Колесният трактор Мургаш №45 датира от 1978 г. Той е с повишена проходимост и устойчивост. Предназначен е за пълно механизиране на процесите по отглеждането и прибирането на селскостопанската продукция от планинските и полупланинските райони (работи при наклон на терена до 25 %), както и за механизиране на редица процеси в животновъдството. Тракторът може да бъде използван и за механизирано обслужване на пътната мрежа, като се съоръжи с комплект от специални съоръжения.
Техническа характеристика:
модел на двигателя ДЗ 152/Д 2500/
номинална мощност на двигателя по DIN — 33/45/ kW
размери на трактора:
дължина х широчина х височина — 3450 х 1809 х 1550 mm скорост на движение от 3,67 до 23,4 km/h
Най-сетне лампомерът ИЛ-1 в Сандъците – Sandacite!
Български лампомер ИЛ-1 + схема
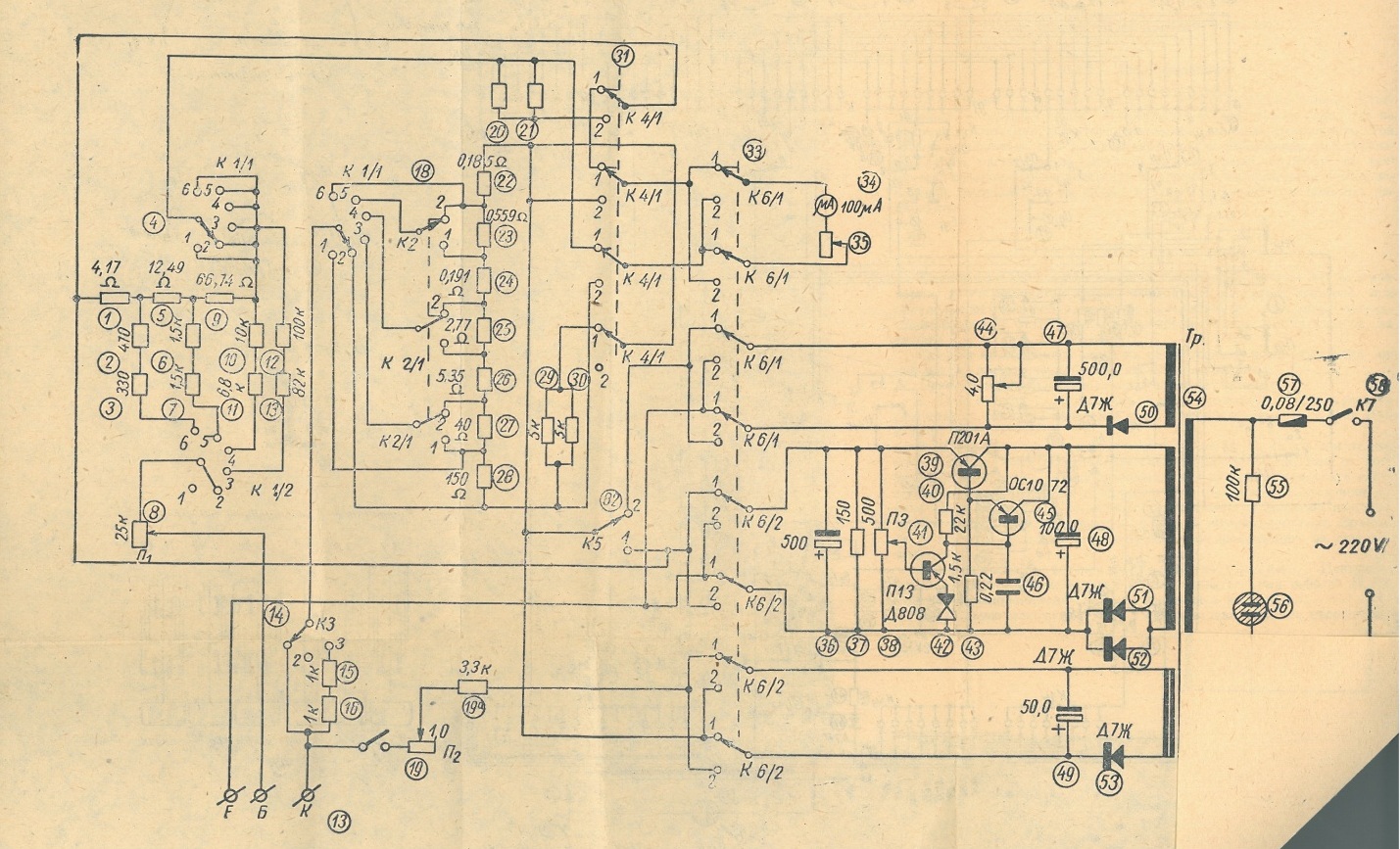
Горе виждате първия български лампомерИЛ1, който е производство на софийския завод Електроника от първата половина на 1960-те години. За всички, които работят с електронни лампи, това важен е сервизен апарат, предназначен за проверка на годността на приемно-усилвателни, детекторни и токоизправителни електровакуумни прибори. Той използван във всяка радиоремонтна работилница или сервизна служба, магазините за продажба на радиолампи, службите за технически контрол, производствените предприятия, лаборатории и учебни заведения, радиоклубове на ДОСО и въобще навсякъде, където се ползват радиолампи. В момента също се търси от много хора, занимаващи се с конструиране и ремонт на електроннолампова апаратура, а също и от хобисти, които ползват любимите ни електровакуумни елементи. Затова си заслужава да му отделим едно хубаво статия! :)
Описание
Лампомерът ИЛ1 чрез превключване на отделни вериги осъществява схема, подходяща за дадена проверка при определен метод. Необходимите превключвания се извършват чрез командни устройства, изведени върху лицевата плоча на апарата.
Първо да разгледаме схемата на лампомера, която може може да се определи като съставена от две части: превключващо-измервателна и захранваща.
Превключващо-измервателната част се състои от:
Поле със 7 лампови гнезда (цокли), чиито контакти (крачета) са свързани паралелно и са номерирани от 1 до 9 (долната фигура).
Щепселно-п ревключващо поле То се състои от две части: горната част представлява една координатна система от контакти. В зависимост от разположението на изводите на ламповите електроди и гнездата, същите се свързват към съответните захранващи вериги. Чрез долната част се набират необходимите захранващи напреже- жзния, катодно съпротивление и обхват на милиамперметъра. Връзките се постигат чрез поставяне в гнездата на предвидените за тази цел щифтове.
Галетни и бутонни превключватели. Централно място между тях заема галетният превключвател „Вид работа“ П4 (4). Той дава възможност за следните проверки и измервания:
а) В първо положение „К. С.“ се проверява дали има късо съединение между електродите на лампата. В този случай милиамперметърът се изключва, а се включват веригите на електродите на лампата към превключвателя „Късо съединение“ П1 (1). С помощта на този превключвател се проверява последователно за късо съединение между следните двойки електроди: „g2—а“, „g1 — g2“, „g1—а“, „к—а“ и ,,к—g1”. Индикация за късо съединение е светване на глимлампата „К. С.“ (7) Проверката се извършва с променливо напрежение 70 V.
Български лампомер ИЛ-1 схема
б) При второ положение,,—Egl“ милиамперметърът се включва като волтметър към преднапрежението на първата решетка, подавано към измерваната лампа. Същото се регулира чрез потенциометъра „—Еg2“ (52),
в) При трето положение „IEg“ се измерва анодният ток при подадено фиксирано преднапрежение.
г) При четвърто положение „IRК“ се измерва анодният ток при автоматично преднапрежение. Необходимото катодно съпротивление се набира в границите от 0 до 3100 ома през 10 ома от съпротивленията 54 – 63 с помощта на щепселно-превключващото поле 3. Предвидена е възможност и за външно включване на съпротивление в катодната верига чрез буксите „RK“ (66). При необходимост същото може да се прибави към съответното съпротивление, набрано чрез превключващото поле 3.
д) При пето положение „Диод“ се проверява емисионната способност на токоизправителни и детекторни лампи. Положението на бутона „изпр/дет“ се избира според типа на изпробваната лампа.
