Каква е разликата между електрически удар и електрическо изгаряне разказваме днес в Сандъците – Sandacite

Прави ми впечатление, че повечето хора не правят разлика между различните видове поражения от електрически ток. Истината е, че те биват различни според това дали са причинени от високата температура на преминалия през тялото електрически ток, или поради действието на тока върху нервната система на организма. Няма значение – за хората това е все ,,удари го токът„!
Именно затова в тази публикация ще се опитаме да внесем яснота. Искрено се надявам да се оптимизира добре, та да бъзе подръка на всеки, потърсил в Гугъл нещо по тази тема.
Електрическият ток предизвиква поражение върху човешкия организъм в случаите, когато:
а) електрическият ток премине през части от тялото на човека;
б) части от тялото са подложени на влиянието на високата температура на електрическата дъга;
в) тялото е подложено на силно електростатично или електромагнитно поле;
г) човекът е обгорен или задушен от пожар или взрив, предизвикани от електрически ток;
д) човекът се нарани при падане при работа на високо, загубил равновесие поради уплаха от електрически удар, електрическа дъга или искра.
Злополуките се разделят на два основни различни вида — електрическо нараняване и електрически удар, като електрическият удар е по-често срещан.

Електрически наранявания (травми), електрически изгаряния
1. Изгаряния се получават при протичане на електрически ток през части от тялото или от високата температура на електрическа дъга, появила се близо до тялото.
Когато токът протича през тялото, той среща най-голямо съпротивление при преминаване през кожата и поради това най-много топлина се отделя в кожата, където изгарянията са най- чести (70-80 % от всички изгаряния от електрически ток). При големи токове или продължително въздействие се отделя по-голяма топлина. Тогава изгарянията проникват по-дълбоко в тялото и са много опасни, защото мъчно заздравяват и често се инфектират.
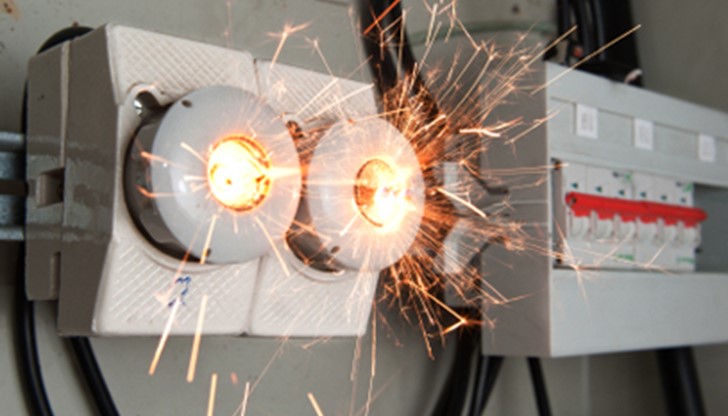
Изгарянията от електрическа дъга са най-опасни, когато дъгата се. запали между част от тялото и тоководеща част. В този случай дъгата се допира до повърхността навялото и предаването на топлината става чрез конвекция. Когато дъгата гори между тоководещи части или между тоководеща част и земя, тогава топлината се предава чрез излъчване и изгарянията са по-редки, обаче има опасност от поражение на очите и уплаха.
Електрически изгаряния се получават и при допир на нагорещени от електрически ток части или от капки от разтопен метал на стопилката на предпазител.
Изгарянията от електрически ток могат да бъдат от различна степен — от зачервяване на кожата до овъгляване на тъканите. Степента на изгарянето определя и необходимостта от лекарска помощ.
2. Метализация на кожата се получава, когато много дребни метални частици проникнат в кожата. Причината за това може да бъде електрическата дъга, която изпарява метала близко до кожата и изпареният метал прониква в кожата. Метализация се получава и при плътно допиране на кожата до тоководеща част. Тогава електрическият ток, който протича през кожата, разлага течностите на тъканите на основни и киселинни йони. Киселинните йони с метала образуват съответните соли на метала, които проникват в кожата.
В зависимост от метала на тоководещата част метализираната кожа се оцветява с цвета на окиса, както следва: зелено при мед, сярно- жълто при олово и синьозелено при месинг.
На мястото на метализацията кожата е грапава и корава и човек усеща дразнене от присъствие на чуждо тяло.
3. Електрически белег се получава по повърхността на кожата на мястото на преминаване на електрически ток в тялото. Електрическият белег представлява кръгли или елипсовидни подутини на кожата с бял или жълтеникав цвят, ясно очертани. Размерите им са до 5 мм в диаметър. Тези подутини са безболезнени и изчезват без усложнения. Понякога се появяват известно време след допирането.
Причината за този вид поражение не е обяснена, но се предполага да е механическо или химическо действие на тока върху тъканите, когато има добър контакт между кожата и допрения предмет и при сравнително ниска температура на мястото на поражението (50—110°С).
Пострадалият от метализация на кожата и от електрически белег трябва да бъде прегледан от лекар, когато тези поражения обхващат голяма част от повърхността на кожата.
4. Електроофталмия (повреда на очите) представлява изгаряне на очите в различна степен от силната температура или от лъчистата енергия на електрическата дъга. Получава се при електрозаварка 0ез употреба на предпазни очила или екрани. Може да се получи и при електрическа дъга при неправилно задействане на разединители или при къси и земни съединения.
5 Други травми, като счупване на кости, на гръбначния стълб и др., се получават при падане от високо при работа върху електрически съоръжения. Причината за падането може да бъде уплаха от електрически удар, дъга или искра или пък неправилно укрепяване на работещия.

