонеми — И, Е, Ъ, А, О, У. При това те се различават само по едно качество — тембър, за разлика от вокалите в английския език например. Тяхната дължина, отвореност и затвореност нямат смислоразделително значение. Консонантната система на българския език се състои от 38 фонеми, които се различават само по качеството си мекост.
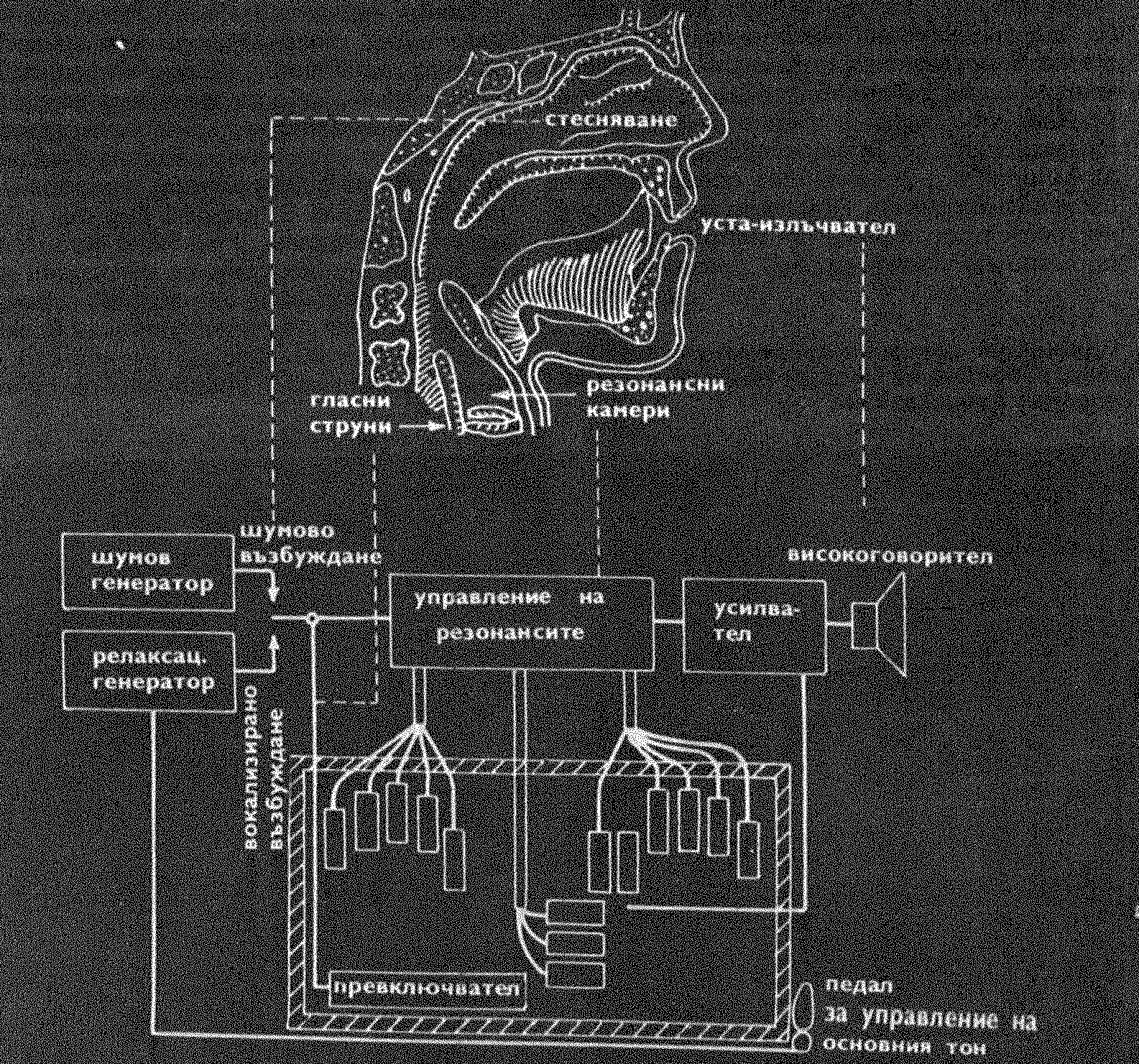
Тайните на акустиката
Уникалните акустични свойства на човешкия артикулационен апарат продължават да бъдат обект на редица изследвания. Въпреки че е добре известно от кои органи се състои речевият тракт и как функционират те, около акустичните му свойства все още се спори. Всички генерирани звуци могат да се описват чрез свойствата на източника на възбуждане и предавателната функция на акустичната система. За тази цел се използва много сложен математически апарат, което се налага от факта, че речевият тракт не може да бъде разглеждан като система със съсредоточени параметри. Това следва от неговата дължина, която е около 17 сантиметра и е напълно съизмерима с дължините на звуковите вълни в говорния спектър. Затова се прибягва към използуване на модели на системи с разпределени параметри, които трудно се поддават на описание. Няма да се спираме подробно на акустичните процеси, тъй като с част от тях ще се запознаем при описанието на няколко от първите синтезатори на реч.