Схемата за проверка на токоизправителни лампи съдържа: променливо анодно напрежение 200 V, товарно съпротивление 5 и малиамперметър, включен като волтметър с предсъпротивление 9. Падението на напрежението върху съпротивлението 5 зависи от емисионната способност на измерваната лампа и се установява с помощта на милиамперметъра. На скалата на същия има нанесени три цветни сектора за годността на лампата: годна -червен, използваема—зелен и негодна — неоцветен.
Схемата за проверка на детекторни лампи съдържа: променливо анодно напрежение 50 V и товарно съпротивление (14 и 16). Милиамперметърът е включен последователно в анодната верига, като се използува същата скала.
С бутона „220~“ (73) милиамперметърът се превключва на волтметър, чрез който се проверява мрежовото захранващо напрежение. Проверката е индиректна, т. е. волтметърът измерва изправеното напрежение 50 V, при което стрелката му трябва да се установи на репера „200~“. При отклонение от посочения репер регулирането на захранваното напрежение се извършва с помощта на реостата „220~“ (50).
Бутонният превключвател 10 съдържа следните 6 бутона:
С бутона f1—f2“ се превкючва отоплителната жичка на измерваната лампа от захранващата намотка на трансформатора Тр към веригата, показваща здрава отоплителна жичка, при което светва глимлампата „К. С.“ (7).
С бутона „К—f“ се прекъсва катодната верига на измерваната лампа за проверка на изолацията катод-отоплителна жичка. Проверката се извършва чрез измерване на анодния ток. Указание за добра изолация е рязкото връщане на стрелката на милиамперметъра в нулево положение при натискане на бутона. В противен случай изолацията е влошена.
С бутона „вакуум“ се включва високоомното съпротивление 33 във веригата на първата решетка на лампата. Значителното изменение на анодния ток е указание на влошен вакуум.
Бутонът „изпр/дет“ се използва за проверка на диодни лампи. При токоизправителни лампи бутонът трябва да е в ненатиснато положение, а при детекторни лампи—в натиснато положение.
С бутона,—Eg1 50/10“ се изменят регулируемото с потенциометъра 52 решетъчно напрежение и обхватът на волтметъра от 50 на 10 V.
С бутона „индик.“ се включва високоомното съпротивление 11 в анодната верига при измерване на електроннолъчеви индикатори (магическо око).
Поле с букси. Буксите „Iа“ (15) са изводи от анодната верига, дадени накъсо с контакта Ra в превключващото поле. При поставяне на щифт в буксата „Ra“ контактът се отваря, което позволява да се включи външно в анодната верига подходящо товарно съпротивление. Това дава възможност измерването да се проведе при условия, близки до работните.
Буксите „If“ (68) са изводи от отоплителната верига, дадени накъсо с контакта Rf в превключващото поле. При поставяне на щифт в буксата „R“ контактът се отваря, което позволява да се включи външно реостат за плавно изменение на отоплителния ток, амперметър или допълнителен и3точник за отоплително напрежение.
Буксите „RK“ (66), както знаем, са изводи от катодната верига, дадени накъсо с контакта R в превключващото поле. Те дават възможност да се включи външно катодното съпротивление последователно с набраното от вътрешно вградените съпротивления 54 – 63 или външен милиамперметър за измерване на емисионния ток на проверяваната лампа.
Буксите 15, 17, 34, 66, 68 и 71 са изводи от веригите на електродите на проверяваната лампа, което позволява провеждане на допълнителен контрол или странично измерване на лампа.
Буксите 13, 37 и 36 са изводи съответно ва веригите на анода и решетката и —2 V. Използват се при лампи, на които електродите анод или решетка са изведени на качулка на балона.
Захранващата част на лампомера се състои от:
Мрежов трансформатор Тр. Посредством изводи във вторичната си страна той осигурява стъпално изменение на напреженията, захранващи анодната, екранната и отоплителната верига на измерваната лампа. В първичната страна на трансформатора е свързан реостатът „220~“ (50) за плавно регулиране на напрежението от мрежата.
Изправител. Той е предназначен за подаване на фиксирано отргцателно преднапрежение на управляващата решетка на измерваната лампа, но се използва и за индиректно измерване на мрежовото напрежение, захранващо първичната намотка на мрежовия трансформатор. Изправителят се състои от полупроводниковия диод Д7Ж (42), товарните съпротивления 40, 41, 48 и 49, филтровите кондензатори 46 и 47 и съпротивителните делители 43/44-52 и 38/39-35.
Схемата на лампомера ИЛ-1 можете да изтеглите в две части:
Български лампомер ИЛ-1 схемаБългарски лампомер ИЛ-1 схема
Ако ли пък поначало ви интересува да научите повече за този вид уреди и техния начин на работа, препоръчваме ви да прочетете друга наша статия тук ==>
Наскоро в своя публикация Ви запознахме с едно от най-популярните флопидискови устройства за български компютри Правец. За разлика от него, днешният ни герой е произвеждан не в Приборостроителния завод Кочо Цветаров в Пловдив, а в ЗЗУ Стара Загора след 1987 г. Представяме Ви ЕС 5040!
Това флопидисково устройство се монтира в едно 5,25-инчово гнездо в кутията на компютъра. Ето и техническите му характеристики:
капацитет на един диск 3,2 мегабита
работни повърхности 1
пътечки 77
напречна плътност на пътечките 1,89 пътечки/mm
плътност на записа на вътрешна пътечка 128 бита/mm
честота на въртене на диска 360 min-1 ± 2 %
метод на записа – двойна честота
скорост на предаване на данните 250.10-9 бита/s
време за достъп до съседна пътечка не повече от 10 ms
време за успокояване на главата не повече от 10 ms
Още един магнетофон Nivox в Сандъците – Sandacite!
Nivox български магнетофон
И друг път в нашия сайт сме Ви разказвали за българските професионални магнетофони Nivox. Този път във вниманието ни е модел 4М, произвеждан от НПО Култура в началото на 1970-те години.
Ето и неговите технически характеристики:
Магнетофонът е напълно транзисторизиран. Снабден е с отделни усилватели за запис и възпроизвеждане, с четиримоторен лентодвигателен механизъм, два тонмотора — електрическо превключване на две скорости — 9,53 cm/s и 19,05 cm s (по желание на клиента 19,05—38,1 cm/s).
Специална система осигурява постоянен опън на лентата (пр включваем за различни дебелини).
Стерео или моно на 1/2 или ¼ писта, три глави.