Електрически удар
Електрическият удар се получава при протичане на електрически ток през тялото на човека, при което токът действува върху нервната система и по-специално върху мозъчните центрове, управляващи дишането и сърцето.
Електрическият удар се изразява в различна степен на нарушение на нормалната работа на организма в зависимост от силата на тока и продължителността на въздействието му, както и от много други фактори.
При ниски напрежения в първия момент след контакта с тоководещата част токът през тялото е малък, защото съпротивлението на тялото е още голямо. Действието на електрическия ток се изразява само в свиване на мускулите на пръстите на ръката (ако частта е хваната с ръка). При това свиване пръстите се стараят да задържат по-здраво хванатия предмет. Ако в тази степен на поражение човекът не успее да се освободи от хванатия предмет, съпротивлението на тялото (кожата) бързо спада, токът се увеличава и започва парализ на мускулите на ръката, на мускулите на дишането и най-накрая на мускулите на сърцето.
При високи напрежения токът е много силен още с допиране на тоководещата част и парализът на дишането или на сърцето започва веднага.
Най-честото тежко поражение при електрически удар е парализът на дишането, при което настъпва така наречената привидна смърт. Дишането спира съвсем, а сърцето работи слабо, мъчно уловимо. Пострадалият е в безсъзнание и смъртта настъпва вледствие на задушаване. Необходимо е да се започне незабавно с изкуствено дишане, което в повечето случаи може да спаси човека от смърт.
По-рядко тежкото поражение от електрически удар има за последствие парализ на дишането и на сърцето, при което настъпва смърт.
Тежки поражения от електрически удар, включително смърт, могат да се предотвратят, като се прекрати колкото се може по-бързо преминаването на тока през тялото.
Електрическият удар може да бъде придружен и с изгаряне от различна степен, а също и с други травми.

Заболявания
Освен трудови злополуки, резултат на кратковременни въздействия електрическият ток предизвиква и някои заболявания от продължително въздействие на електростатично поле с голяма напрегнатост или на електромагнитно поле с голяма честота. Например доказано е, че при продължителна работа в близост до електрически съоръжения с напрежение 110 kV и честота 50 Hz работниците изпитват нервно възбуждение и угнетяващо чувство. От друга страна, електромагнитното поле със свръхвисока честота предизвиква главоболие, увеличение на температурата, слабост и. други неразположения, които минават след премахване влиянието на полето. Не всички от тези въздействия обаче са добре проучени.
Електроофталмията може да се появи и от слабо, но продължително въздействие на електрическата дъга при електрозаварки. В този случай тя представлява професионално заболяване.
Един материал на Сандъците – Sandacite






")

")
")

")
")
")