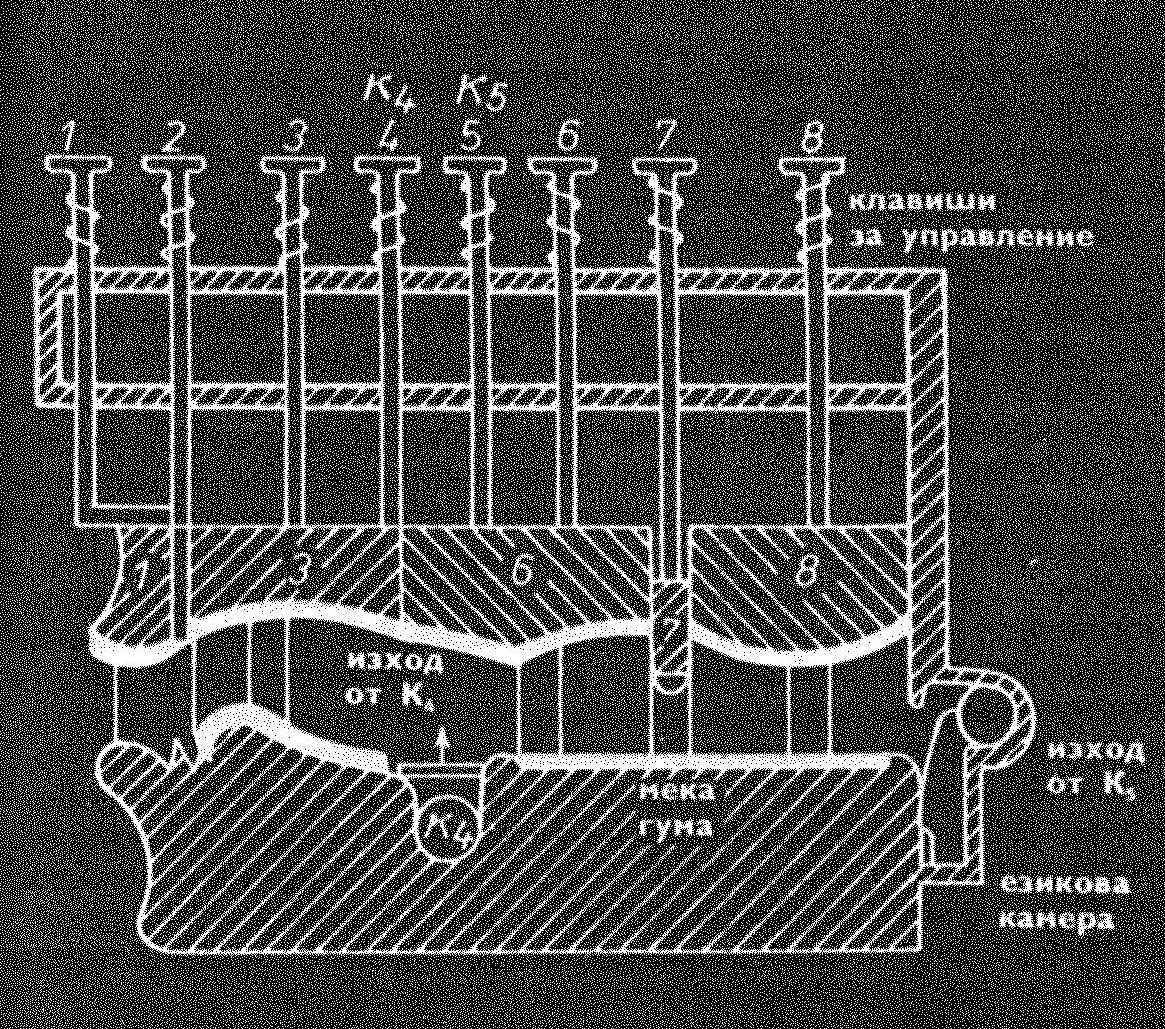
През 1779 година в Русия е обявен конкурс за създаване на устройство, което да показва разликата при образуването на отделните гласни. За най-добър е отличен проектът на Кратцеинщайм, който създава акустични резонатори, аналогични по форма на гласовия тракт. Малко по-късно унгарецът Кемпелен прави своята прочута говореща машина. В нея се подава въздух от кожени мехове към езиче, което на свой ред възбужда управляван с ръка единичен резонатор. Една от забележителните механични машини е създадена в началото на ХХ век от американеца Риш. Тя се управлява с клавиши, а за моделиране на устата и зъбите има по един орган за управление, работещ с пара.