Широчина на лентата – 1/4
Максимален диаметър на ролките 265 mm
Захранване 220 V 250 W, 50 Hz
Размери 510 х 395 х 190 mm
Маса 23 kg
Eто и другия представен от нас модел, за който стана дума:
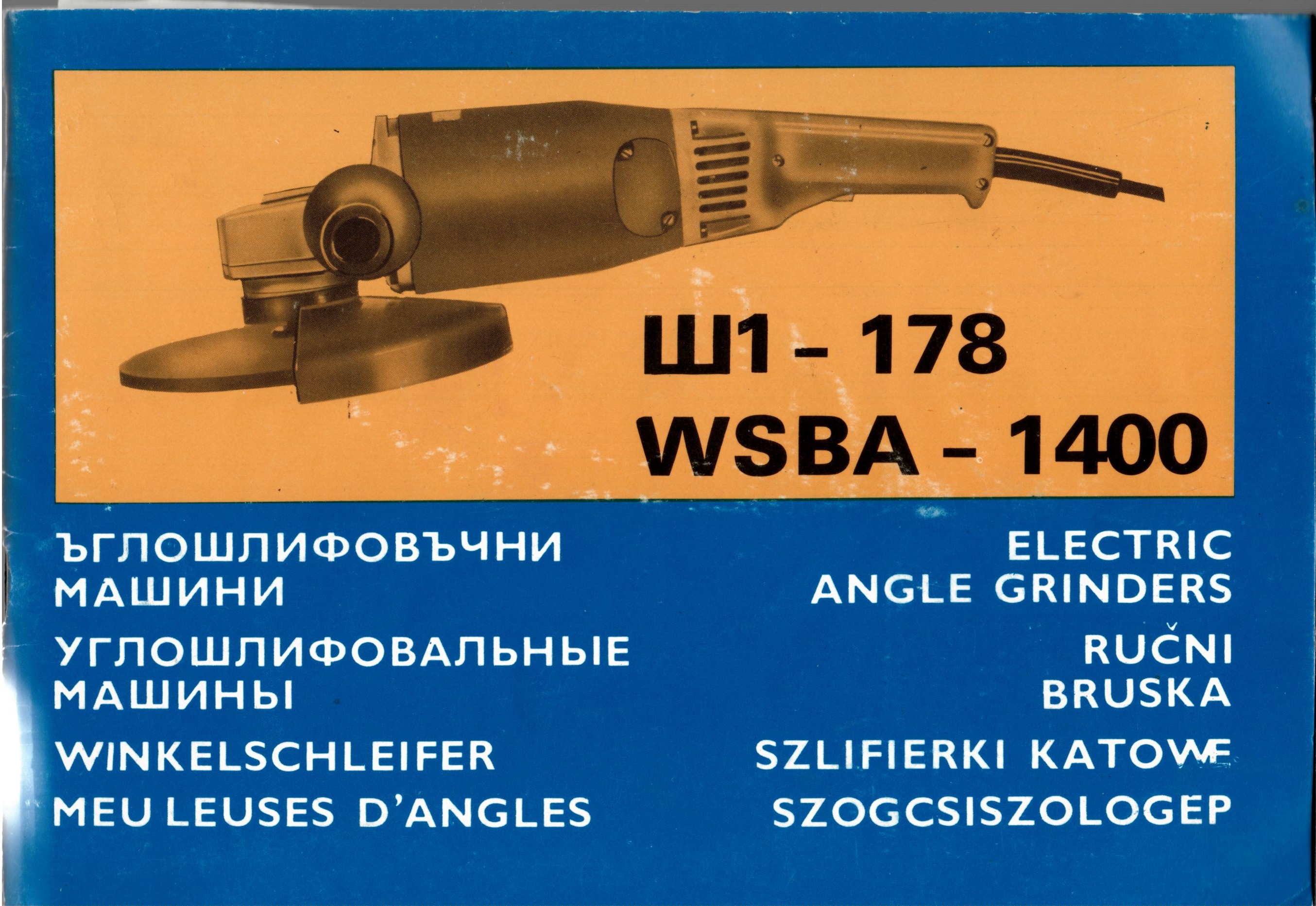
Намерихме тука малко за един стар български ъглошлайф в Сандъците – Sandacite.
Стар български ъглошлайф
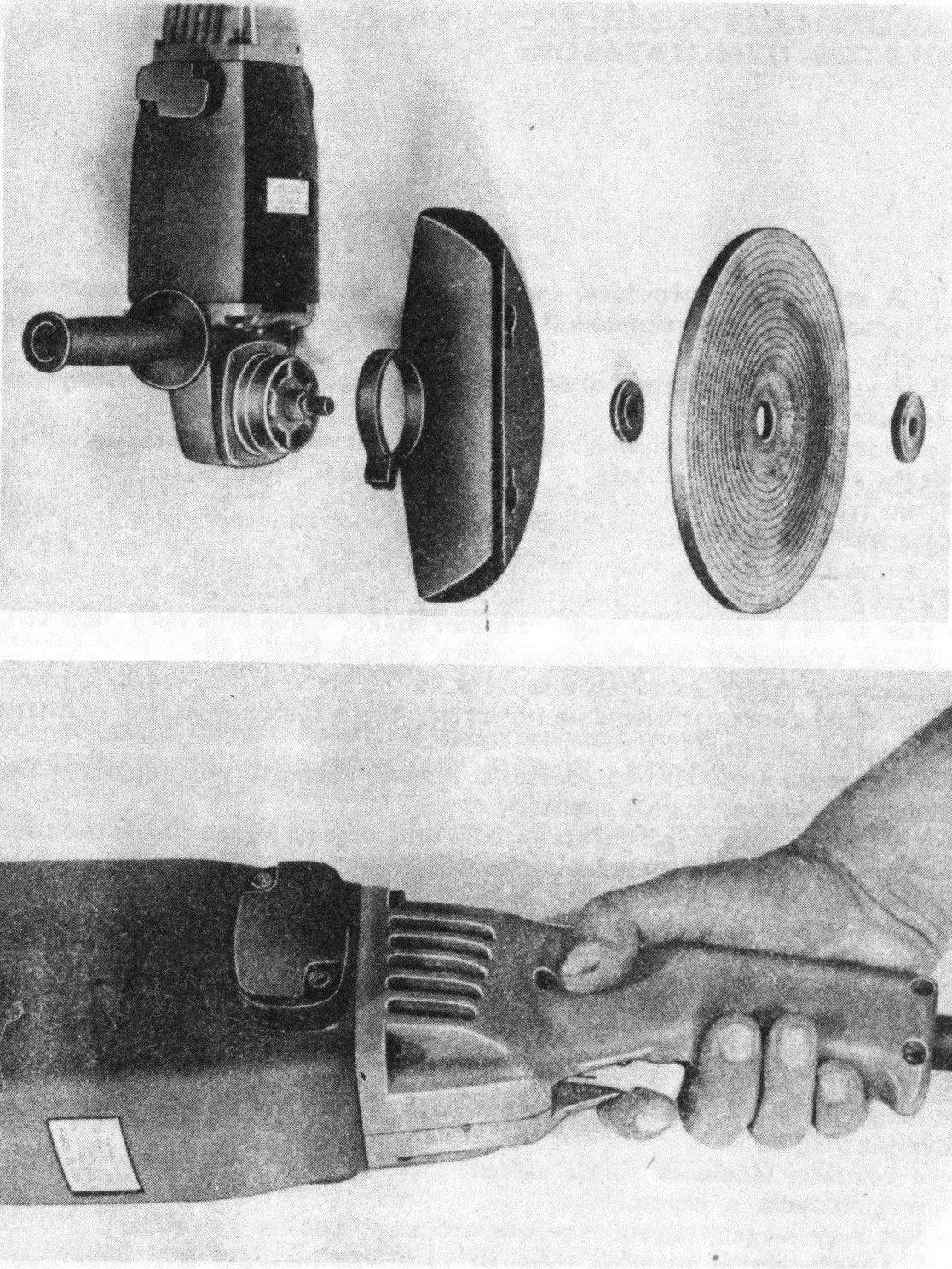
Ръчните електрически ъглошлифовъчни машини тип WSBA-1400 и Ш1- 178 са предназначени за почистване на заваръчни шевове и отливки, за шлифоване и рязане на метални плоскости и други материали. Произвеждани са в Елпром Ловеч.
Машините са предназначени за работа при нормални условия на околната среда. Не се допуска използуването им:
— във взривоопасна среда;
— в химически активна среда;
— при температура на околния въздух над 313° К (40° С);
— в особено влажна среда или при наличието на валежи.
1. ОБЩИ УКАЗАНИЯ
Ъглошлифовъчните машини работят с абразивни дискове, допускащи периферна скорост 80 m/s. Изискват променливо еднофазно напрежение.
По отношение на защитата от поражение от електрически ток машините са от клас II, съгласно БДС 8592-77 (СЕЕ 20), т. е. частите им под напрежение притежават двойна изолация (работна и защитна) и нямат приспособление за зануляване и заземяване.
Стар български ъглошлайф
2. УКАЗАНИЯ ЗА ИЗИСКВАНИЯ ПО ТЕХНИКА НА БЕЗОПАСНОСТТА
2. 1. С ъглошлифовъчните машини могат да работят лица, запознати с методите за безопасна работа с ръчните електрически инструменти.
2. 2. При експлоатация на ъглошлифовъчните машини спазвайте следните – изисквания:
— не работете при резки изменения на температурата, предизвикващи кон¬дензация на водни пари по повърхността на изолацията на машината;
— не пробивайте отвори по машината, тъй като това може да доведе до повреда на защитната изолация;
– не работете без предпазители на диска;
— не пускайте ъглошлифовъчната машина под товар;
— не заменяйте диска при включена към мрежата машина.
2. 3. Преди започване на работа проверете:
— затягането на винтовете, закрепването на предпазителя и диска;
— диаметърът на диска да не е по-голям от указания върху табелката;
— изправността на редуктора чрез завъртане на шпиндела с ръка (при из¬ключен електродвигател);
— допустимата периферна скорост на диска да не е по-малка от 80 m/s;
— изправността на захранващия шнур с щепсел.
Той трябва да бъде здрав, без снаждания или наранявания дори на външната обвивка. Не допускайте допиране на шнура до горещи предмети, влажни и маслени повърхности, до остри ръбове.
2. 4. Преустановете работата с машината при възникване на някоя от следните повреди:
— искрене на четките, съпроводено с поява на кръгов огън по колектора;
— изтичане на смазка от вентилационните отвори;
— повреда на щепсела, захранващия шнур или предпазителя на шнура;
— счупване капачката на четкодържателя;
— повреда на прекъсвача;
— поява на дим или миризма, характерна за изгоряла изолация.
2. 5. При работа поставяйте предпазни очила.
Ето и кога е произведена машината, която ви представяме:
Стар български ъглошлайф
3. ПОДГОТОВКА И ПОСЛЕДОВАТЕЛНОСТ НА РАБОТА
3. 1. Снемете консервиращата смазка от шпиндела и детайлите за закрепване на диска.
3. 2. Поставяне на абразивния диск (фиг. 1).
Монтирайте предпазителя и абразивния диск съгласно фиг. 1. Затегнете гайката със специалния ключ. Придържайте шпиндела на машината с гаечен ключ 17.
За дискове с дебелина под 8 mm затягащата гайка трябва да се обърне спрямо
положението, указано на фиг. 1.
3. 3. Включване и изключване (фиг. 2).
Натиснете лоста на прекъсвача в положение 1 — машината се върти. Натиснете лоста на прекъсвача в положение 0 — машината спира.
Стар български ъглошлайф
4. 1. Подмяна на шнур с щепсел (фиг. 3).
Отвийте винтовете и свалете капака на полуръкохватката
Отвийте винтовете. Свалете скобата на шнура
Отвийте винтовете, свързващи проводниците на шнура с прекъсвача. Извадете шнура от предпазителя
Монтирайте новия шнур с щепсел в обратния ред (той трябва да съответства по качество на оригиналния).
4. 2. Подмяна на четките (фиг. 4).
Отвийте винтовете, притягащи капачката на четкодържателя
Отстранете износените четки. Поставете новите четки в четкодържателите (само предписаните от завода-производител). Четките трябва да се движат свободно в четкодържателите.
4. 3. Поддържане на машината.
За да използувате машината продължително време в максимален ефект, трябва да полагате за нея съответните грижи.
Почиствайте двигателя и подменяйте греста в редукторната кутия след продължителна експлоатация. Количеството грес е 25 g.
Предавайте машината за преглед или ремонт в специализираните сервизи. Не се допуска ремонт на намотката на котвата и колектора (с изключение на престъргването му), поради опасност от повреда на двойната изолация. При поддържане на машината използувайте следните марки четки и греси:
Четки: 8x16x25 — ОН 09 68443-77 — НРБ ВЗ на фирмата „Heid и. Со.“ — ГФР
Греси: СХ4 (375 А на фирмата „Kluber“ — ГФР FOR 375 BR ,,ФАМ“ — Югославия
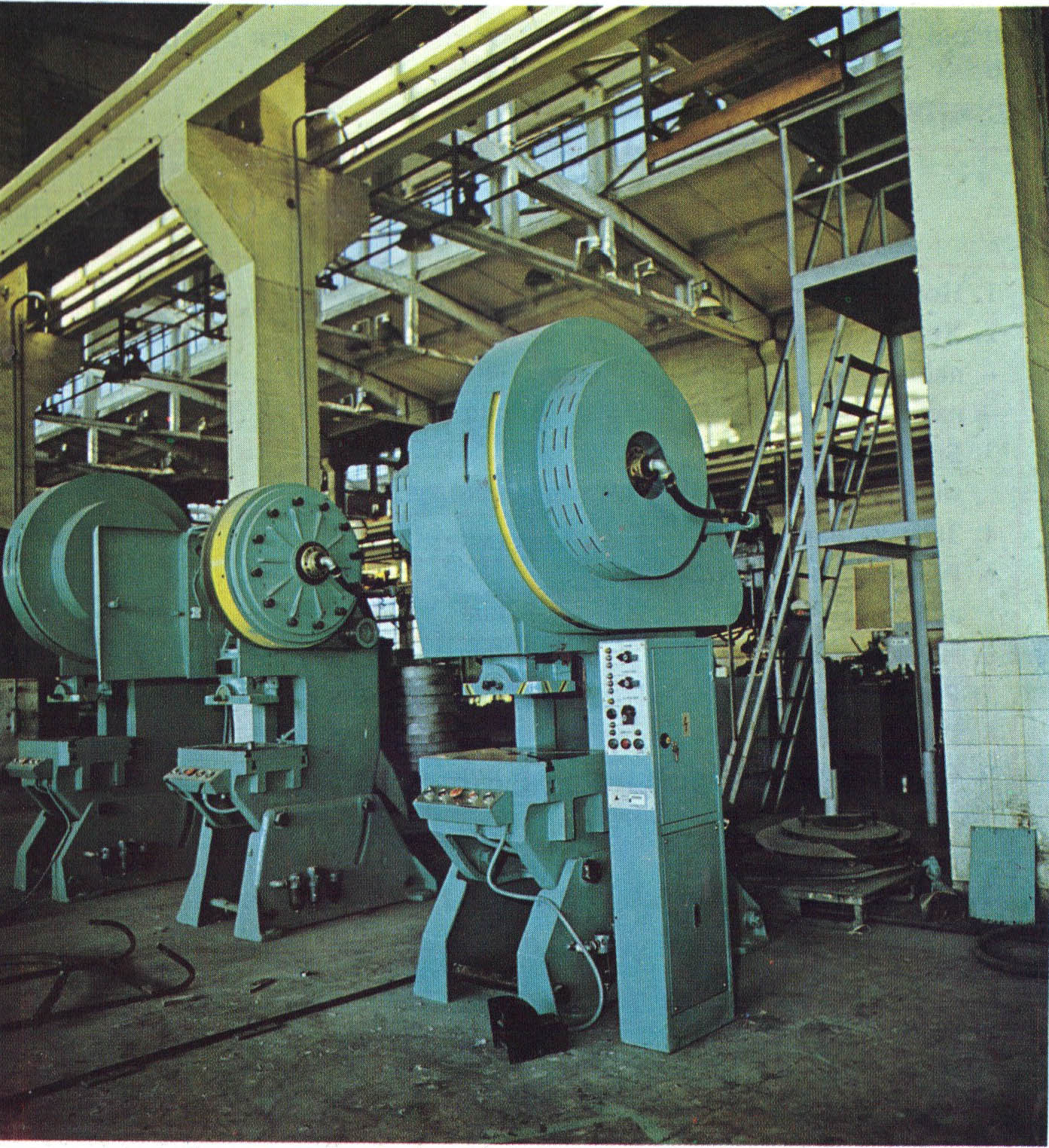
Българските ексцентрикови преси в Сандъците – Sandacite!
Български ексцентрикови преси
Тези ексцентрикови преси са произвеждани през втората половина на 70-те и 80-те г. в Научнопроизводствения комбинат Вапцаров в Плевен.
Ексцентриковите преси намират голямо приложение във всички области на промишлеността. Възможността за регулиране на хода, както и всички останали технически параметри ги правят универсални и удобни при експлоатация.
Пресите се използват преди всичко за различни студено-пресови операции: рязане, изсичане, пробиване, калиброване, недълбоко изтегляне, огъване.
Командите се подават ръчно — с една или с две ръце или чрез натискане на педала с крак.
Ексцентриковият вал за всички преси е оформен като се имат пред вид възможностите за включване на допълнително устройство за синхронизиране на машината с други устройства.