Многобройни са и експериментите с електрически синтезатори. Първите опити има за цел да предадат цялото говорно колебание. За изобретателите е ясно, че за да се постигне добра разбираемост, е от особена важност да се запази моментният спектър от амплитуди. Първи Хелмхолц, Милер и Къонинг стигат до идеята, че при синтезирането на говорни звуци не е задължително да се копира речевия тракт на човека, а трябва да се намери начин за възпроизвеждане на техните характеристики.
Първият електрически синтезатор на свързана рече т. нар. „Вокодер“, създаден от американците Дадли, Риш и Уоткинс. Той синтезира сигнали с определен спектър под управлението на ръчна клавиатура. При него е отчетена важната физиологична особеност на говорния механизъм — наличието на гласови и шумови възбуждания. Всички тези методи принадлежат на историята. В голямата си част те са създадени за изследване на тайните на говора. И най-големите фантазьори сред техните създатели едва ли са си представяли това, което днес наричаме просто първи крачки в електронното синтезиране на реч.
Говорещи машини Govoreshti mashini
Говорещата машинана американеца Риш. Затъмнените участъци представляват меки гумени покрития, чрез които се осъществяват сгъстявания и затихвания, близки до реалните.
Говорещият кристал
През 80-те години светът вече е пред прага да превърне интелигентните машини в свои полезни събеседници. Тогавашните електронно-изчислителни машинипредоставят много нови възможности за говорен анализ и синтез. Създадени са няколко цифрови методи за изследване на речеви сигнали. Всеки от тях използва такива параметри на говора, които позволяват по резултатите от анализа речта да се възстановява без съществени изменения. Най-често те са в честотната област. Основното математическо преобразование, което се прилага при тях, е бързата трансформация на Фурие. Тя отразява не само спектралните, а и временните особености на изследвания сигнал. При този метод трудностите произтичат от непрекъснатите промени на спектъра във времето, т. е. от нестационарния характер на сигналите.
През 1980 г. се заговорва за друг по-съвършен метод на анализ и синтез на говор, наречен линейно кодиране с предсказване. При него формата на говорната вълна се представя директно в зависимост от променящите се параметри на предавателната характеристика на вокалния тракт и характеристиката на източника. Много по-удобно е да се моделира формата на говорната вълна, отколкото нейния спектър. В това се състои предимството на метода. При него моделът на вокалния тракт представлява изменящ се във времето линеен филтър. Най-често се използуват рекурсивни филтри, които отчитат едновременно влиянието на въздушния поток, вокалния тракт и излъчването. Всеки говорен сегмент се представя адекватно чрез определен брой коефициенти на филтъра. Твърде важно е, че те се определят за даден момент от говорните събития в предходния момент.
Какво представляват създадените на базата на тези методи устройства за синтез на говор? Това са формантни синтезатори, синтезатори с линейно предиктивно кодиране. През 1981 г. научни списания съобщават за синтезатори, преобразуващи речевия сигнал в цифров вид със свиване на информацията. Речевите процесори и на трите устройства са изградени на базата на една голяма интегрална схема, която действува по съответния за всеки метод алгоритъм. Според учените в наши дни икономически оправдани са синтезиpaщи системи, чийто речник надхвърля 200 думи.
Формантният синтез
Той моделира естествените резонансни характеристики на гласовия тракт. При това, за да се осигури разбираемост, всеки звук се синтезира най-малко от три форманта. Гласните звуци се генерират от импулсен източник, който може да се модулира по амплитуда и вследствие на това се управлява интензивността на звука, влияеща върху интонацията. Сигналът преминава през две нива на филтрация. Първото ниво композира вокалните звуци. То представлява филтър с изменящи се във бремето параметри и е образуван от последователни резонатори, които се съгласувани със спектралните и гласовита характеристики на речевия сигнал. Глухите звуци се генерират при преминаване на бял шум през филтър с регулируеми полюси. За получаването на преходните звуци {звънки съгласни и консонантизирани съгласни) се използуват и двата филтъра. Коефициентите на филтрите се пазят 6 постоянна памет, която представлява отделна интегрална схема. Ориентировъчно обемът на паметта за синтезиране на една секунда реч по този метод е около 400 бита.
Говорещи компютри Govoreshti kompyutri
Първият електрически синтезаторна свързана реч е създаден от американските учени Дадли, Риш и Хопкинс. При него е била отчетена твърде важна физиологическа особеност – наличието на два вида възбуждания – гласови и шумови.
Синтезатори на линейно кодиране с предсказване
Тези синтезаторидонякъде напомнят формантните и дори биха могли да се осъществятс едни и същи апаратни средства. Но докато формантният синтезаторима отделни филтри за всеки формант, при синтезаторите с предсказващо кодиране всички форманти се образуват заедно в един активен рекурсивен филтър. Нещо повече, едновременно с това се регулират и амплитудите на импулсите на основния тон и белия шум, осигуряващо точност при възпроизвеждането.
Както споменахме вече, коефициентите, на филтъра се определят в зависимост от предходните му състояния. Качеството на синтезираната реч зависи право пропорционално от броя на коефициентите. При 10 коефициента за кодиране на речта е необходима памет от около 1200 бито за 1 секунда реч.
Реч в цифров вид
Синтезаторите, преобразуващи речевия сигнал в цифров вид със свиване на информацията, осъществяват дискретизация на сигнала с честота два пъти по-голяма от най-високата честота в спектъра, след което получената цифрова информация се свива. Този процес се осъществява с по-прости апаратни средства, но за сметка на това обемът на необходимата памет значително нараства. Осигурява се добра разбираемост и дори се запазват индивидуалните особености на възпроизвежданите гласове. След подходящо свиване на информацията паметта може да се сведе до 1000 бита на дума за мъжките гласове. Женските гласове изискват по-голяма памет, защото съдържат по-високочестотен спектър. Речевият процесор стеснява информацията, като се премахват излишните тонални периоди, фонеми и части от тях. Следва делта-модулация на сигнала и накрая се изменят фазовите му съотношения така, че да може да се разложи в ред на Фурие. При тези синтезаторие задължително първо да се запише и анализира естествена човешка реч в цифров вид, след което речевият процесор я обработва. Въвежда я в паметта на компютъра и при нужда се възстановява.
Никой не може да отрече значителните успехи на специалистите от цял свят в областта на получаването на изкуствена реч. Първите стъпки са твърде недостатъчни, за да се осъществи наистина пълноценен диалог с машините. Затрудненията идват главно от това, че те са лишени от слух, а всички знаем колко усилия са необходими да се разбереш дори с глух човек. Решението на този проблем зависи в изключителна степен от напредъка при създаването на изкуствен интелект. Днес практически всеки робот би могъл да се „научи да говори”, но да чува означава да разбира, което пък от своя страна е свързано с асимилиране на непрекъсната реч. Все пак, чуващи-машини отдавна има на световния пазар, макар и с доста скромни възможности. Още през 80-те в Япония е създаден телевизор, който се подчинява само на гласа на собственика си. В Германия горе-долу по същото време съществува телефонна информационна служба, която отговаря автоматично на запитвания за полетите на самолетите. Още в романа на Артър Хейли ,,Банкери“, писан през 1975 г., в САЩ борсови посредници предават по телефона информация, която автоматично се записва от компютър.
А повече за едно малко известно, но българско устройство за синтез на говор можете да научите от тази статия: ТУК