Пресите имат следните режими на работа: единични удари, автоматични удари и настройка.
В супорта е предвидено устройство, което предпазва механизма на пресата от претоварване, като при нужда за кратко време може да се замени. Това е свързано с минимални престои.
Съединителят се включва с помощта на сгъстен въздух от промишлената магистрала под налягане от 4 до 6 Ра.
Тялото на пресите е направено от висококачествен материал и конструкцията му осигурява голяма стабилност при работа. За ексцентър преси с усилие 250 кН и 400 кН е наклоняемо, а за ексцентър преси с усилие 630 кН, 100 кН и 1600 кН — ненаклоняемо.
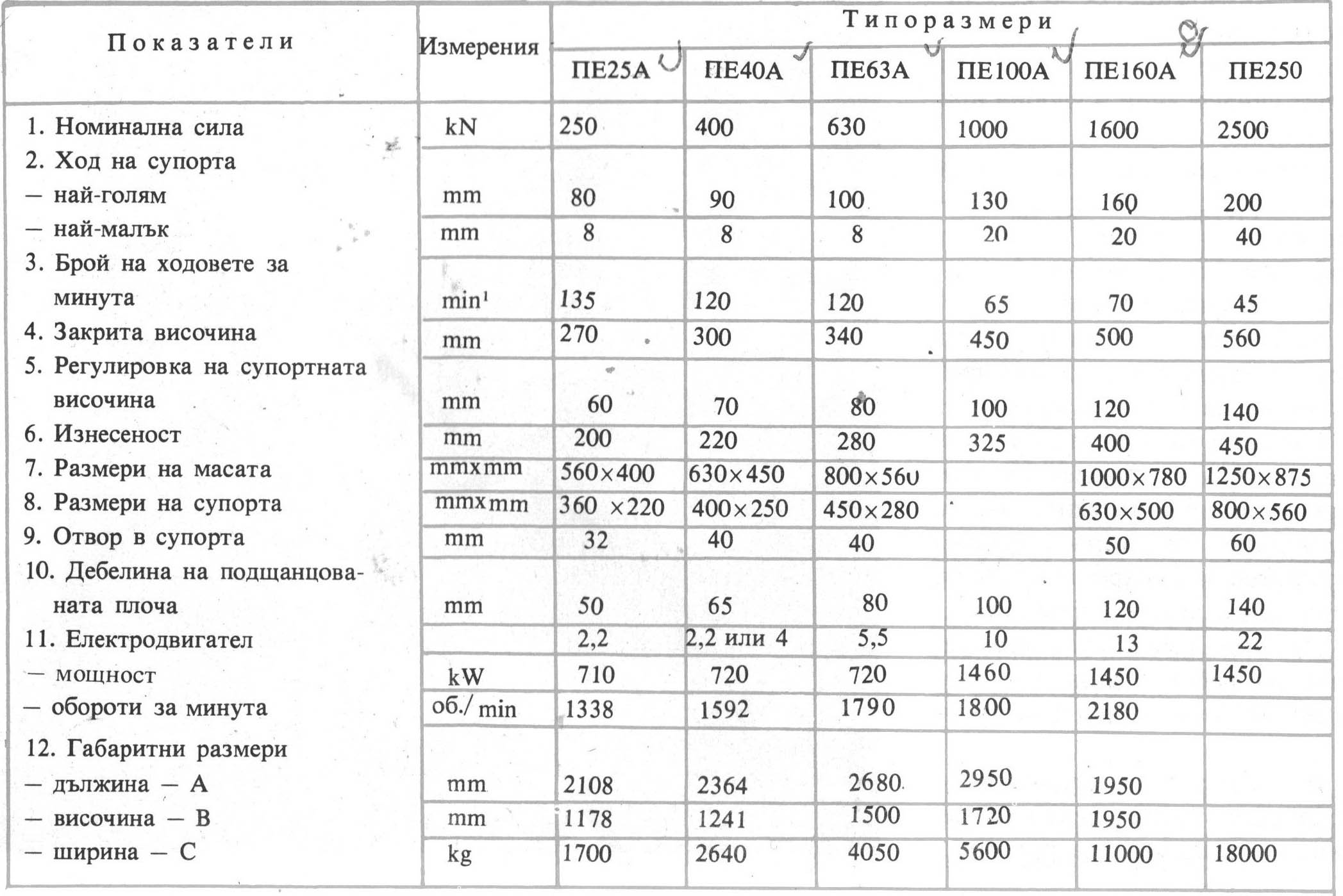
Ето и техническите характеристики на ексцентриковите преси:
Български ексцентрикови преси
По желание на клиента пресите могат да бъдат направени в тропическо изпълнение – с изпълнение на някои елемети като за страни с тропически климат. Това е често срещана разновидност в българската техническа промишленост преди 1990 г., защото тогава България развива много търговски връзки със страни от Южна Америка.
Вижте древен български струг в Сандъците – Sandacite!
Български струг С8М
Намерихме тука едни докИменти на ДСО Заводи за металорежещи машини и един по един ще ги споделим с Вас. Колоната се води от този струг. Датират от 80-те години.
Универсалният струг С8М е предназначен за изпълнение на разнообразни стругарски операции при обработка на детайли между центри, в патронник, в планшайба или в специални приспособления.
На този модернизиран универсален струг могат да се обработват цилиндрични, конични и фасонни повърхности и да се нарязват милиметрови, цолови, модулни и диаметралпитчови резби. Конструктивното решение осигурява голяма прецизност на обработка!а и висока производителност при експлоатацията на машината.
По желание на клиента машината е можела да се окомплектува с богата гама от принадлежности.
Координатните маси могат да бъдат използувани във всяка машина, уред или нестандартно съоръжение, където са необходими точни премествания по оси X, У и интерполация между тях, по предварително из-готвена програма. Управлението на координатните маси се осъществява от ЦПУ или директно от компютър. Координатните масимогат да бъдат изработени по конкретна за вашето приложение поръчка в рамките на следните технически параметри:
—точност на позициониране, мм
—преместване по ос X, мм
—преместване по ос У, мм *
—програмируемо преместване, мм
—операционна скорост, м/мин.
—скорост на позициониране, м/мии.
– от + 0,005 до + 0,50
– от 200 до 1000
– от 400 до 1000
– от 0,001 до 0,01
– от 16 до 0,1 *
– 16 и 8
захващане на обработвания обект върху координатната маса — с пневматични захвати или с конкретно решена базиращо-захващаща система.
размери:
дължина, мм
широчина, мм
височина, мм
– от 1000 до 2700
– от 750 до 2700
– от 250 до 900
Заводът е предлагал шефмонтаж, гаранционен (18 месеца) и извънгаранционен сервиз, обучение на
кадри и резервни части.
Още нещичко от Сандъците– Sandacite и завода Иглика:
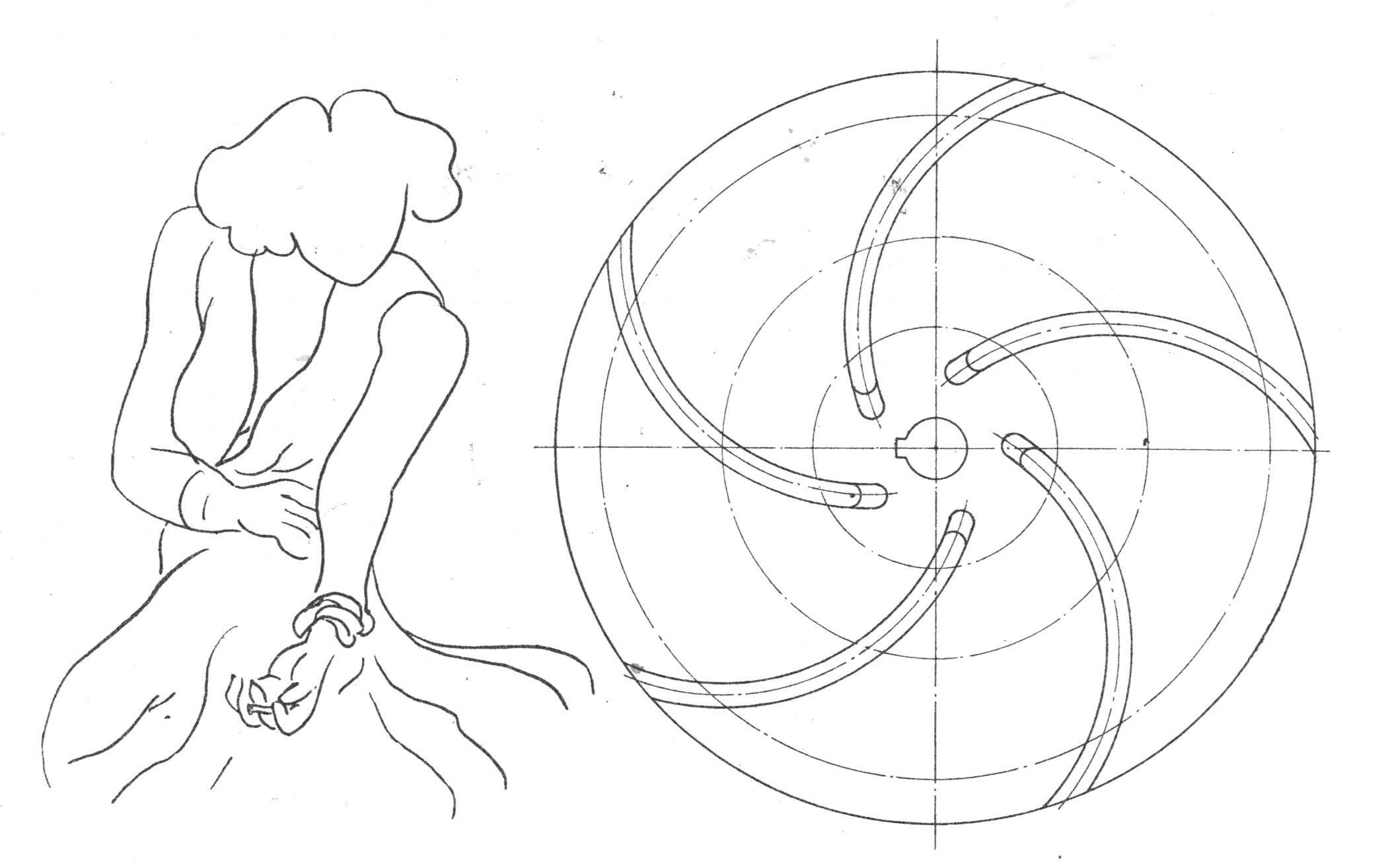
В Сандъците – Sandacite Ви припомняме роботизирания комплекс РТК 010!
Роботизиран комплекс РТК 010
Този промишлен робот е производство на Научно-производствения комплекс по роботика Берое в Стара Загора.
Предназначение:
Роботизираният технологичен комплекс РТК 010 е предназначен за автоматично захранване и разтоварване на струг 16А20ФЗ при обработка на детайли тип „вал“ и „фланец“.
Промишленият робот се състои от портал със специална опора върху струга, количка носеща модула за вертикално цвиг.ение с ход 500мм и хващач за валове и йланци с локално въртене на 90° около ос У.
Специален верижен магазин – поз. 2
Магазинът е разположен непосредствено над стружкотранспортьора на струга, вписвайки се в габаритите на струга. По този начин се осигурява компактност на комплекса като цяло. Приспособленията, носещи заготовки и детайли се водят от пластмасова верига задвижване електромеханично’. Роботът обслужва две позиции на магазина.
В зависимост от вида и диаметрите на детайлите капацитетът на магазина е различен.
Управляващо устройство на промишления робот – поз. 3
Стругов патронно-центрови полуавтамат с ЦПУ модел 16А20 ФЗ – по 3.4.
Техническа характеристика на РTК 010:
Максимално тегло на манипулираните детайла – 10 кг
Максимален диаметър на манипулираните детайли – 200 мм
Максимална дължина на детайлите – 300 мм
Максимална скорост:
на движението по траверса – 1500 мм/сек
на вертикалното въртене – 1000 мм/сек
на локалното въртене – 60 deg/s
Количество позиции на верижния магазин (при диаметър на манипулираните детайли ф 100) – 90 бр.
3.6. Размери на комплекса
– дължина
тт
5200
– широчина
тт
3000
– височина
щт
2800
За изделия на НПК Берое сме писали и друг път в Сандъците – Sandacite:
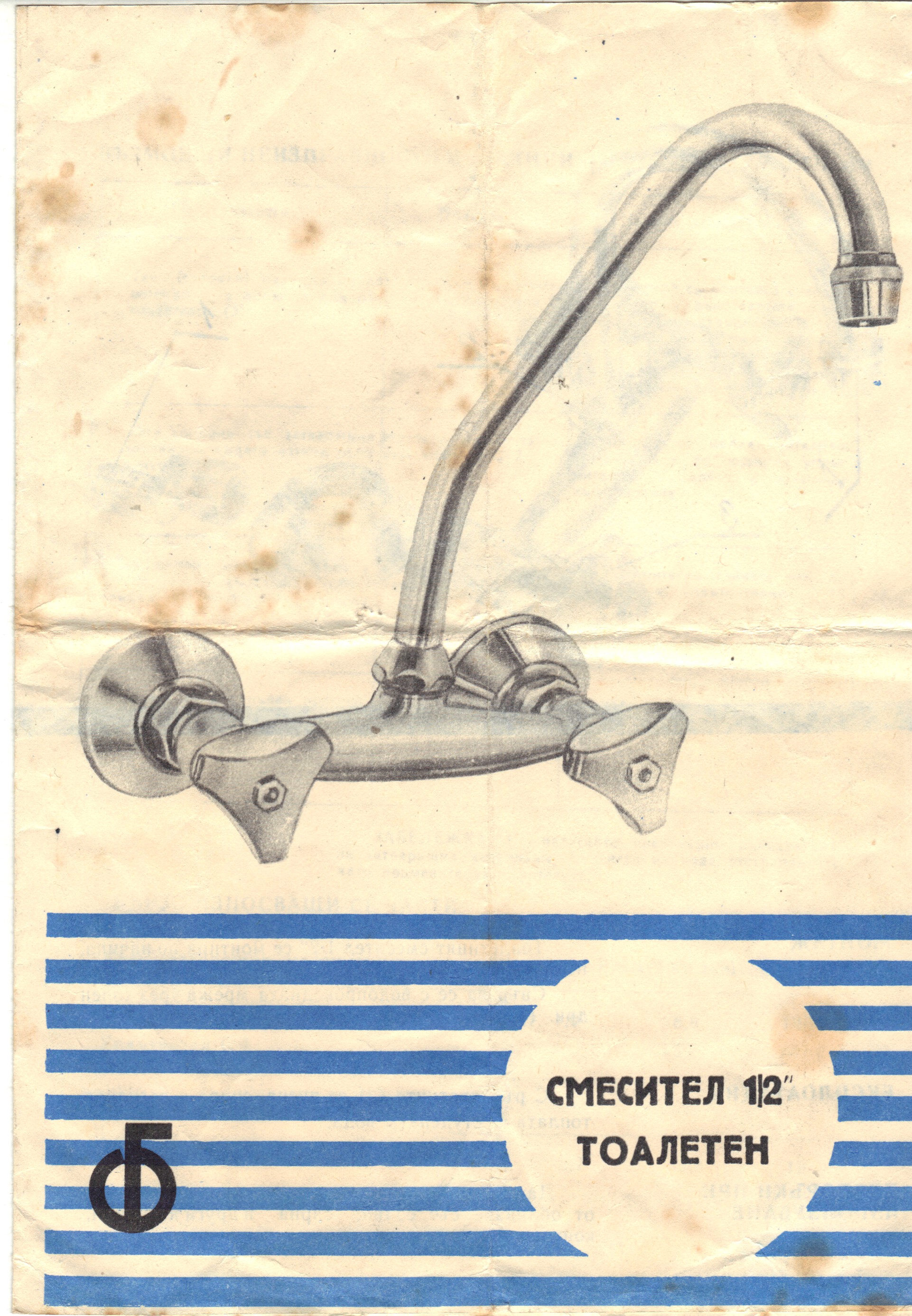
В Сандъците пием вода от ето този смесител за мивка :)
Смесител за мивка
Сериозно, макар този да е на картинка, в апартамента на админа има същия :)
Този модел смесител за мивка е разпространен в почти всички апартаменти, правени през 70-те и 80-те години. Произвеждан е в Арматурен завод Стоян Бъчваров Севлиево.
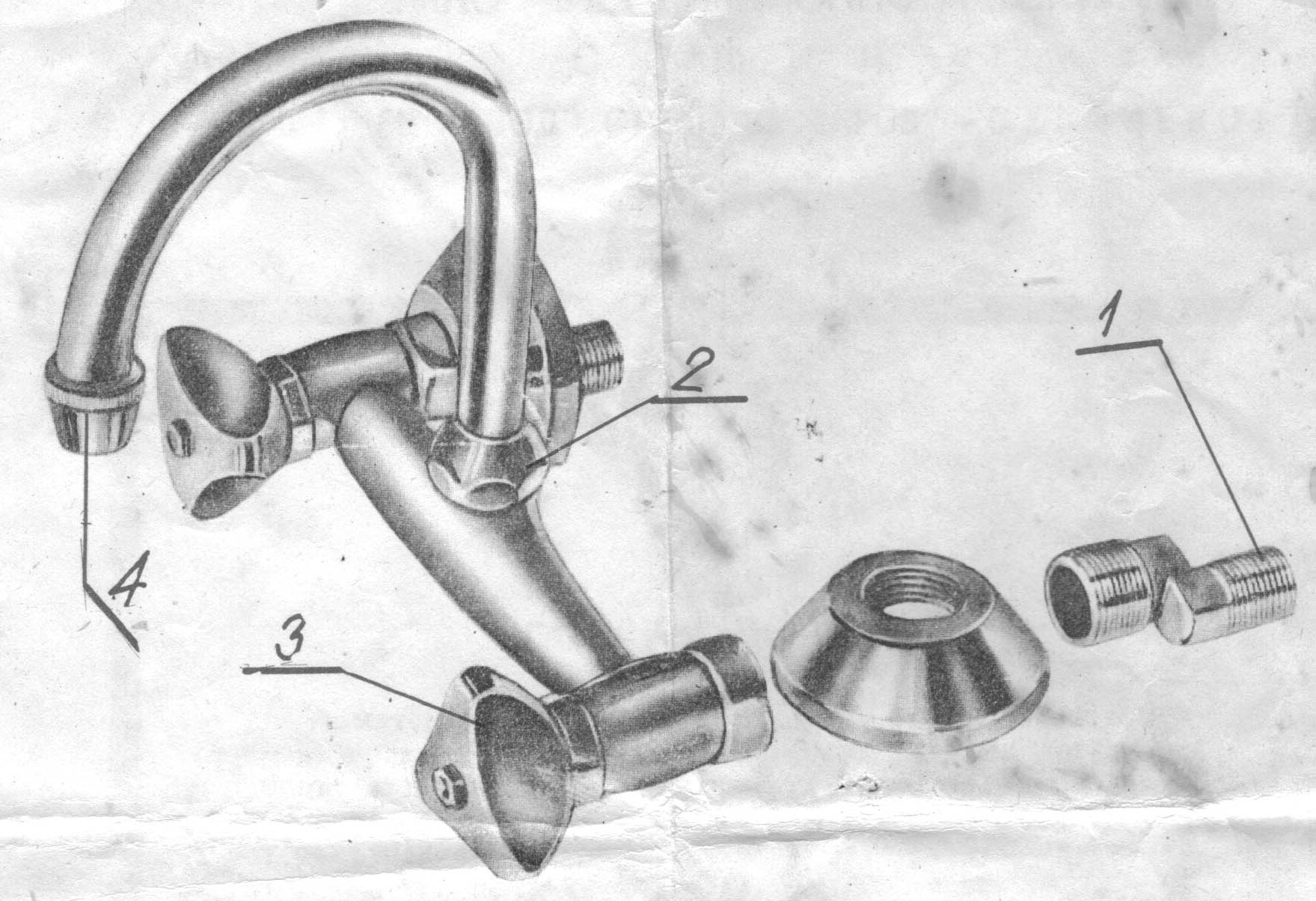
МОНТАЖ: Тоалетният смесител 1/2“ се монтира по начина, показан на долната фигура. Свързва се с водопроводната мрежа чрез холендри. (1) С ръкохватките (3) се пуска, спира и регулира топлата и студената вода.
Смесител за мивка
ПРЕПОРЪКИ ПРИ ИЗПОЛЗВАНЕ: Да се пази: от удар особено от твърди предмети; от обливане със солна, сярна и други киселини, които повреждат галваничното покритие.
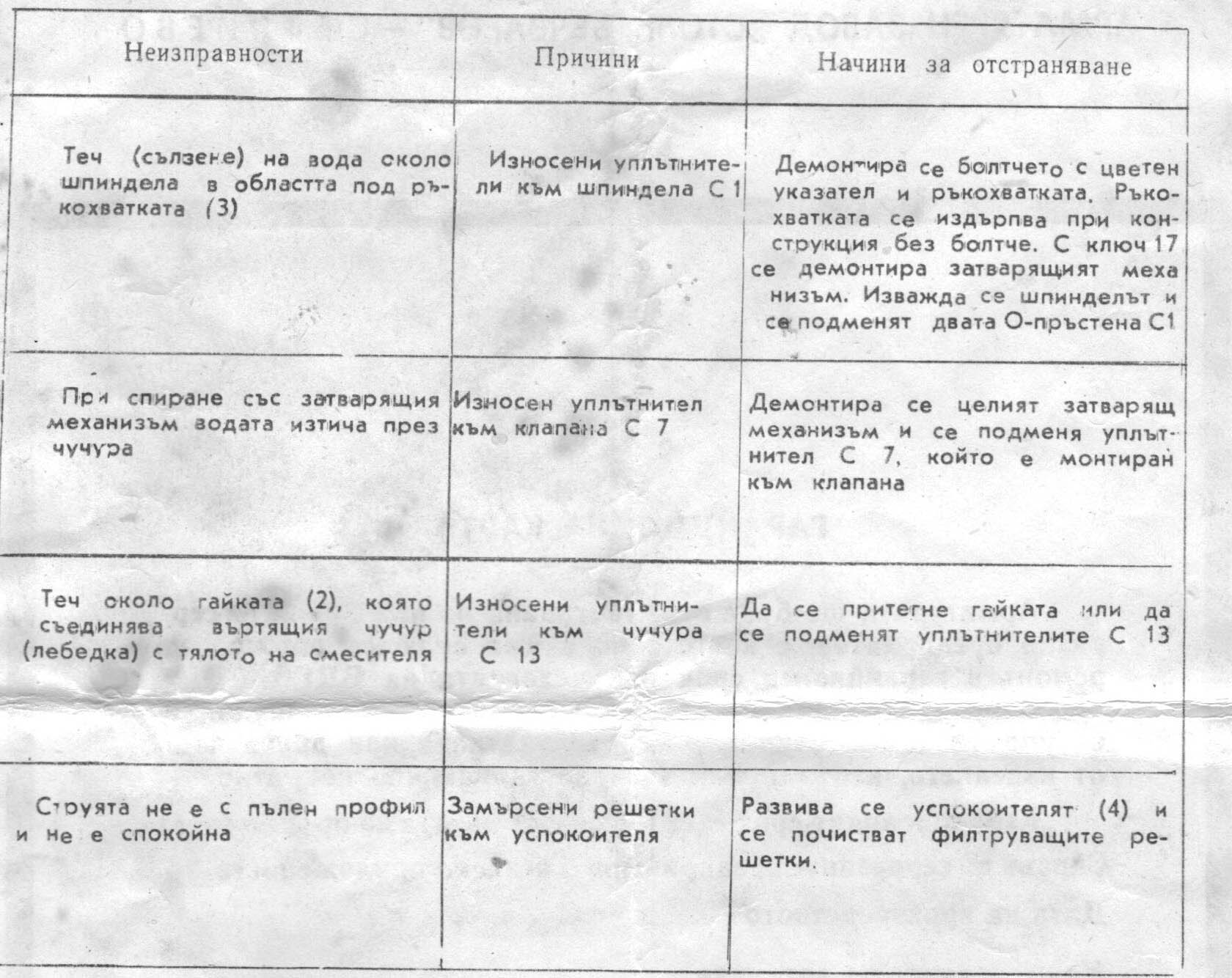
Възможни НЕИЗПРАВНОСТИ и как се отстраняват:
Смесител за мивка
ЗАБЕЛЕЖКА, Не натягайте прекомерно ръкохватките на затварящия механизъм. Капенето на вода отстранявайте, като подмените уплътнителите.
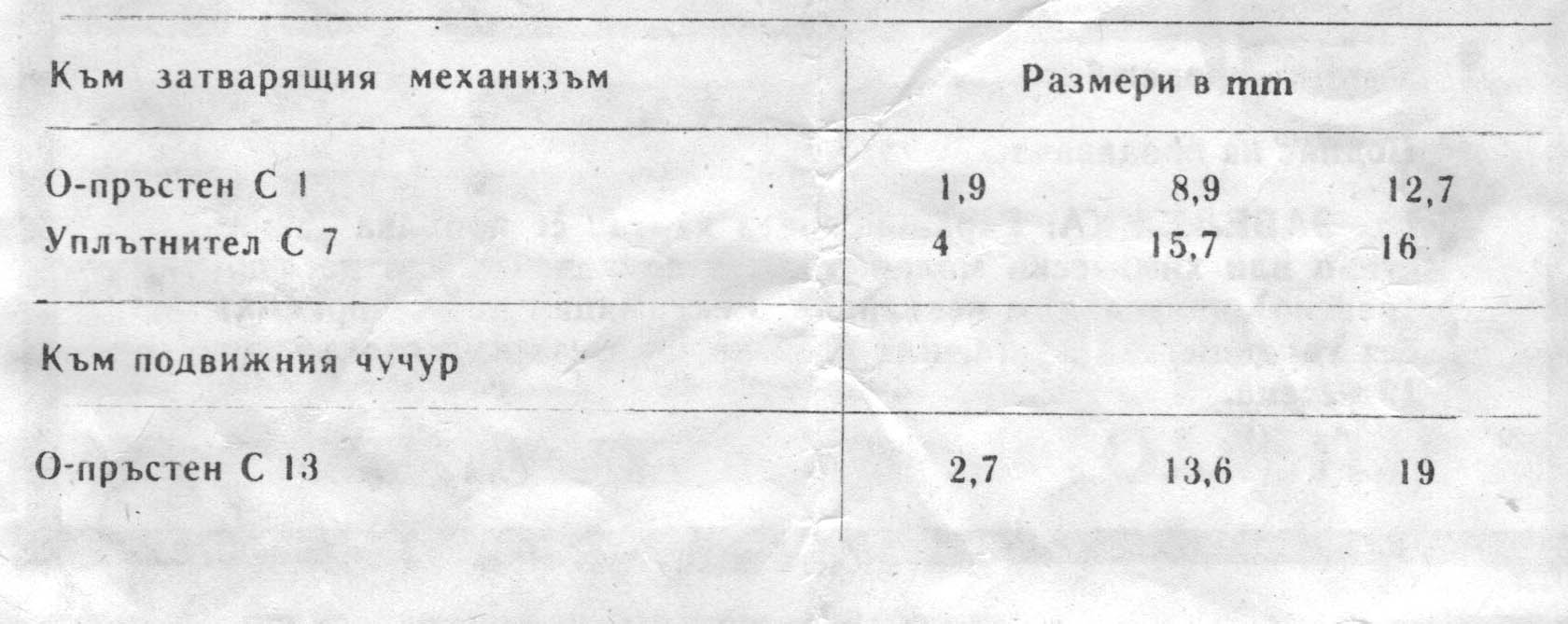
Ето и бързо износващите се части на смесителя:
Смесител за мивка
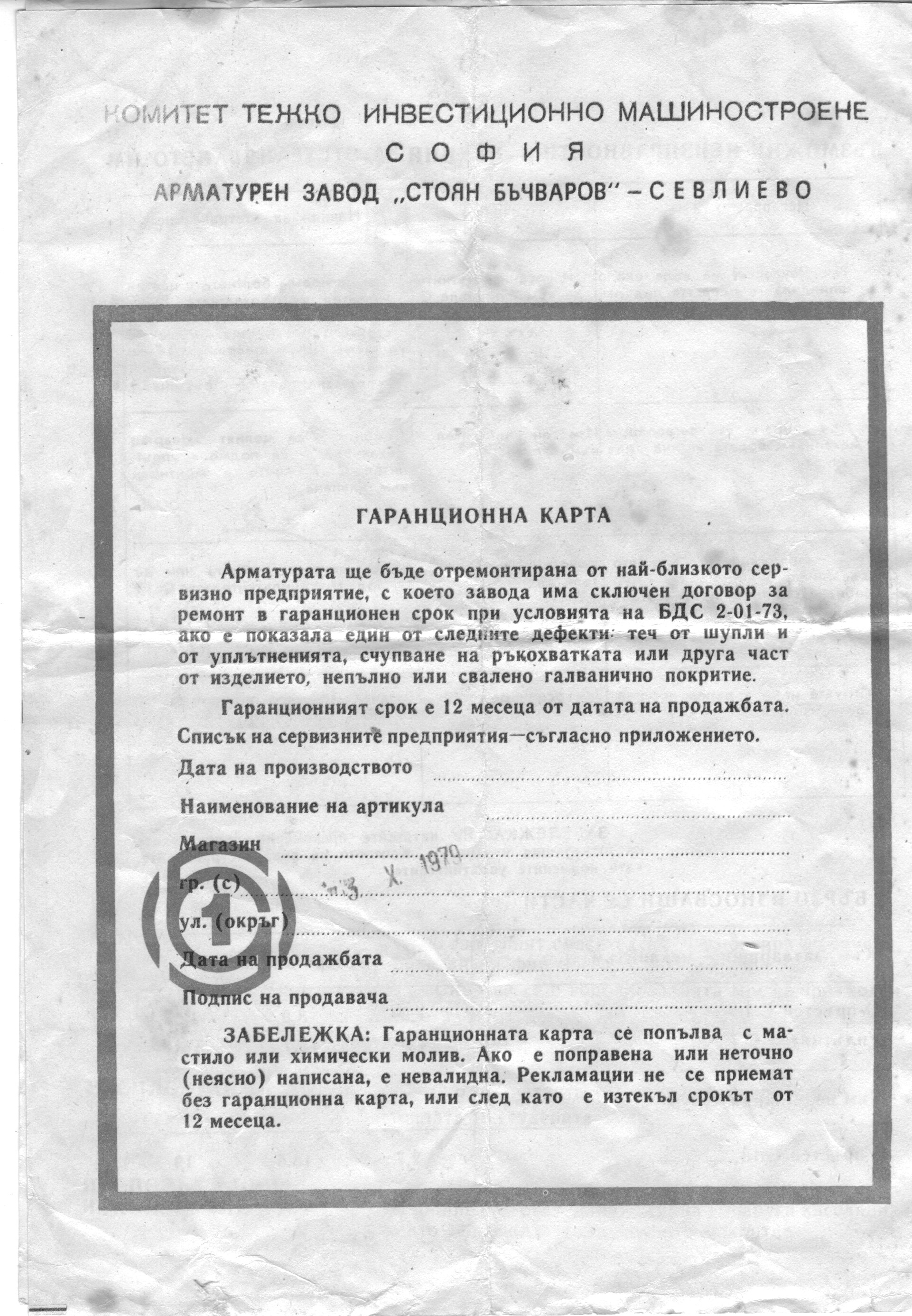
Този датира от 1979 година, ето и пълната му гаранционна карта: