Един български координаторограф в Сандъците – Sandacite!
Balgarski koordinatorograf
Този геодезичен инстремент е предназначен за нанасяне на ортогонални снимки и за отчитане правоъгълни координати на точки от планове и карти. Снабден е с устройство за отбождане на точките, с центровъчна лупа, центровъчна линийка и допълнителна лупа.
Ето и неговите технически характеристики:
Работна площ 310/160 mm за три различни мащаба
основен(абсцисен) линеал с три скали
скала М 1 500 с обхват
155 mm
скала М 1 1 000 с обхват
310 mm
скала М 1 250 с обхват
78 mm
напречен (ординатен) линеал подвижен с три скали
скала М 1 500 с обхват
+ 40 mm
скала М 1 1000 с обхват
± 80 mm
скала М 1250 с обхват
± 20 mm
Нониуси за отчитане по основния и напречния линеал:
нониус 1 500 с точност на отчитане
0,05 mm
нониус 1 1000 с точност на отчитане
0,10 mm
нониус 1 250 с точност на отчитане
0.025 mm
Маса на координатографа
1,4 kg
Маса на координатографас кутията
3,2 kg
Размери на кутията
440/260/70 mm
Производство на Научно-производственото предприятие за геодезически прибори в София.
Вижте българския джобен наклономер на Сандъците – Sandacite!
Dzhoben naklonomer
Джобният наклономер е геодезически уред за бързо измерване на наклони в проценти, градуси, гради, както и на дължини.
Производство от 80-те г. на Научно-производственото предприятие за геодезически прибори в София.
Негови важни предимства са малките размери и тегло. Намира приложение в лесотехниката, строителството, геологията, геодезията и др. Уредът се съхранява в кожен калъф. Може да се комплектува с конзол за окачване.
А ето и техническите характеристики на джобния наклономер:
Данните за пералнята Диана 02 са в Сандъците – Sandacite.
Balgarska peralnya Diana 02
Тази малка пералня е производство от края на 70-те години и е дело на Завод Тодор Илиев Провадия. Означавана е като ,,пералняел. пластмасова Диана 02. Разпространени са два варианта, описани като мод. 79013, мод. 79019 А.
ПРЕДНАЗНАЧЕНИЕ
Пластмасовата електрическа пералня Диана 02е предназначена за домакински цели, за изпиране на дрехи, бельо и други, както и за по следващото им изплакване. Тя е особено пригодна за нуждите на малки домакинства и зa пране на бебешки дрехи и бельо.
ОСНОВНИ И ТЕХНИЧЕСКИ ДАННИ
Номинално напрежение
220 V
Номинална мощност
160 VV
Времетраене на 1 цикъл
5 мин.
Номинална вместимост сухо пране
до 1 кг.
Номинална вместимост перилен разтвор
Габаритни размери
25 литра
височина
550 мм
ширина
420 мм
дълбочина
475 мм
Маса
5.9 кг
Условия за работа: пералнята е предназначена да работи при нормални климатични услеовия съгласно БДС 4971 -71 и надморска височина до 1000 метра.
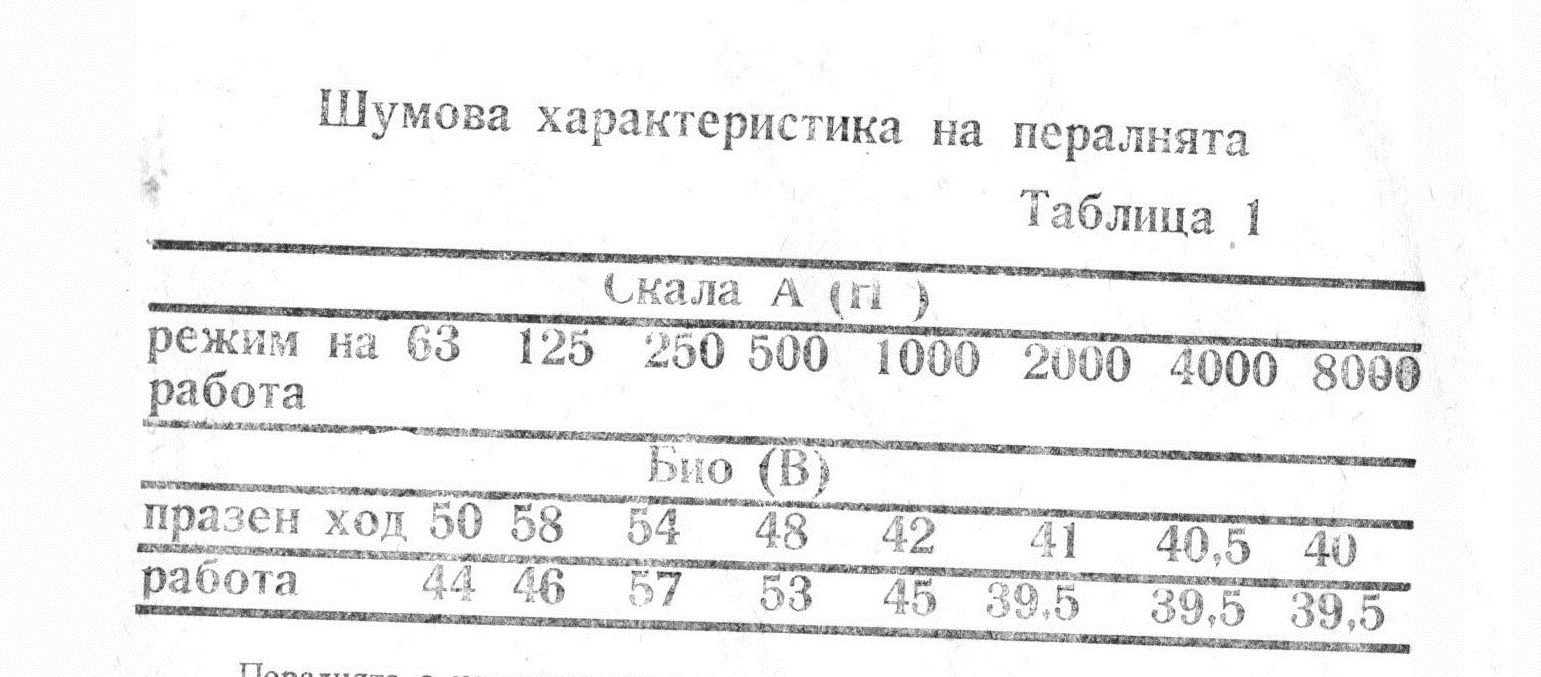
ШУМОВИ ХАРАКТЕРИСТИКИ
Пералня Диана 02 Peralnya Diana 02
Както се вижда от горната таблица, пералнята Диана 02е източник на шум в допустими граници съобразени с нормите за запазване на природната среда.
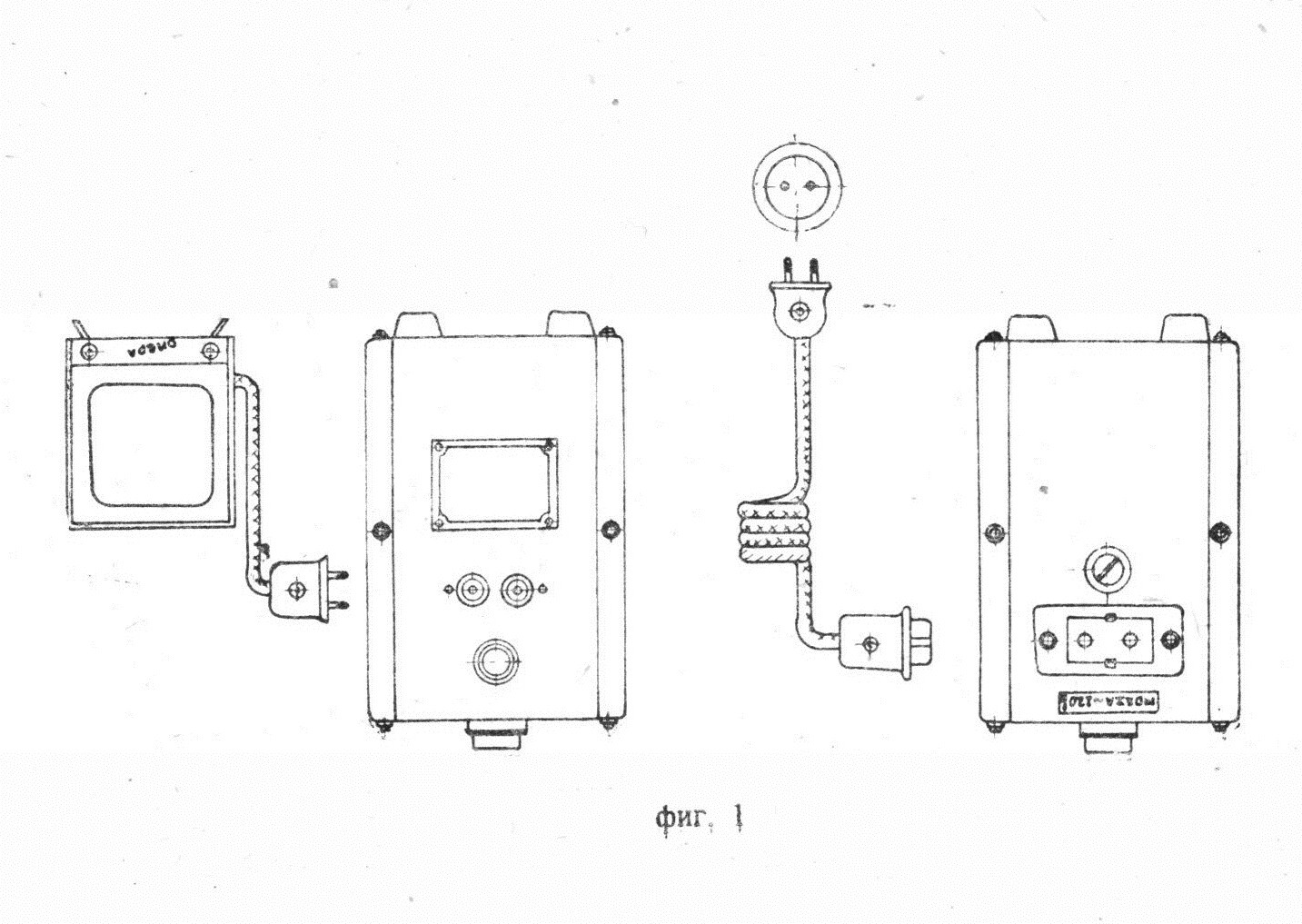
УСТРОЙСТВО И РАБОТА на пералнята Диана 02
Пералната машина може да се използва въз всички перилни помещения, бани и поставена, върху мивка на съответно равна работна повърхност. Уредът се състои от следните основни части (фиг. 1):
Блок-двигател
Капак с надпис
Казан перилен
Маркуч горен
Маркуч долен
Пералня Диана 02 Peralnya Diana 02
Главен функционален възел е блок-двигателят, състоящ се от следните основни части (долната фигура):
Ключ ЦК-4
Капак преден
Тяло предно
Перка
Пералня Диана 02 Peralnya Diana 02
Уредът е предназначен да работи под наблюдение, затова по време на работа не го оставяйте без контрол. За осигуряване нормална дълготрайност на уреда се да се препоръчва след 200 часа работа да се подменя уплътнителният каучуков пръстен (семерингът) с размери 8 x 19 x 7— 1 БДС 9954-78, намиращ под перката.
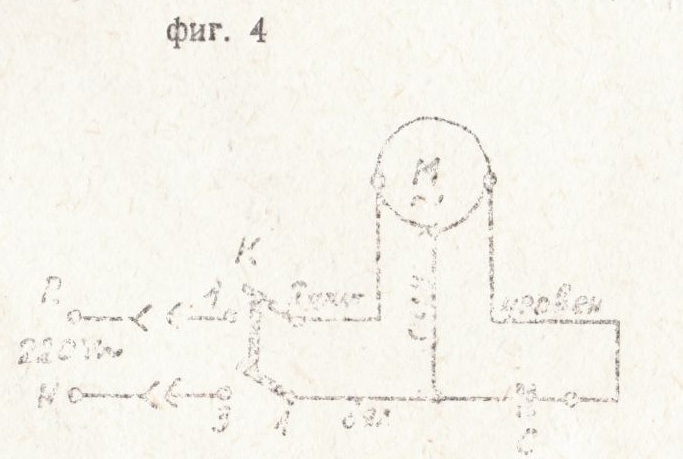
Принципната електрическа схема на пералнята е показана на тази фигура:
Пералня Диана 02 Peralnya Diana 02
С—кондензатор
К—двуполюсен ключ ЦК—4
Указания и изисквания по ТЕХНИЧЕСКА БЕЗОПАСНОСТ
Заводът-производител гарантира безопасна работа на уреда при спазване на следните правила:
При изваждане на блок-двигателя от казана, както и при ремонт на уреда щепселът обезателно трябва да се извади от контакта.
Забранява се включването на блок-двигателя без вода.
При пълнене на казана с вода горната част на блок – двигателя трябва да се предпазва от заливане.
При повреда на щепсела или . изолацията на захранващия шнур, те трябва да бъдат заменени от правоспособен електротехник.
Не се допуска удължаване на захранващия шнур.
Ремонтът на уреда задължително трябва да се извършва от пра воспособен техник от упълномощените за това сервизни бази.
Не се допуска използването на неизправен уред.
А ето и гаранционната карта на нашата Диана 02– закупена преди 30 години! :)
Пералня Диана 02 Peralnya Diana 02
Дали ще Ви бъде интересно да прочетете и друга наша статия? :)
Вижте пернишкия стабилизатор СНТ 200-1 на Сандъците – Sandacite!
Stabilizator SNT 200-1
Този уред се произвежда от началото на 1960-те години в Завод за токоизправители Перник.
ПРЕДНАЗНАЧЕНИЕ
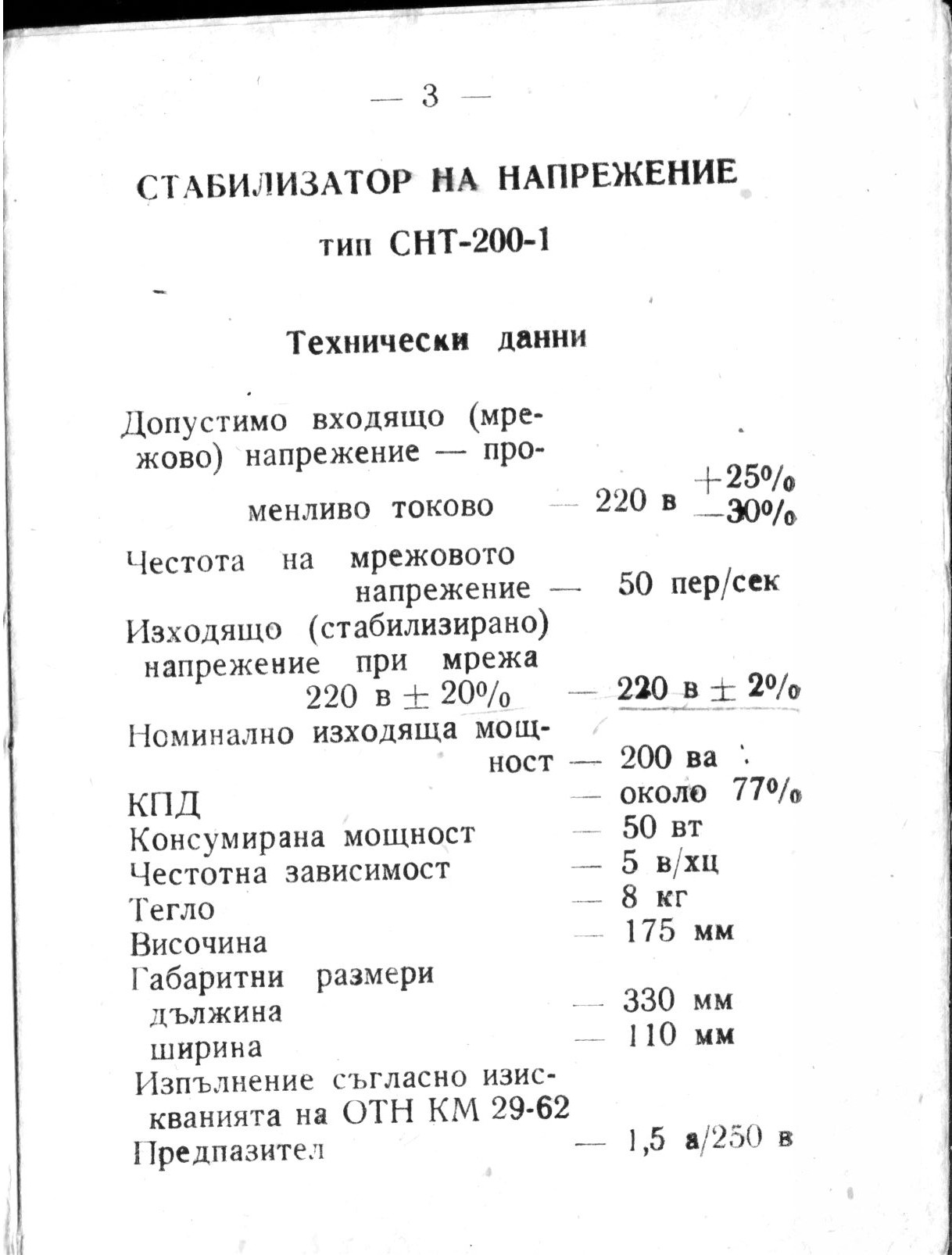
Стабилизаторът СНТ-200-1 захранва със стабилизирано мрежово напрежение телевизионни приемници с мощност до 160 вата и други електрически апарати и уреди, за захранването на които се изисква стабилизирано мрежово напрежение 220 волта и номинална мощност до 200 вата.
Осигурява нормално захранване на телевизионния приемник, гарантира качественото и стабилно приемане на образа и е сигурно гаранция за дълготрайността и безаварийната му работа.
ЕЛЕКТРИЧЕСКА СХЕМА И ПРИНЦИП НА ДЕЙСТВИЕ
Принципната електрическа схема на стабилизатора е показана на долната фигура:
Стабилизатор СНТ 200-1Stabilizator SNT 200-1
Стабилизаторът СНТ 200-1е от ферорезонансен тип. Входящото мрежово напрежение чрез предпазителя Пр се разпределя между намотките на ненаситения дросел Др 1 (намотки 1—2) и наситения дросел Др2.
Посредством мрежовия куплунг стабилизаторът се свързва към захранващата мрежа. Под куплунга (виж долната фигура) се намира гнездото на предпазителя със стопяема вложка, която го предпазва от късо съединение във веригата на консуматора.
Стабилизатор СНТ 200-1Stabilizator SNT 200-1
Стабилизираното напрежение се получава на изводите на наситения дросел Др2 и серийно свързаната към него компенсационна намотка 3—4 на дросел Др 1.
За да може напрежението върху наситения дросел Др2 да бъде стабилизирано, той работи в режим на насищане. Ферорезонансът се осигурява от паралелен резонансен кръг, състоящ се от кондензатора С и дроселите Др3 и Др2.
Стабилизаторът е настроен от завода-производител. Проверката или настройката (след ремонт) се извършва от компетентно техническо лице с помощта на честотомер и волтмер от електромагнитната система на изхода при натоварен стабилизатор.
За точната настройка на изходящото напрежение и на резонансните кръгове са предвидени и изводи на наситения дросел, посредством който стабилизаторът се настройва.
Върху наситения дросел Др2 е предвидена допълнителна намотка, която захранва сигналната лампа Л (6,3 волта 0,3 ампера).
Забележка: при някои телевизори при употребата на стабилизатора може да се получи бръмчене, което смушава звуковия съпровод. Бръмченето се явява само при телевизори, на които ключът за включване и регулаторът на скалата са монтирани на една и съща ос. При такива случаи е необходимо да се отдалечат мрежовите проводници от потенциометъра и включването и изключването на телевизора да не се осъществява чрез ключа на потенциометъра, а по друг начин или направо чрез щепсела.
ТЕХНИЧЕСКИ ДАННИ
Стабилизатор СНТ 200-1Stabilizator SNT 200-1
ПРАВИЛА ЗА ЕКСПЛОАТАЦИЯ на стабилизатора СНТ 200-1
За да се избегне влиянието на магнитното поле върху електролъчевата тръба, стабилизаторът трябва да е отдалечен от телевизионния приемник най-малко на един метър.
Задължава се потребителят да се снабди с трижилен шнур, комплектуван с щепсел тип „Шуко“ и съответен щекер, за да се осъществи защитно зануляване на стабилизатора. Препоръчва се щекер, снабден с ключ за прекъсване на захранващата верига.
Забранява се свалянето на страничните капаци, когато стабилизаторът е включен и е под напрежение.
Пускане на стабилизатора в действие става по следния начин:
Щепселът на телевизионния приемник се поставя в контактните букси на стабилизатора, разположени на кутията (виж фиг. 1); след това с помощта на мрежовия шнур щепселът на мрежовия вход на стабилизатора, означен с надпис „Мрежа 220 волта“, се свързва с мрежовия контакт. Сигналната лампа светва и стабилизаторът е готов за употреба. Ако се употребява щекер с ключ, включването на стабилизатора към мрежовото напрежение се извършва с него..
Стабилизаторът има консумация на празен ход около 50 вата. Препоръчва се след прекратяване на телевизионното предаване стабилизаторът да се изключва от мрежата. Ако гой се остави непрекъснато под напрежение, ще консумира ненужно електрическа енергия.
При работа температурата на кутията на стабилизатора може да се повиши над 37°С. Това не е дефект на стабилизатора и не трябва да предизвиква тревога.
ПОВРЕДИ И ОТСТРАНЯВАНЕТО ИМ
Стабилизаторът СНТ 200-1 е конструиран за дългогодишна работа и възможните му повреди са минимални.
При включването под напрежение, ако стабилизаторът не работи (сигналната лампа не свети), причина за това е изгарянето на предпазителния патрон или на сигналната лампа Изгарянето на предпазителния патрон може да се дължи на претоварване на стабилизатора или на късо съединение в захранващата верига. След като се отстранят причините за възникване претоварването или на късото съединение, капачетонза предпазителното гнездо се отвива и изгорелият предпазителен патрон се заменя с нов от резервните патрони, с които стабилизаторът е комплектуван.
Абсолютно се забранява изгорял предпазителен патрон да се подменя с такъв от по- голям ток или да бъдат използвани медни жички. За повреди в стабилизатора, възникнали вследствие неспазването на предписаната стойност на предпазителния патрон, предприятието-производител не отговаря.
Смяната на предпазителния патрон трябва да се извършва само тогава, когато стабилизаторът е изключен от мрежовото напрежение.
При повторно изгаряне на сменния предпазителен патрон, както и за всички останали открити недостатъци в стабилизатора, трябва да се потърси помощ от специалист.
КОМПЛЕКТНОСТ
Стабилизатор, опакован в кутия
Описание-инструкция за експлоатация
Резервни предпазителни патрони 1,5 A/250 V
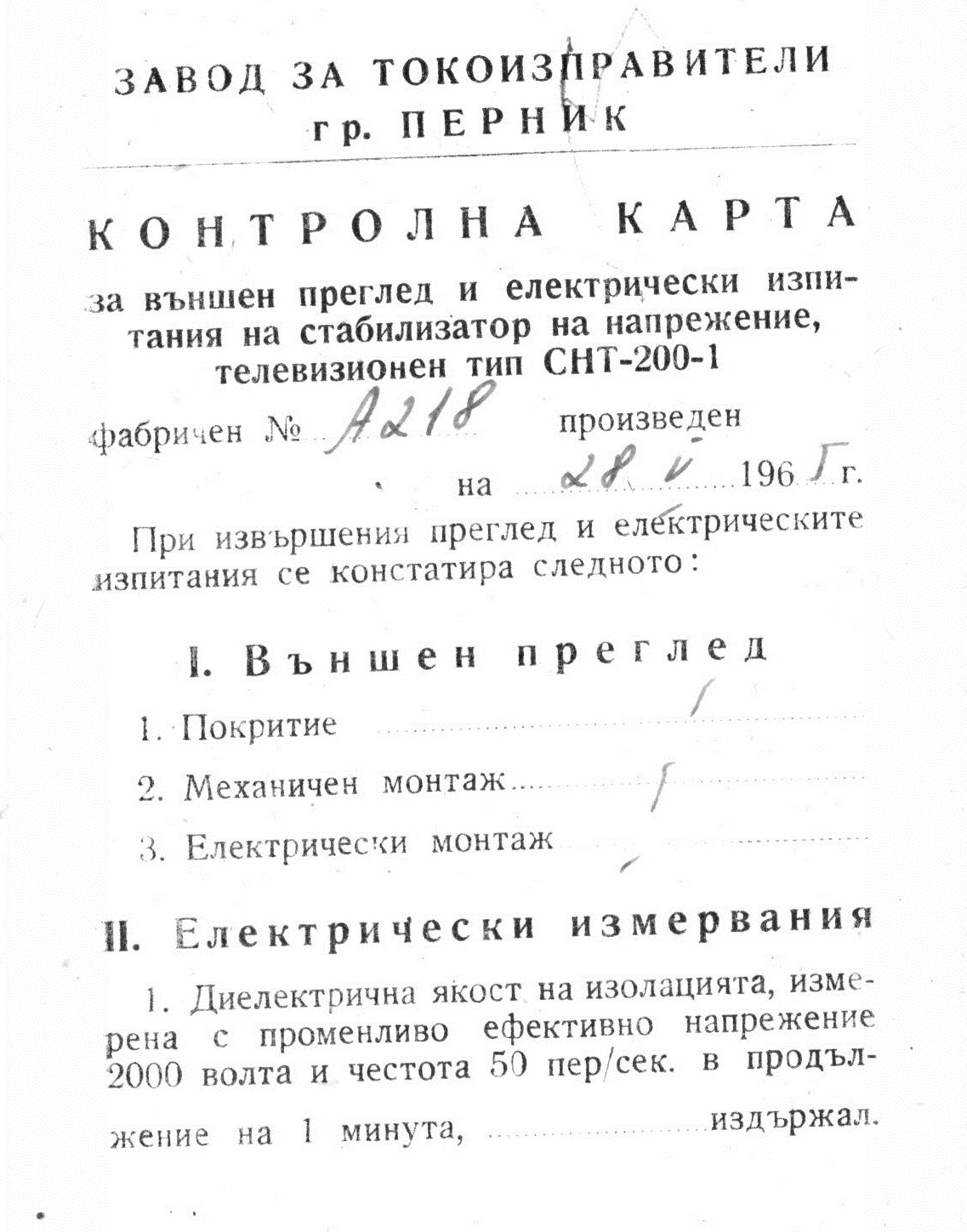
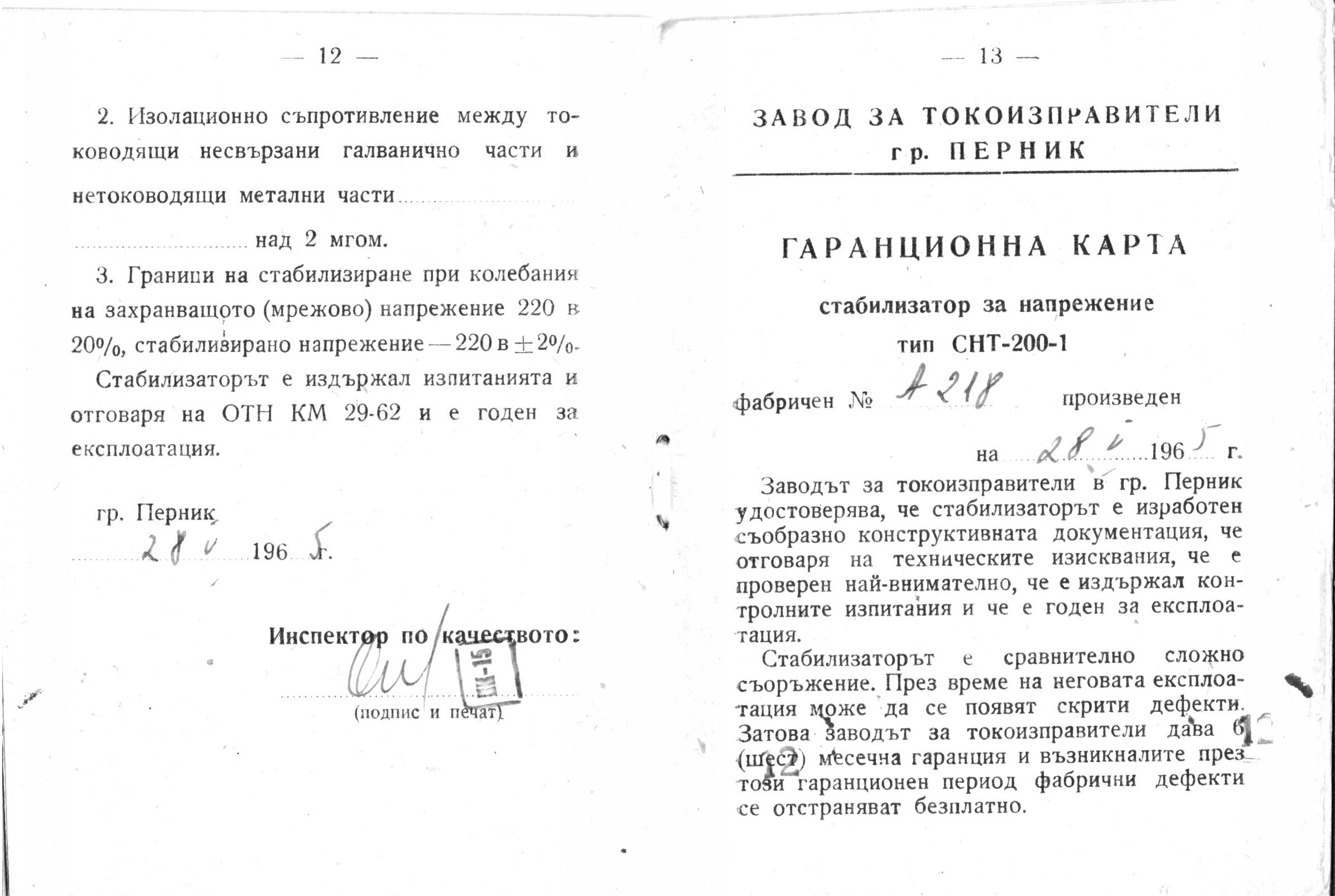
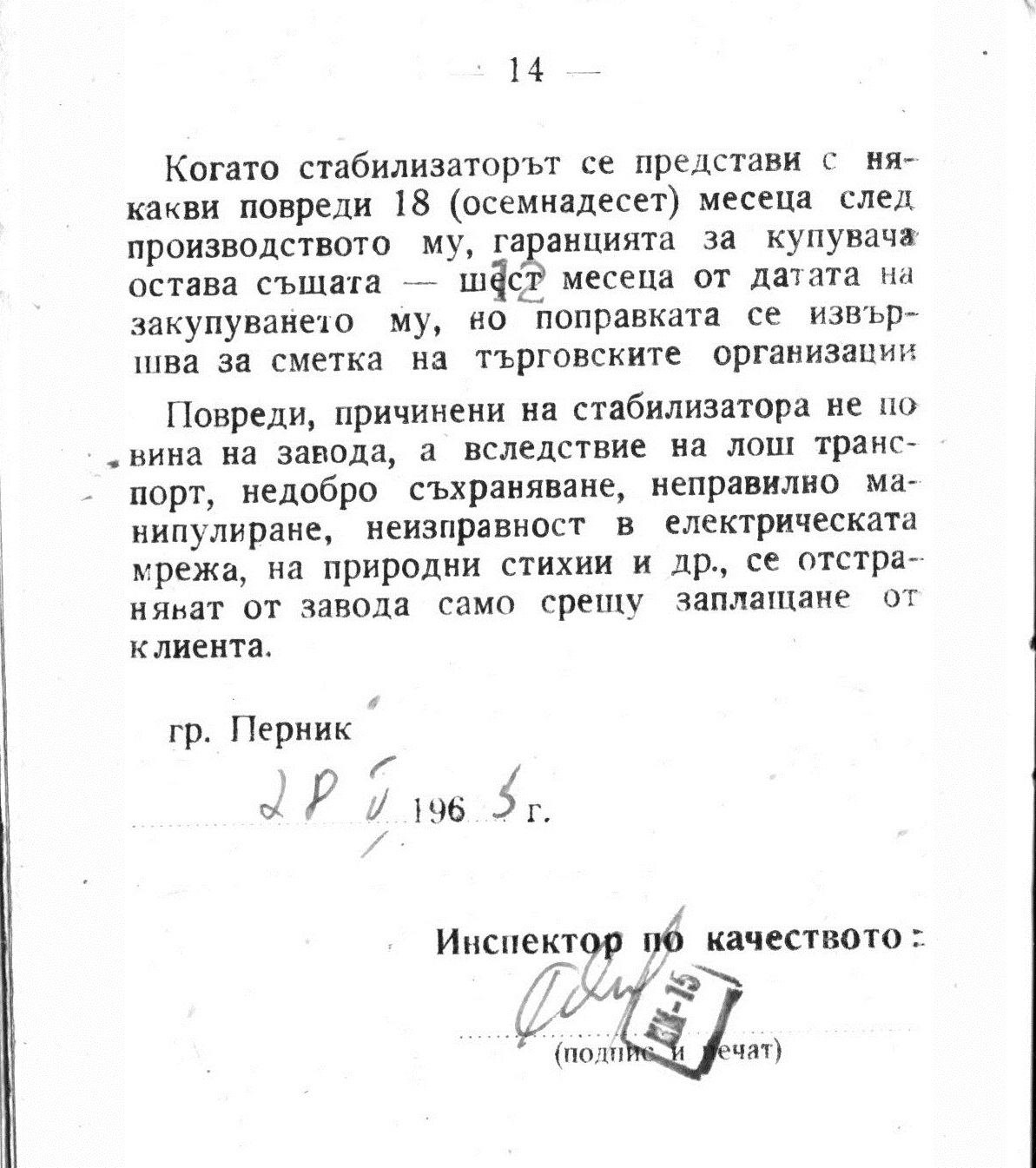
А ето контролната и гаранционната карта на нашия стабилизатор СНТ 200-1:
Справка за бормашините Б10Е, Б8Е, Б2-10Е, УПМ-20Е в Сандъците – Sandacite.
Bormashini B10Е, B8Е, B2-10Е, UPM-20Е
Тези устройства са произвеждани от началото на 80-те години в завод Елпром Ловеч.
Бормашинитеса предназначени за работа в закрити помещения или на открито. Не се допуска използването й:
във взривоопасна среда;
в химически активна среда;
при температура на околния въздух над 40°С;
в особено влажна среда или при наличието на валежи.
ОБЩИ УКАЗАНИЯ
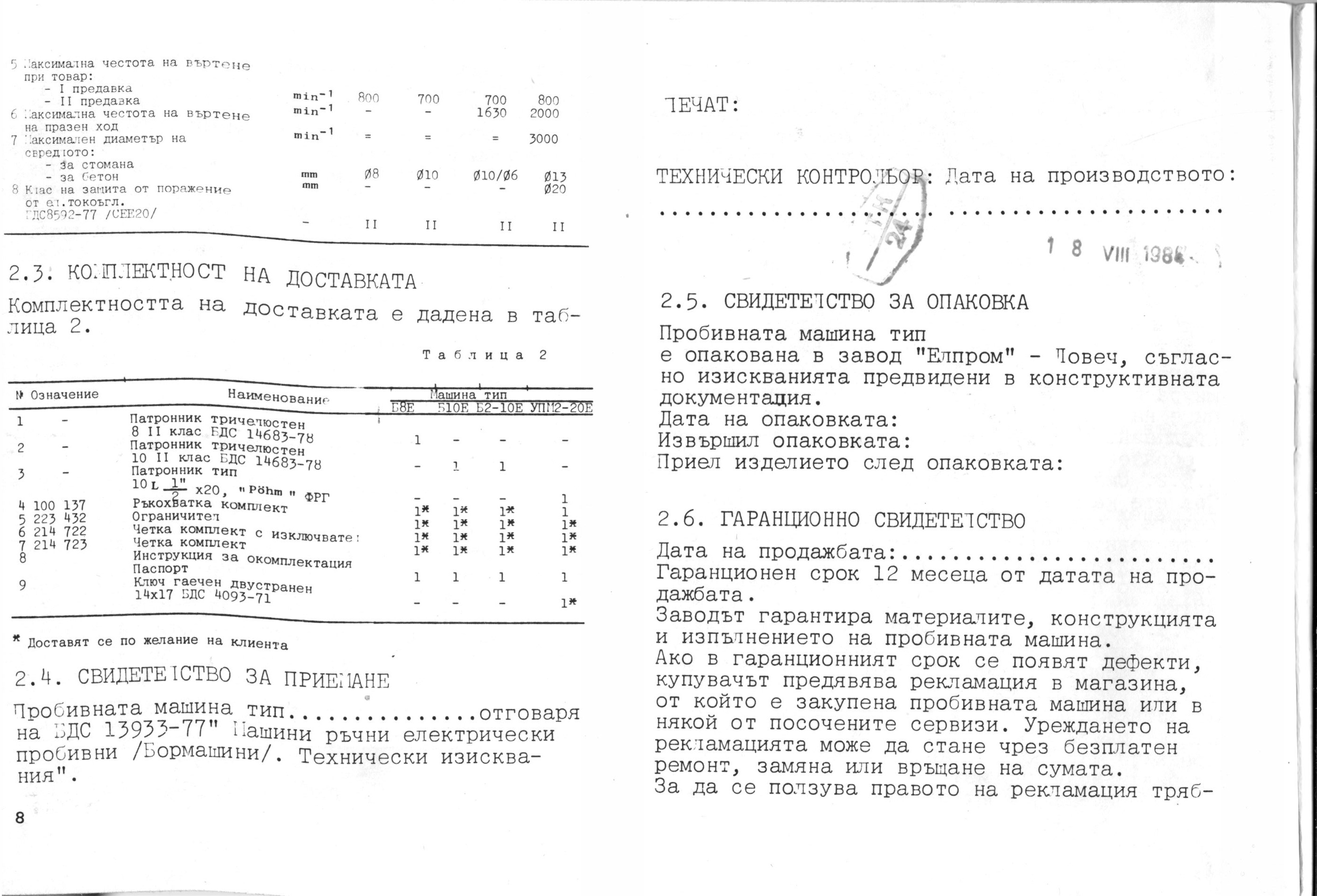
Патронникът се присъединява към машината както следва:
Б8Епосредством Борзов конус В12 БДС2926-76
Б10Епосредством Морзов конус В1 /816/ БДС2926-76
Б2-10Епосредством Морзов конус В12 /В16/
БДС2926-76
УП112-20Е посредством резба -1/2 “ x 20
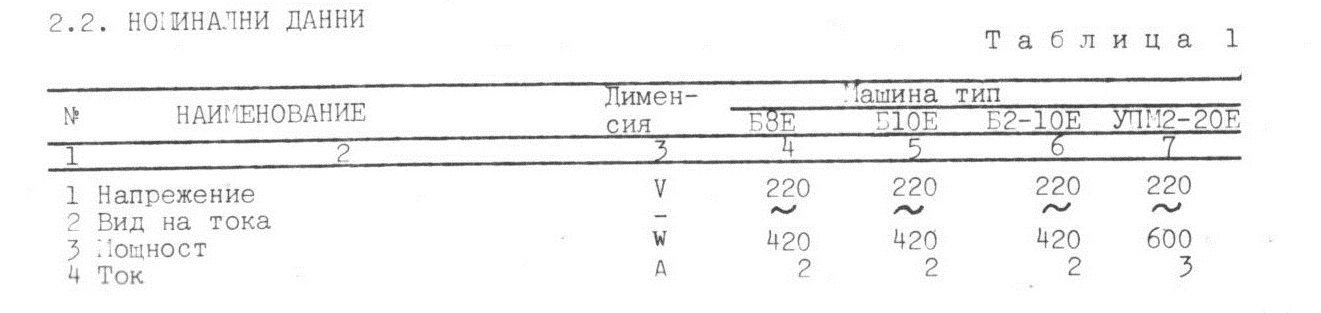
Бормашинитеработят при захранване от мрежата с променливо напрежение 220 V.
При УПМ2-20Ес включване на ударния механизъм, пробиването на отвори в бетон, камък и тухли се осъществява чрез въртеливо или възвратно-постъпателно движение на свредлото.
Да се използват свредла с твърдосплавни пластини.
При пробиване на отвори в метал и дърво ударният механизъм се изключва.
По отношение защитата от поражение от електрически ток машината е от II клас съгласно БДС 8592-77/СЕЕ20/, т.е. частите й под напрежение притежават двойна или усилена изолация и нямат приспособление за зануляване и заземяване.
ИЗИСКВАНИЯ ПО ТЕХНИКА НА БЕЗОПАСНОСТТА
С бормашинитемогат да работят лица, запознати с методите за безопасна работа с ръчните електроинструменти.
При експлоатация на бормашинитеспазвайте следните изисквания:
не работете при резки изменения на температурата, предизвикващи кондензация на водни пари по повърхността на изолацията на машината;
не пробивайте отвори по машината, тъй като това може да доведе до повреди на защитната изолация;
не поставяйте и не сваляйте патронника и свредлото при включена към мрежата машина;
не допускайте допиране на шнура до горещи предмети, влажни и маслени повърхности и остри ръбове;
Преди започване на работа проверете:
затягането на винтовете, закрепването на патронника и свредлото;
изправността на редуктора – при завъртане на шпиндела с ръка /при включен електродвигател и поставен патронник/ по посока на часовата стрелка /гледана от страната на шпиндела/ през вентилационните отвори трябва да се види, че вентилаторът се върти;
изправността на захранващия шнур с щепсел. Той трябва да бъде здрав, без снаждания или наранявания, дори на външната обвивка;
Преустановете работа с машината при възникване на някоя от следните повреди:
интензивно, силно искрене на четките;
изтичане на смазка от вентилационните отвори;
повреда на щепсела, на захранвания шнур или предпазителя на шнура;
повреда на прекъсвача или регулатора;
поява на дим или миризма, характерна за изгоряла изолация;
Подготовка и последователност на работа
Снемете консервиращата смазка от шпин- дела и патронника.
Поставяне на патронника
Правилното положение на патронника може да се осигури, ако конусните повърхнини /резбата – при ударните пробивни машини/ не са замърсени и няма следи от смазка.
Поставяне на свредлото.
Отворете челюстите на патронника с ключа. Поставете и затегнете свредлото.
Поставяне на ръкохватката комплект Поставете ръкохватката /поз. 3/ на машината и затегнете в желаното положение. Поставете ограничителя /поз. 4/ в отреза на гривната и затегнете на желаната дълбочина на пробиване.
Включване към мрежата Проверете преди включване на щепсела дали напрежението на мрежата отговаря на напрежението, указано върху табелката на машината.
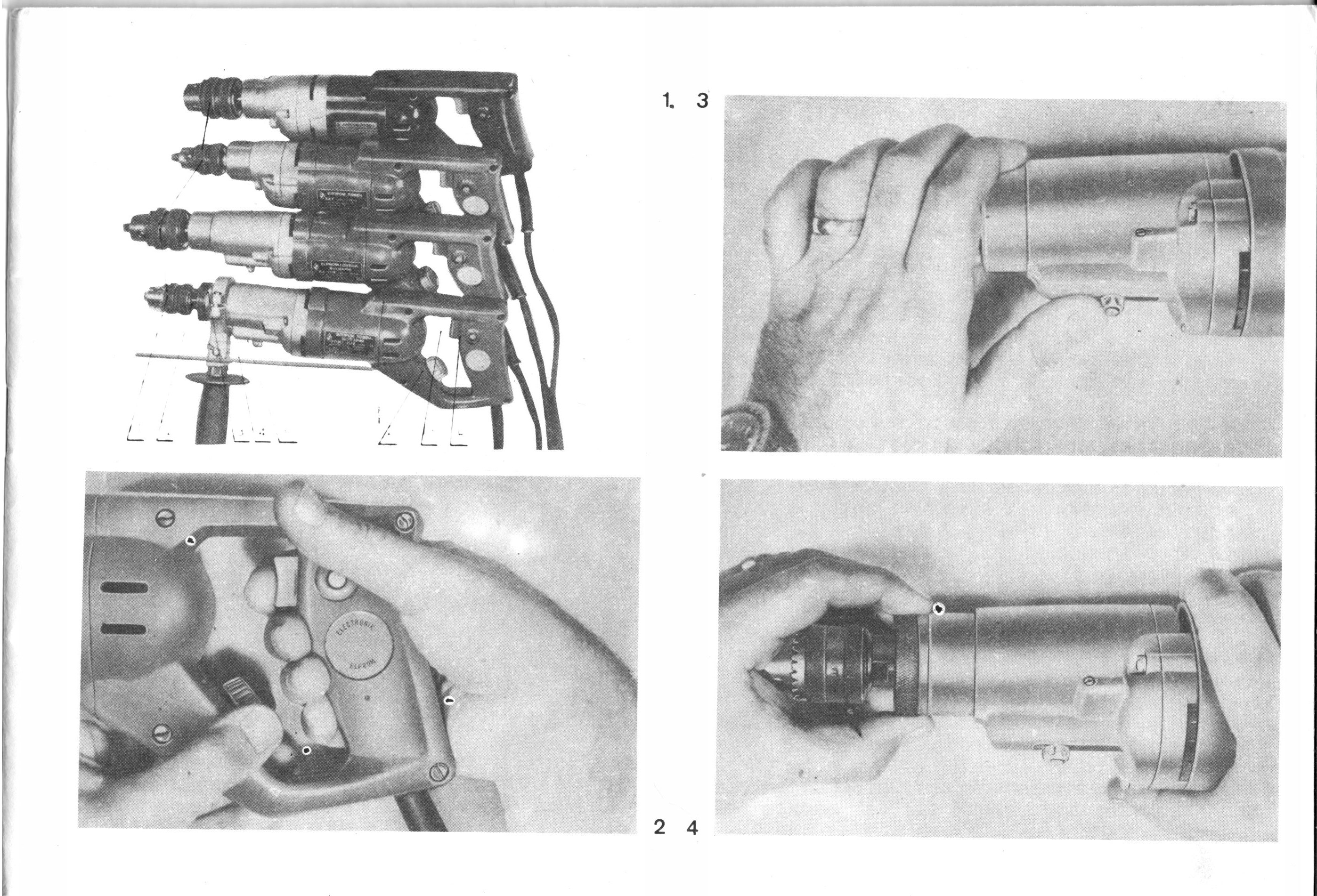
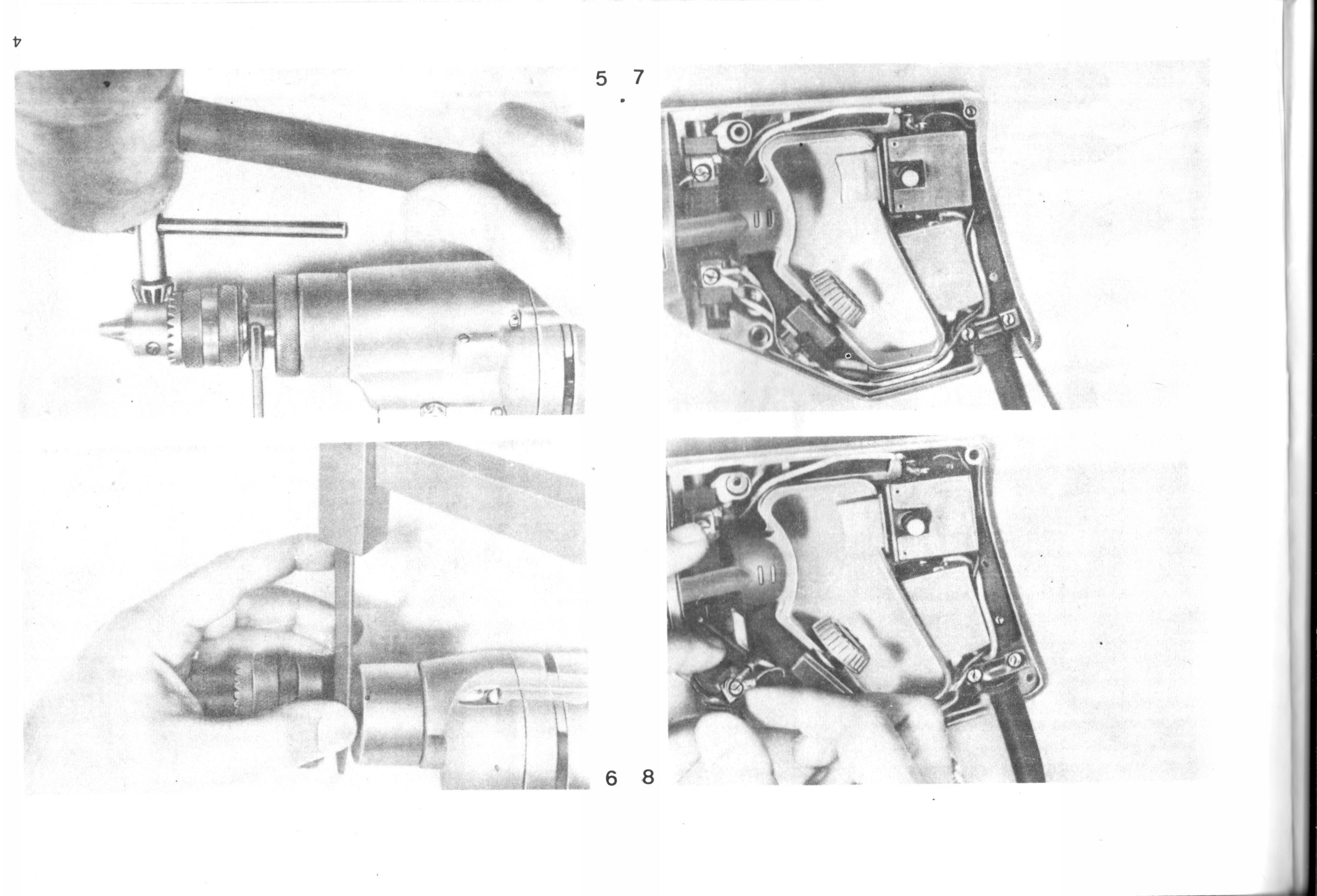
Включване, регулиране честотата на въртене и изключване /фиг. 1/.
Нагласете регулиращия диск /поз. 6/ в желаното от Вас положение и включете машината чрез прекъсвача /поз. 7/ – широката част на стрелката върху регулиращия диск съответства на висока честота на въртене.
Отпуснете лоста на прекъсвача – бормашинатаспира. Натиснете лоста на прекъсвача и бутона на застопоряване /поз. 8/ – машината се върти без непрекъснато натискане на лоста на прекъсвача. Натиснете лоста – бутонът се освобождава.
Със завъртане на регулиращия диск в указаната посока се осъществява регулиране честотата на въртене. Крайното положение на регулиращия диск съответствува на най-голямата честота на въртене на машината. При достигане на крайно положение се чува леко щракване.
Превключване на механичните скорости /фиг. 2/
Превключващият лост/поз. 5/ е разположен върху редукторната кутия.
Превключване да се извършва само когато машината не работи!
Придвижете превключващия лост към положение I- машината работи на ниската скорост.
Предвижете превключващия лост към положение II – машината работи при висока скорост.
Включване и изключване на ударния механизъм /фиг.З/
Издърпайте напред накатения пръстен /поз. 2/, който се намира в края на редуктора, завъртете го наляво или надясно до фиксирането му в предно положение /към патронника/ – ударният механизъм е изключен.
Издърпайте напред накатения пръстен и го завъртете наляво или надясно до фиксирането му в задно положение /към машината/ – ударният механизъм е включен/.
Сваляне на патронника
За патронници с Морзов конус /фиг. 4/ Патронникът поз.1 се сваля с помощта на подходящо приспособление. Не се допуска удряне с чук направо върху патронника или свалянето му с неподходящо средство.
За резбови патронници /фиг. 5/ Затворете челюстите на патронника с ключ. Отвийте патронника с лек удар по ключа.
1.5. ТЕХНИЧЕСКО ОБСЛУЖВАНЕ
1.5.1. Смяна на шнур с щепсел /фиг. 6/
Свалете капака на тялото, свалете скобата на шнура и отвийте винтовете, свързващи проводниците на шнура с прекъсвача. Извадете шнура от предпазителя, монтирайте новия шнур с щепсел в обратен ред.
1.5.2. Смяна на четките /фиг. 7/.
Свалете капака на тялото, извадете четкодържа- телите и отстранете износените четки. Поставете новите четки свободно в четкодържаталите. Монтирайте всичко в обратния ред. Да се използуват само предписаните от завода производител четки.
1.5.5. Поддържане на бормашините
За да използвате бормашините продължително време с максимален ефект трябва да полагате за нея съответни грижи.
Почиствайте двигателя и сменяйте греста в редукторната кутия след всеки 100 часа работа. Предайте машината за преглед или ремонт в специализиран сервиз.
Не се допуска ремонт на намотката на кутията и колектора /с изключение на престъргването му/ поради опасност от повреда на двойната изолация.
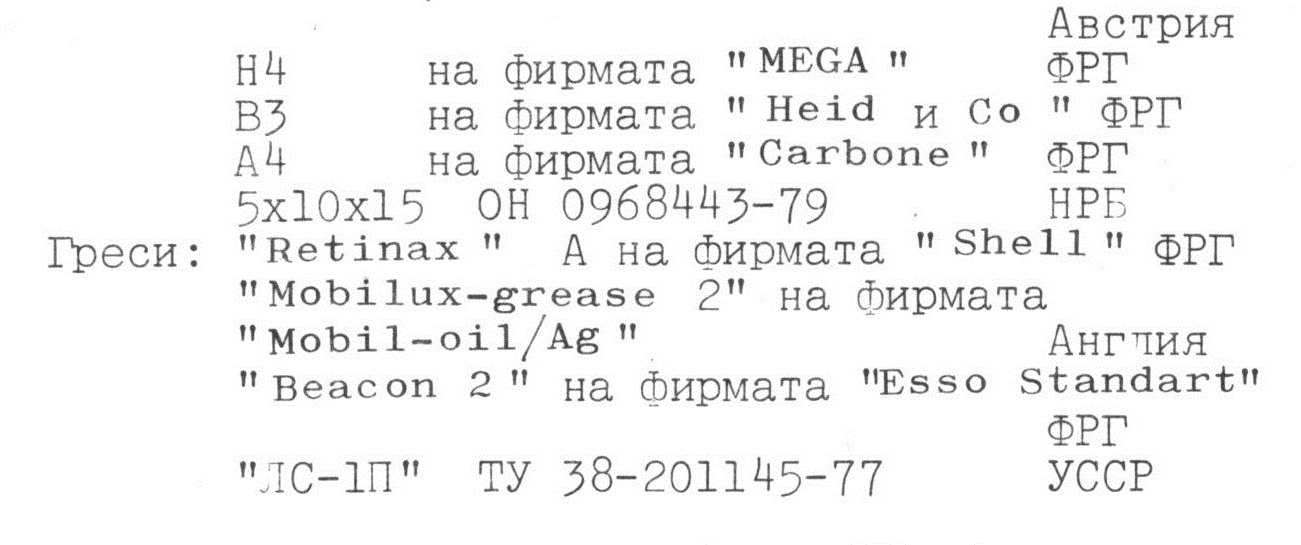
При поддържане на машината използвайте следните четки и греси:
Ръчната електрическа бормашинас електронно регулиране честотата на въртене е предназначена за пробиване на отвори в метал и дърво, а при наличието на ударен механизъм и в бетон. Електронният регулатор дава възможност за работа с постоянна честота на въртене при различни натоварвания /особено в областта на ниските честоти на въртене/.
Едностъпални центробежни помпи Вида в Сандъците – Sandacite!
Ednostapalni centrobezhni pompi Vida
Преди 1989 г. Държавният машиностроителен завод Георги Димитров във Видин е една от ,,златните кокошки“ на българската икономика и износител на водни помпи за над 30 страни по света. В момента в страните от т.н. Магреб този вид помпи се наричат точно така генерично – vida. Това название е останало именно от времето на златните години на комбината.
Днес ще се занимаем с едностъпалните центробежни помпи Вида, произвеждани от ДМЗ Георги Димитров.
Цветните снимки в статията са илюстративни, към конкретния вид помпи се отнасят само чертежите и схемите.
ПРЕДНАЗНАЧЕНИЕ И КРАТКО ОПИСАНИЕ
Едностъпалните центробежни еднофазни помпиВидаса предназначени за транспортиране на чисти и слабо замърсени води с температура до 40° С и с максимална едрина на частиците не повече от 0,2 мм при концентрация до 500 мг/л. Използват се за водоснабдяване, напояване и други нужди в селското стопанство, в промишлеността и в личното домакинство.
Те са хоризонтални с едностранно втичане на течността в работното колело. Задвижват се от еднофазни електродвигатели с работно напрежение 220 в.
Въртенето на помпите е по посока на часовниковата стрелка, главно откъм електродвигателя.
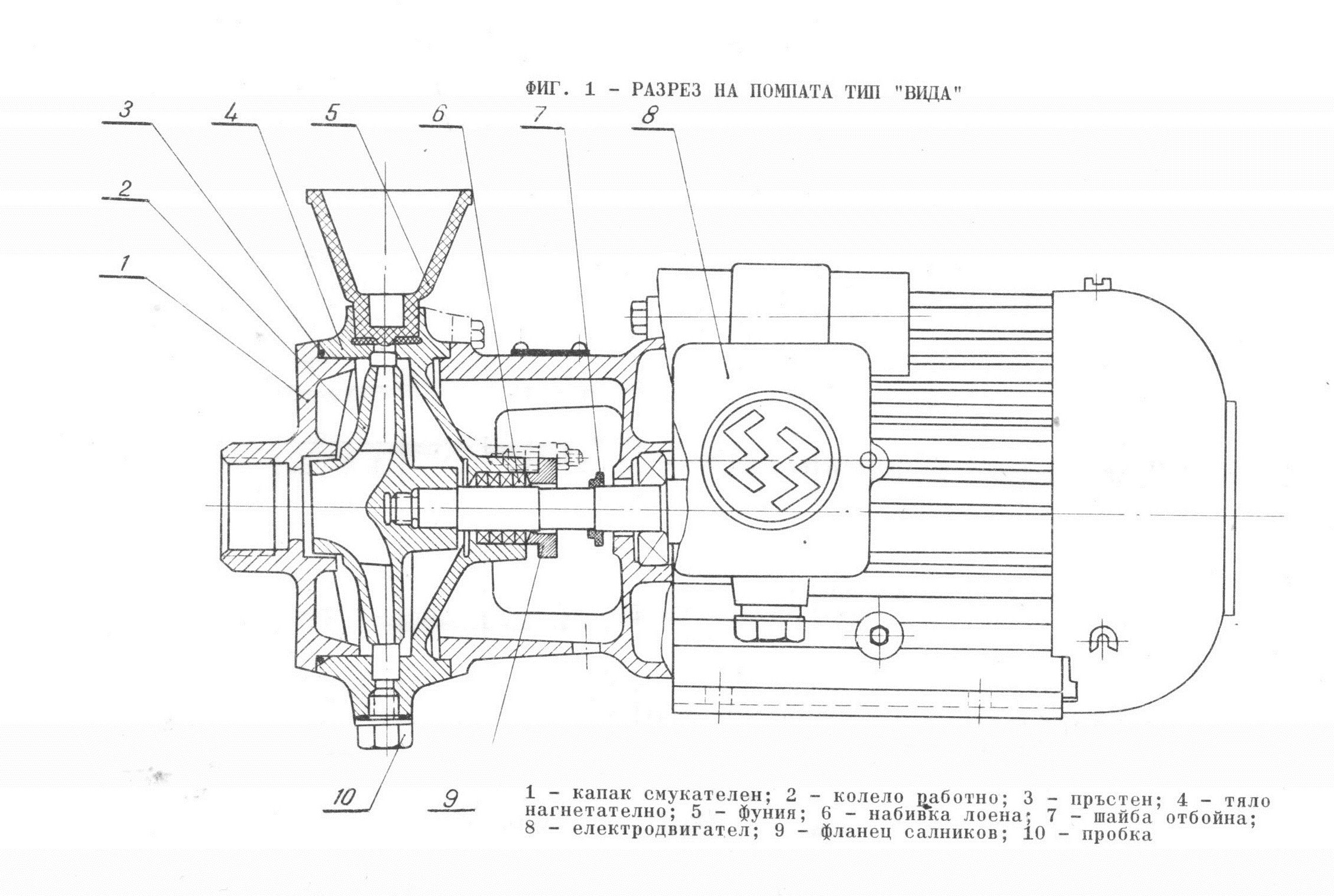
Уплътнението им се осъществява чрез лоена набивка 6 4 х 4 и чрез салниковия фланец 9.
Смукателният капак 1 е уплътнен към нагнетателното тяло 4 посредством пръстен 3, а пробката 10 и фунията 5 са уплътнени с гумена или пластмасова подложка. Всички връзки към помпата и тръбопроводите трябва добре да са уплътнени, за да се осигури нормална работа на помпата.
Едностъпални центробежни помпи ВидаEdnostapalni centrobezhni pompi Vida
На фиг. 1 е показана в разрез помпа тип Вида. Нейните основни детайли са:
Работно колело 2, изработено от пластмаса, чугун или друг материал. Смукателният капак 1 и нагнетателното тяло 4 се изработват от чугун, а салниковият фланец 9 – от чугун или алуминий.
Смукателният капак с работното колело образуват лабиринтното уплътнение, разделящо нагнетателната и смукателната част на помпата. Максималната хлабина на това уплътнение не трябва да превишава 0,4 мм радиално.
Едностъпални центробежни помпи ВидаEdnostapalni centrobezhni pompi Vida
Монтаж на помпата
Монтира се върху нивелиран хоризонтален бетонен или друг фундамент, обезпечаващ нормалната й работа без вибрации посредством четири фундаментни болта М8х 150.
За да се гарантира добра работа на помпата, необходимо е да се спазват следните изисквания:
Смукателният тръбопровод да бъде с непрекъснат подем към помпата; да има собствена опора, а да не се носи от помпата; да бъде по възможност най-къс и с най- малко фасонни части – колена, кривки и др.; да бъде добре уплътнен; да има равен или по-голям диаметър от диаметъра на смукателния отвор на помпата.
Пример: За едностъпална центробежна помпаВида1, Вида2 и Вида3 смукателният тръбопровод el“, а за „Вида 4″ смукателният тръбопровод – 1 1/2“.
Нагнетателният тръбопровод трябва да бъде добре уплътнен и да не позволява овлажняване на електродвигателя; да има равен или по-голям диаметър от отвора на нагнетателя; да има монтиран кран в зависимост от тръбопровода за пускане и регулиране дебита на помпата.
Пример: Нагнетателният тръбопровод е 3/4″ за Вида1, 1 за Вида2 и Вида3, а на Вида4 е 1 1/4″; съответно са необходими и такива кранове.
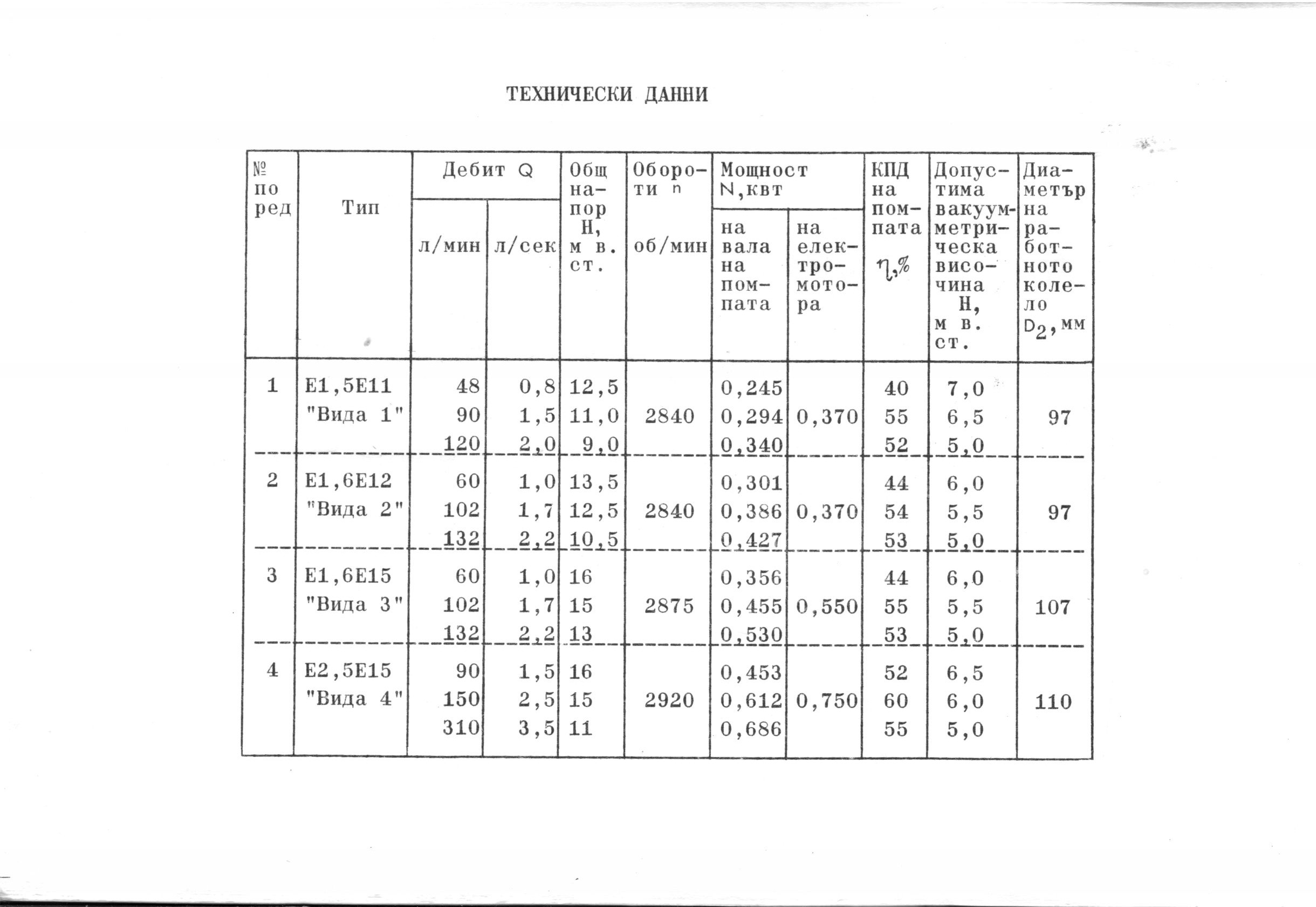
ТЕХНИЧЕСКИ ДАННИ
Едностъпални центробежни помпи Вида Ednostapalni centrobezhni pompi Vida
ВНИМАНИЕ! Пускайте помпата в работа само при затворен нагнетателен тръбопровод! Не работете с помпата на режим, по-голям от посочения в техническите данни, защото ще претоварите електродвигателя !
Смукателният клапан за помпа Вида1, Вида2, Вида3 е с 0 32, а за Вида4 – 0 40, който се доставя заедно с всяка помпа.
При монтажа смукателният клапан трябва да бъде вертикален, да е отдалечен от стените на водоизточника най-малко 20 см.
Не се допуска вакуумметричната смукателна височина да бъде по-голяма от допустимата в техническите данни. Препоръчва се геодезичната смукателна височина да бъде в границите от 3 до 5 метра.
Електродвигателят да бъде инсталиран съгласно схемата от компетентно и правоспособно лице.
ЕКСПЛОАТАЦИЯ НА ДВИГАТЕЛЯ
При пускане в ход на електродвигателя необходимо е да се извърши следното:
Да се измери изолационното съпротивление на електродвигателя .
Минималното изолационно съпротивление на намотката на статора не трябва да бъде по-малко от 0,5 М .гс.
Да се провери заземено ли е добре тялото на електродвигателя .
Да се провери заземяването на пусковия кондензатор в клемната кутия.
Да се провери добре ли са затегнати гайките на клемн,ото табло.
Да се провери правилно ли са свързани всички изводи на електродвигателя с мрежата на свързване, приложена към електродвигателя.
Да се проверят всички механически закрепвания на електродвигателя /болтове за лагерни щитове, фундаментни болтове и т.н./ и ако е необходимо да се затегнат.
Да се провери роторът на електродвигателя дали се върти свободно и без триене.
Да се провери съответства ли напрежението на мрежата с напрежението, посочено на заводската табелка на електродвигателя.
При пускане на електродвигателите с пусков кондензатор трябва да се има предвид, че нормалният работен режим на кондензатора е кратковременен с включване 3 сек. през 6 минути. Следователно за това време елек- тродвйгателят трябва да достигне оборотите, при които центробежният изключвател изключва пусковата намотка и кондензатора.
При нормални условия на работа смазката на лагерите се сменя след около 2000 работни часа на електродвигателя. Ако електродвигателят не е работил дълго време, то преди пускането трябва да се провери състоянието на смазката и ако се е втвърдила или повредила да се смени.
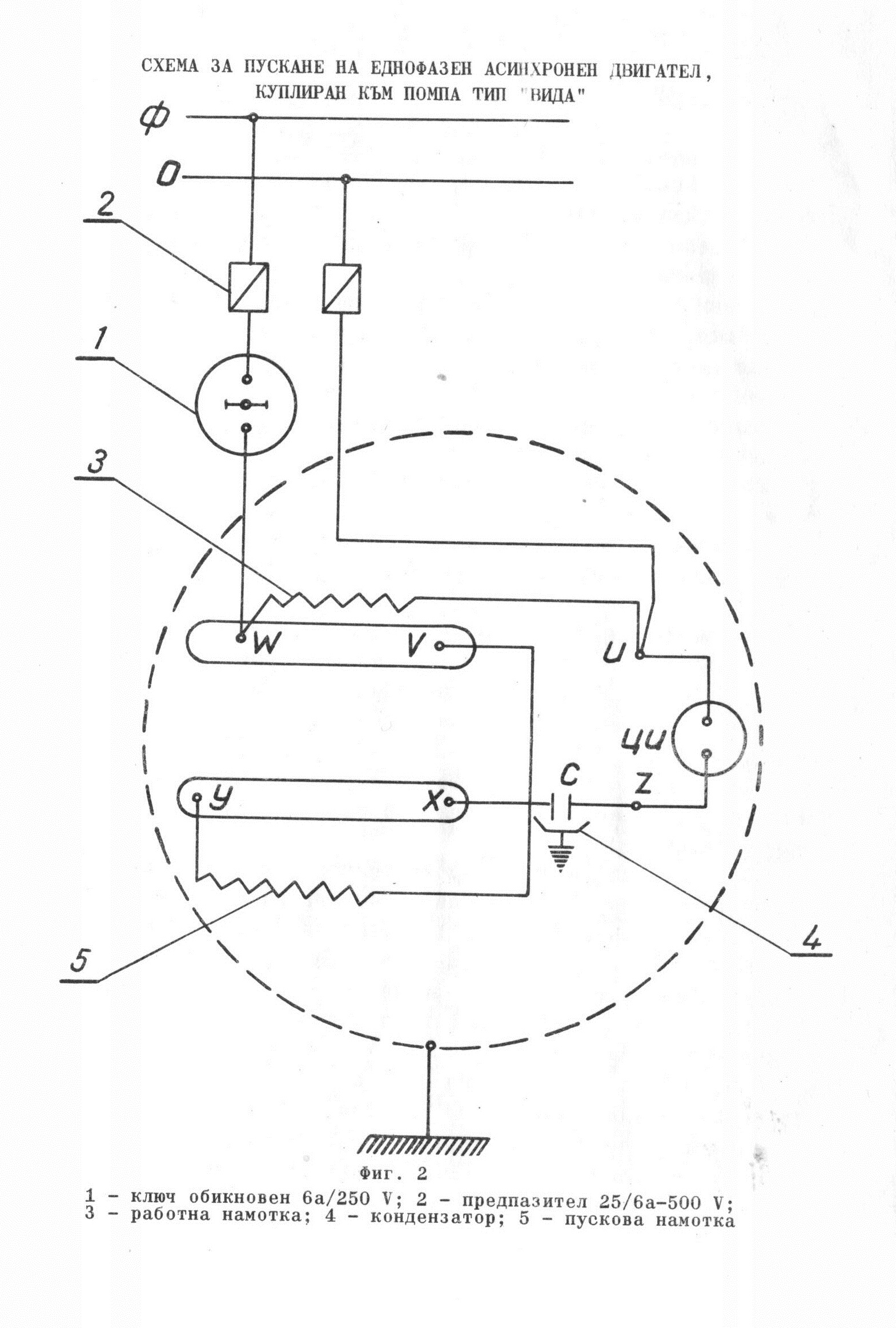
След като агрегатът е монтиран на място, където ше се експлоатира, и смукателният и нагнетателният тръбопровод са свързани, се пристъпва към присъединяване на електродвигателя към електрическата мрежа съгласно фиг. 2.
За съединителен проводник да се използва гумиран кабел със сечение не по-малко от 1,5 мм2, а за заземителен кабел – не по-малко от 0,75 мм2.
Едностъпални центробежни помпи ВидаEdnostapalni centrobezhni pompi Vida
Когато в таблото няма занулителна клема, заземяването се осъществява чрез набиване в земята на стоманена поцинкована тръба с дължина 1 м, свързана с меден проводник към заземителната клема на електродвигателя.
Преди да се пусне в действие, трябва да се провери свободното превъртане на ротора откъм вентилатора на електродвигателя; електродвигателят правилно и безопасно ли е свързан; всички винтови връзки дали са добре затегнати. След това помпата се обезвъздушава, като се запълва с вода през фунията 5, която се завива.
При това положение кранът на нагнетателния тръбопровод трябва да е затворен. Чрез ключ 1 /фиг. 2/ помпеният агрегат се включва към електрическата мрежа и след като набере необходимите обороти, започва плавно отваряне на крана до желания дебит по техническите данни.
Спирането на помпата става чрез плавно затваряне на крана, след което електродвигателят се изключва от електрическата мрежа с ключ 1 /фиг. 2/.
За нормалната работа на едностъпалната центробежна помпа е необходимо:
Ежедневно да се следи работата на уплътнението на вала. От него трябва да капе вода не повече от 100 капки в минута.
Да няма разхлабени болтове и връзки.
Да няма вибрации и несвойствени шумове в агрегата.
При опасност от замръзване да се източва водата от помпата и тръбната инсталация.
При съхранение на склад или престой повече от три месеца помпата да се почисти и консервира с грес или масло.
СХЕМА ЗА ПУСКАНЕ на двигателя на помпата
Едностъпални центробежни помпи Вида Ednostapalni centrobezhni pompi Vida
ПРАВИЛА ЗА ТЕХНИЧЕСКА БЕЗОПАСНОСТ
За безопасна работа с помпения агрегат е необходимо да се спазва следното:
Електродвигателят да бъде добре заземен. Електродвигателят да бъде добре предпазен от вода. Да не се работи по агрегата, без да е изключен електродвигателят от електрическата мрежа.
При повреда да се търси компетентно и правоспособно лице.
РАЗГЛОБЯВАНЕ И СГЛОБЯВАНЕ НА ПОМПИТЕ
Разглобяването на помпения агрегат от потребител през време на гаранционния срок не се разрешава, а се извършва от съответния сервиз.
Разглобяването трябва да се извърши в следната последователност. Изключва се електродвигателят от електрическата мрежа; освобождават се тръбопроводите; сваля се смукателният капак; отвива се работното колело; сваля се нагнетателното тяло и от него се сваля салниковият фланец и лоената набивка.
Сглобяването става по обратен път.
ВНИМАНИЕ! Рекламация се приема само в гаранционния срок при надлежно попълнена гаранционна карта и при спазване на изискванията на настоящото ръководство в следните сервизи.
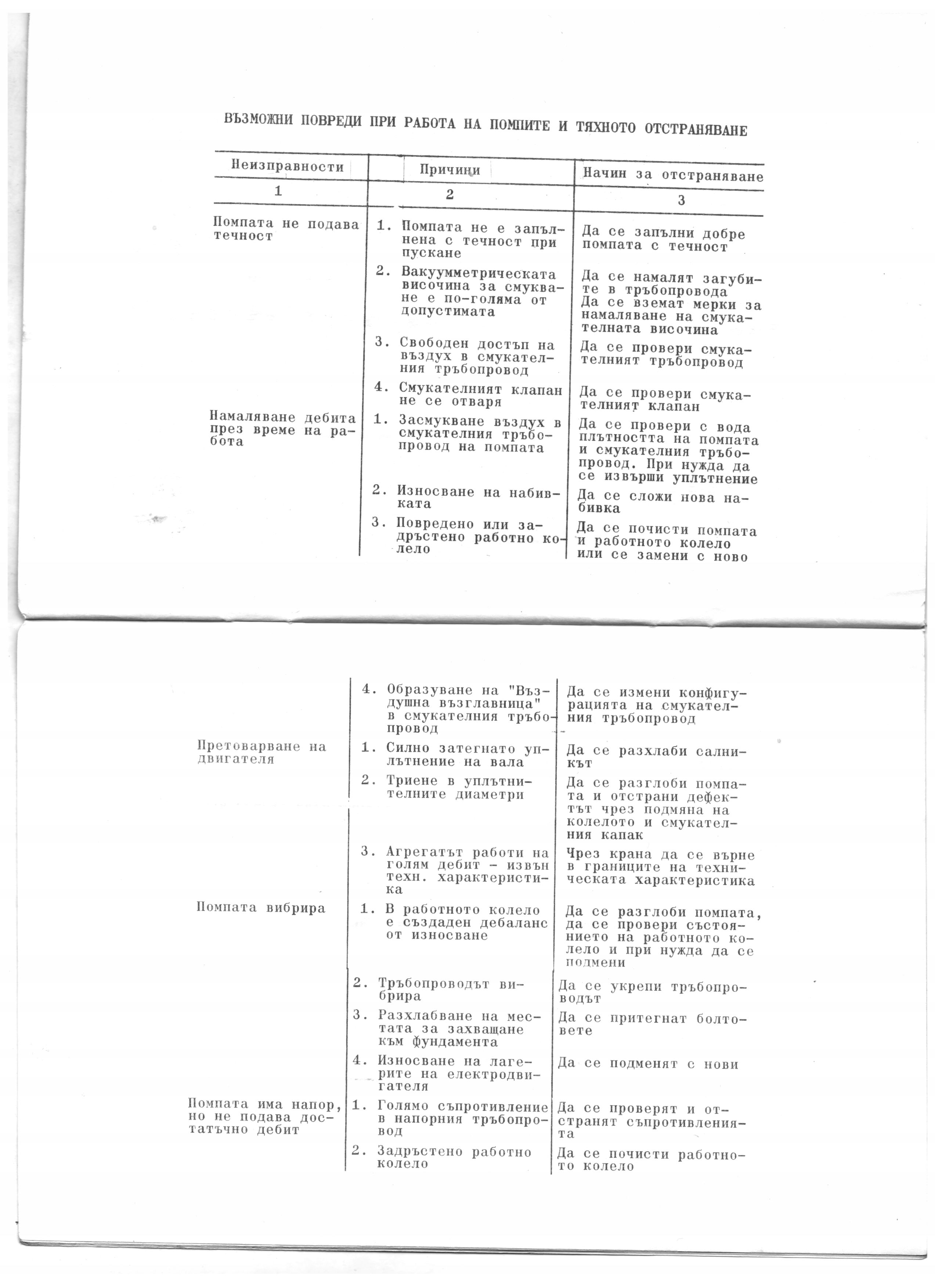
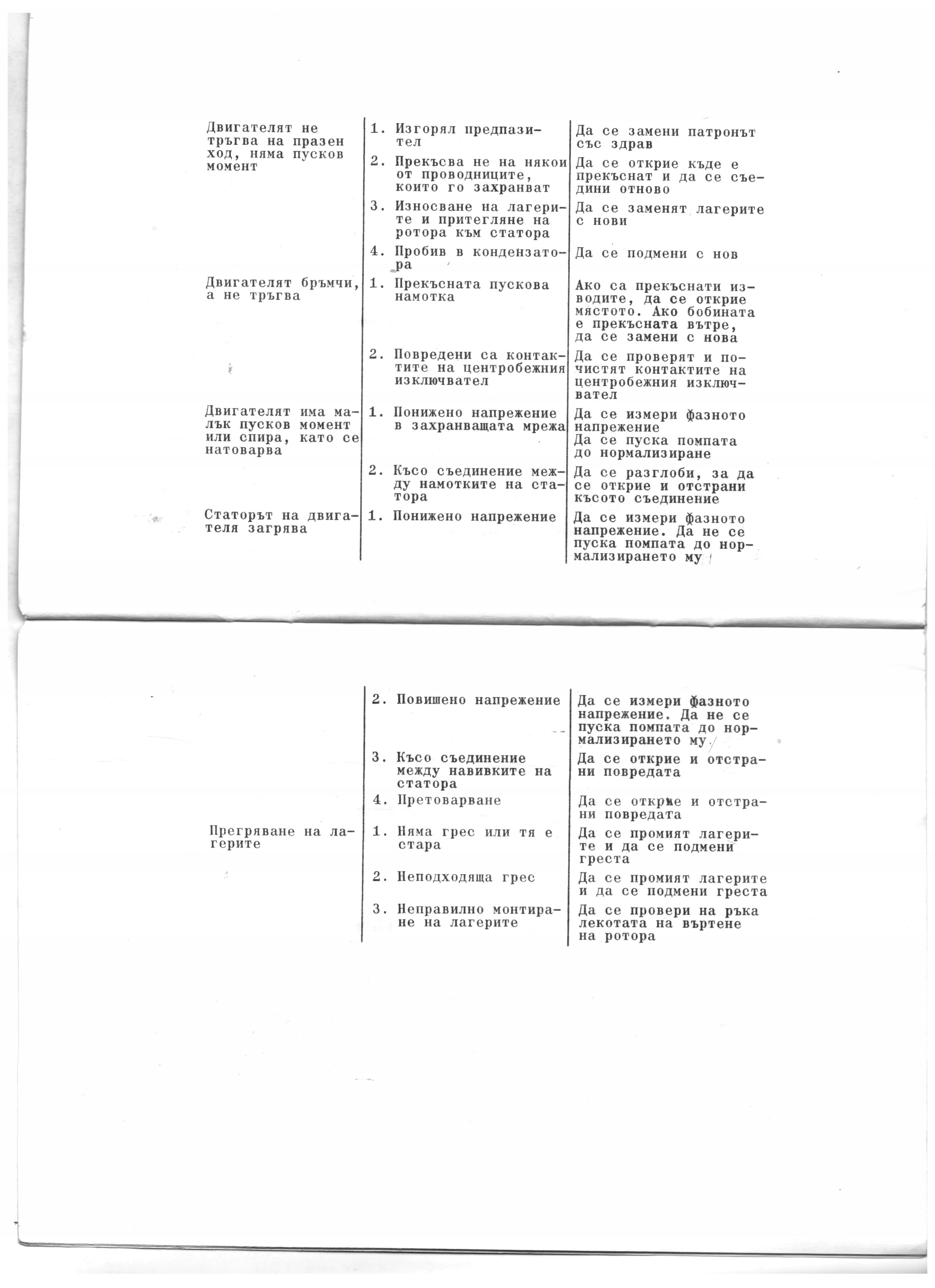
ОТСТРАНЯВАНЕ НА ПОВРЕДИ на ЕДНОСТЪПАЛНИТЕ ЦЕНТРОБЕЖНИ ПОМПИ ВИДА
Едностъпални центробежни помпи Вида Ednostapalni centrobezhni pompi VidaЕдностъпални центробежни помпи Вида Ednostapalni centrobezhni pompi Vida
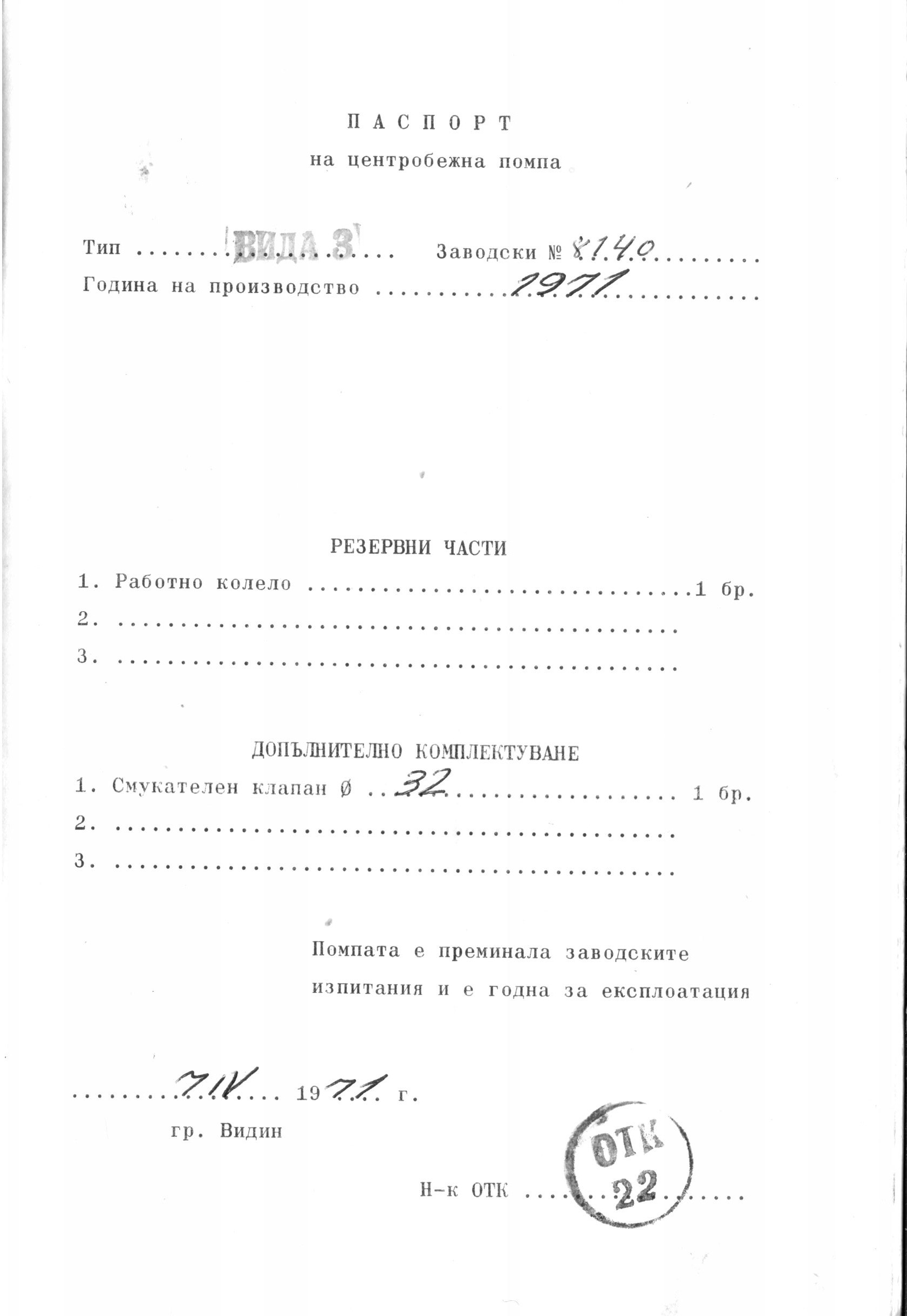
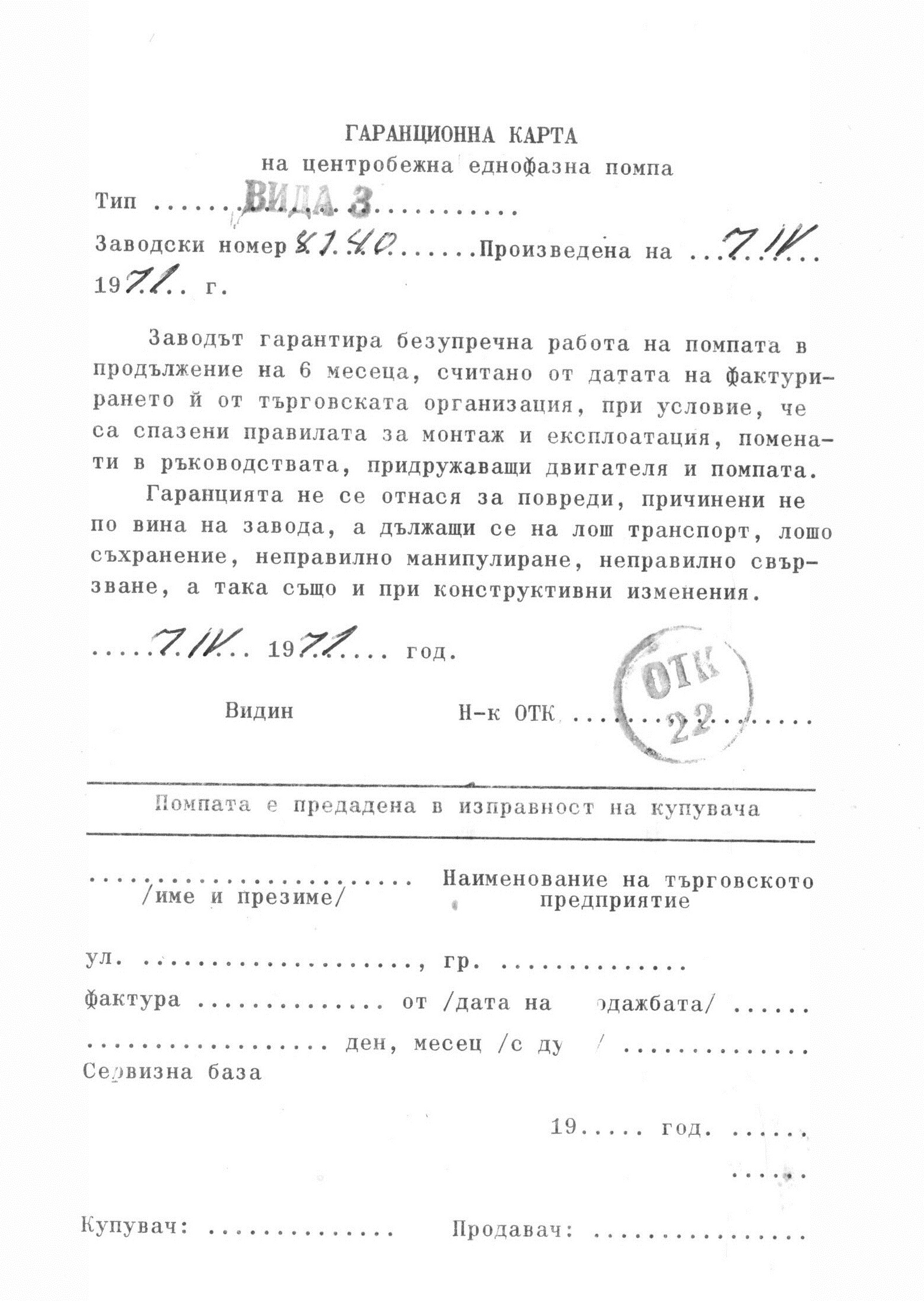
А ето тук два уникални документа – техническият паспорт при покупко-продажбата и гаранционната карта на една такава едностъпална центробежна помпаВида– 1971 г.!:
Едностъпални центробежни помпи Вида Ednostapalni centrobezhni pompi VidaЕдностъпални центробежни помпи Вида Ednostapalni centrobezhni pompi Vida
А ето тук още една наша хитова статия за същия този ДМЗ Видин:
Вижте в Сандъците – Sandacite за приставката циркуляр ПЦ 150!
Pristavka cirkulyar PC150
Приставката-циркуляр ПЦ-150 се произвежда от завод Елпром Ловеч от 1982 г.
ПРЕДНАЗНАЧЕНИЕ HA ИЗДЕЛИЕТО
Приставката-циркуляр тип ПЦ-150 е леснопреносимо, високоефективно съоръжение, което се задвижва от ръчна електрическа пробивна машина. Предназначена е за рязане на дърво, дървесни и други неметални материали.
Приставкатаможе да се използува в помещения от клас не по-висок от П-П съгласно ПСТН-1978 г. Не се допуска използването й при:
наличие на взривоопасна среда (газове, пари, прах);
наличие на химически активна среда в концентрация, която може да разруши бързо металите и изолациите;
температура на околния въздух под — 10°С и над + 40°С.
Задължително да се спазват изискванията в инструкцията за монтаж и експлоатация на задвижващата машина.
Забранено е да се разбичват едновременно по ня колко детайла в пачка без специално приспособление, осигу ряваицо притискане към направляващата линия и плота.
Напречното разкрояване на дъски и други детайли с дължина по-малка от 30 см на циркуляра с ръчно подаване да се извършва с помощта на специални приспособления, снабдени с притискащи устройства.
Забранено е надлъжно разкрояване на фасонирани материали по-къси от 30 см и по-тесни от 8 см, без употребата на специални тласкачи.
Разкрояването на иглолистни дъски с широчина до 10 см и широколистни до 8 см да се извършва само при използуване на приспособления за притискане на материала към линеала на плота.
Забранено е разбичването на обли материали за занаятчийска преработка.
Забранено е подаването с ръце на материали за раз- бичване на разстояние по-близко от 30 см от циркулярния трион.
Забранено е докато не се изключи двигателя и се спре напълно движението на трионите, да се отварят ограждащите (предпазните) устройства и предпазните капаци.
Работникът, обслужваш циркуляра, да бъде винаги с пояс или престилка от гьон или от подходящ гумиран материал, да стои встрани от обработвания материал и да не се намира в равнината на въртене на циркулярния трион.
Преди започване на работа проверете:
правилно ли е поставена задвижващата машина в присъединителното гнездо на приставката;
правилно ли е поставена и затегната скобата, притягаща шийката на пробивната машина;
добре ли е затегнат винтът, фиксираш тялото на приставката при регулиране дълбочината на рязане
добре ли е затегната крилчатата пластмасова гайка, фиксираща тялото на приставката при рязане под наклон.
Преустановете работата с приставката при възникване на Някоя от следните повреди:
при повреда на пробивната машина (виж „Паспорт“ на пробивната машина);
при заклинване на циркулярния трион;
при разхлабване на болта за регулиране дълбочината на рязане;
при разхлабване на гайката за регулиране наклона на рязане.
При използване на приставката като ръчен трион абсолютно е забранено да се поставят планки I и II и носачът на малкия предпазител, за да се осигури свободно движение на предпазителя за циркулярния трион.
При работа с приставката-циркуляр повече от 4 часа на смяна, задължително да се използуват индивидуални средства за защита от шума.
При използване на приставката циркуляр ПЦ 150 за битови цели, за предпазване на хората от вредното въздействие на шума, следва да се спазват следните изисквания:
с циркуляра да се работи само през деня, като общата продължителност на работа в жилищни помещения да не надвишава 30 минути на ден;
при работа в дворове, гаражи и отдалечени от жилищни здания помещения продължителността на работа да не превишава 4 часа на ден;
Забранено е необезопасен или технически неизправен циркуляр да се пуска в работа.
Силата на подаване, прилагана от ръцете на оператора върху ръкохватките на електроинструмента (при работа на триона като ръчен), не трябва да превишава стойността, съответствуваща на номиналната мощност на задвижващата машина.
При спазване на това условие и при използване на пробивна машина тип УПМ2-16, виброскоростта в местата на контакт на ръкохватките с ръцете на оператора не превишава стойностите, посочени в табл.2.
Таблица 2
Средногеомет-
8
16
31,5
63
125
250
500
1000
рична честота на октавните ленти, Hz
Стойност на виброскоростта
m.s.-1.10-3
20
20
20
20
18
12
9
6.3
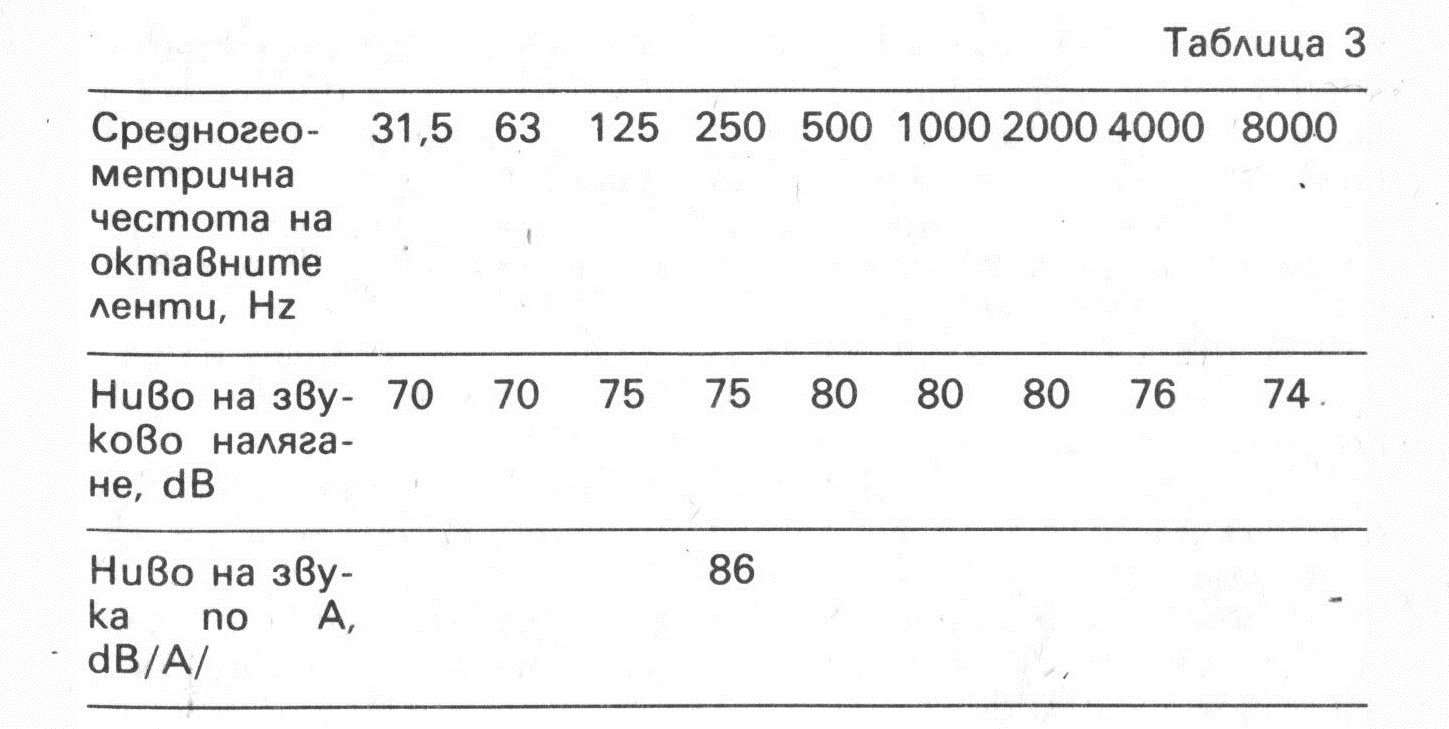
Нивото на шума при работа на триона като ръчен, задвижване с пробивна машина тип УПМ2-16 и рязане на чамов материал, не превишава граничните нива, посочени в табл. 3.
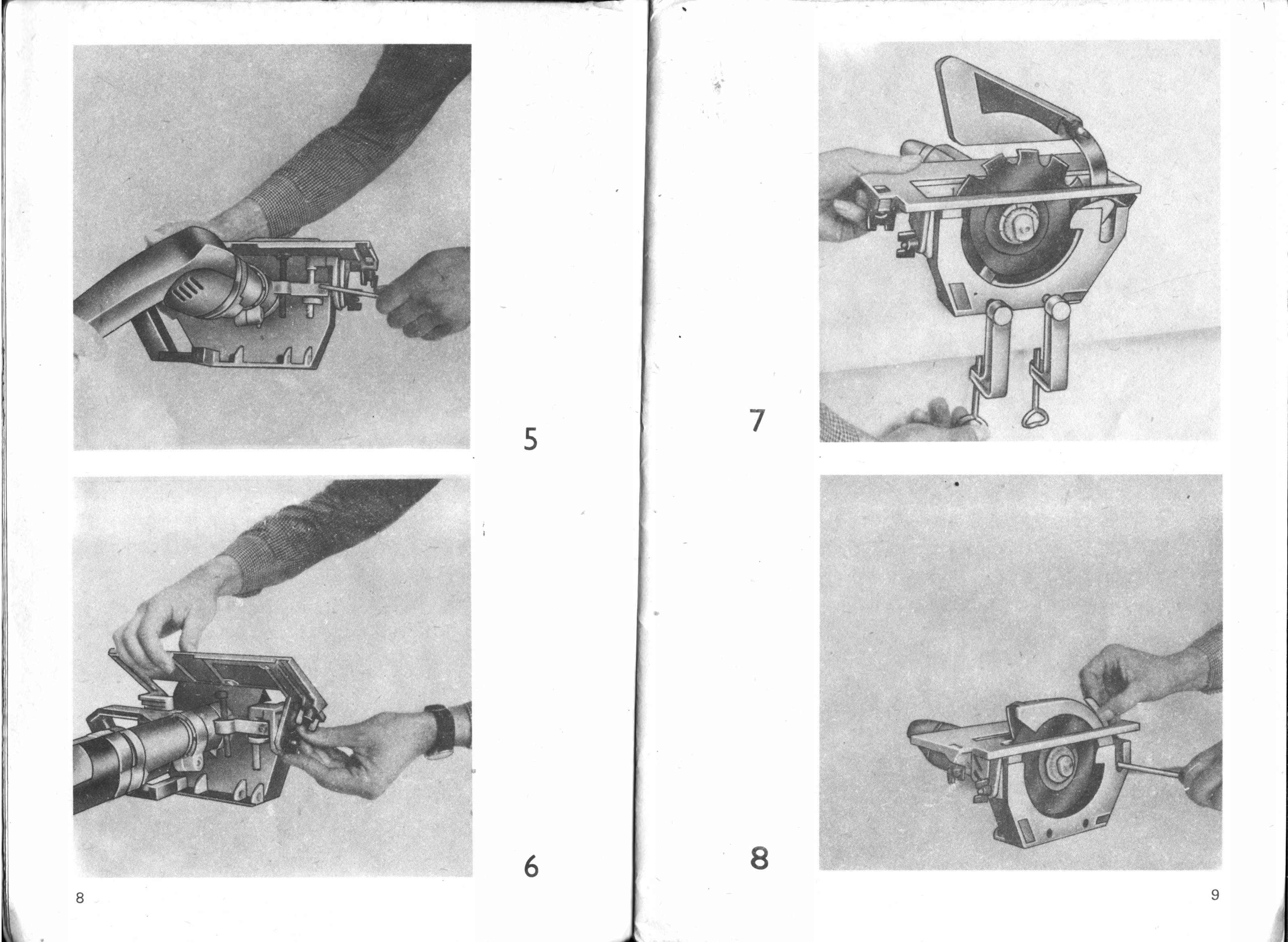
Монтиране на приставката-циркуляр тип ПЦ-150 в стационарно положение (фиг. 7)
с помощта на две скоби закрепете добре циркуляра към масата;
отстранете направляващия нож (фиг. 8);
приберете предпазителя на циркулярния трион в тялото така, че да потъне под работната повърхност на плота;
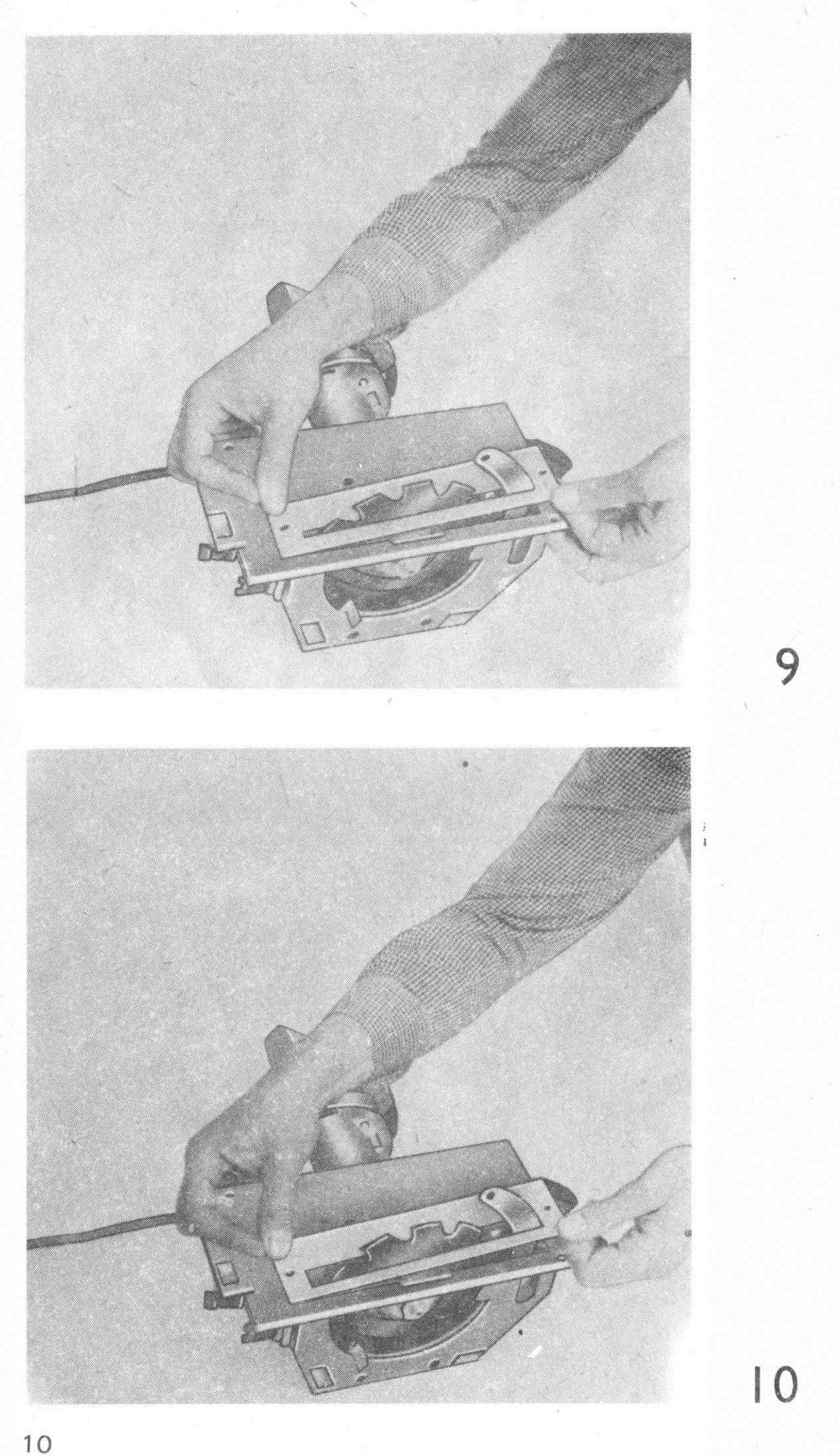
в правоъгълния отвор на плота монтирайте планка I, когато притискащите циркулярния трион шайби са в положение „0″ (фиг. 9) или планка II (с широк прорез), когато притискащите шайби са в положение „1″, „2″, „3″, „4″, „5″, „mах“ (фиг. 10);
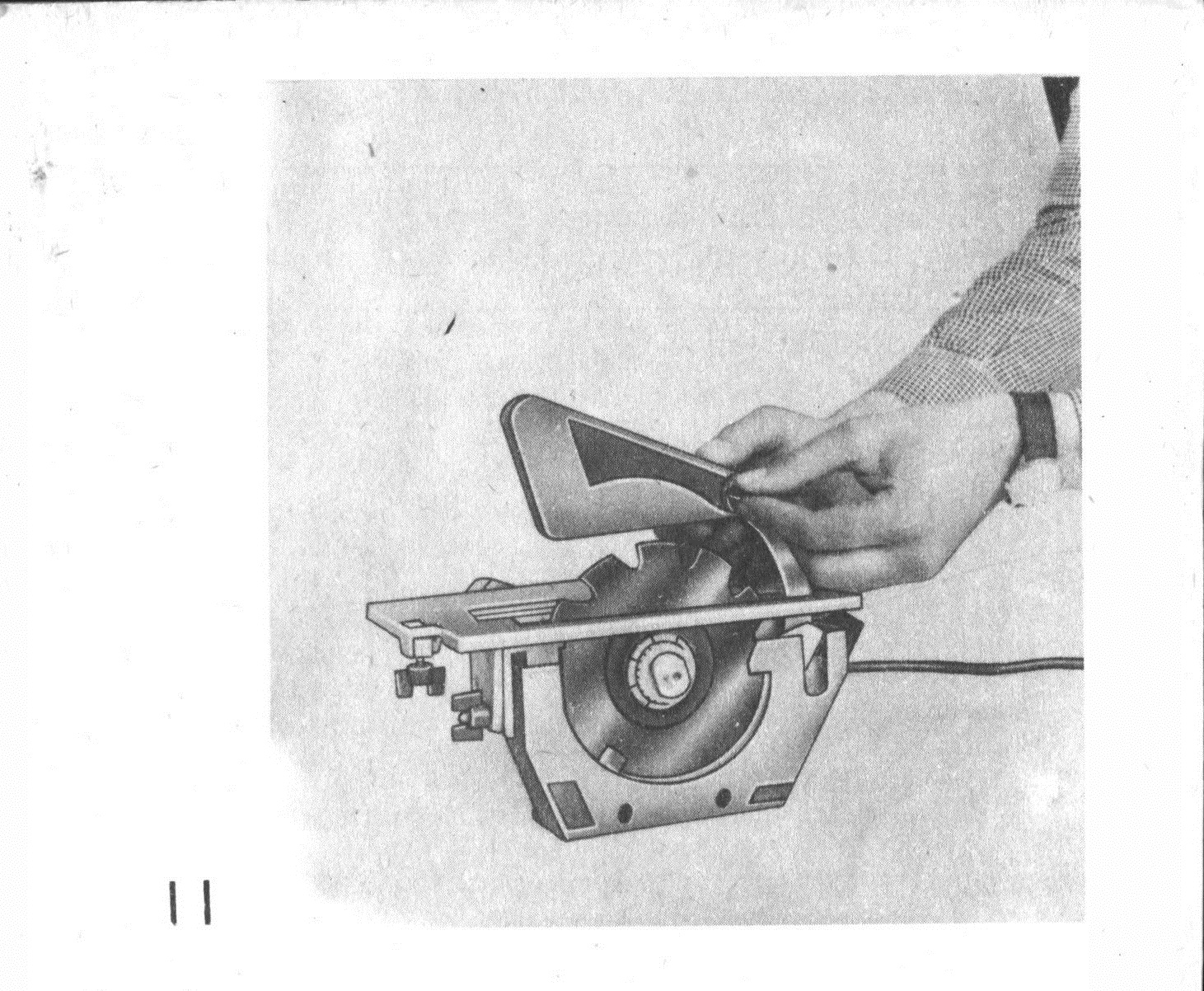
на мястото на направляващия нож монтирайте малкия предпазител (фиг. 11).
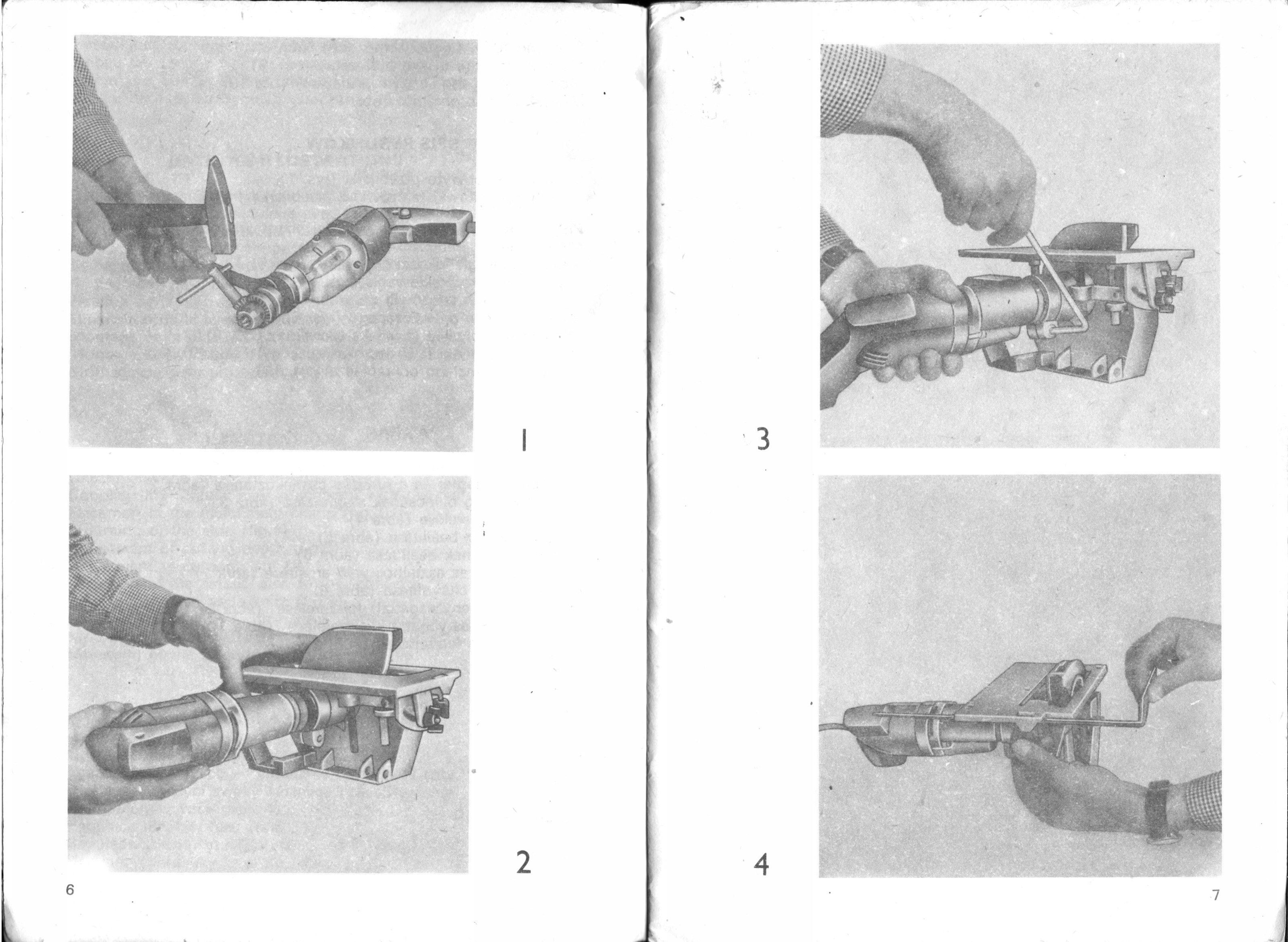
СПИСЪК НА ИЛЮСТРАЦИИТЕ:
Отвиване на патронника на пробивната машина (фиг. 1)
Съединяване на приставката-циркуляр с пробивната машина (фиг. 2)
Затягане захващащата скоба на приставката (фиг. 3) Монтиране на ограничителя (фиг. 4)
Регулиране дълбочината на рязане (фиг. 5)
Регулиране наклона на рязане (фиг. 6)
Закрепване на циркуляра към маса (фиг. 7) Отстраняване на направляващия нож (фиг. 8) Монтиране планка I (с тесен прорез) (фиг. 9) Монтиране планка II (с широк прорез) (фиг. 10) Монтиране на малкия предпазител (фиг. 11)
Български електрокарни батерии в Сандъците – Sandacite!
Balgarski elektrokarni baterii Balkankar
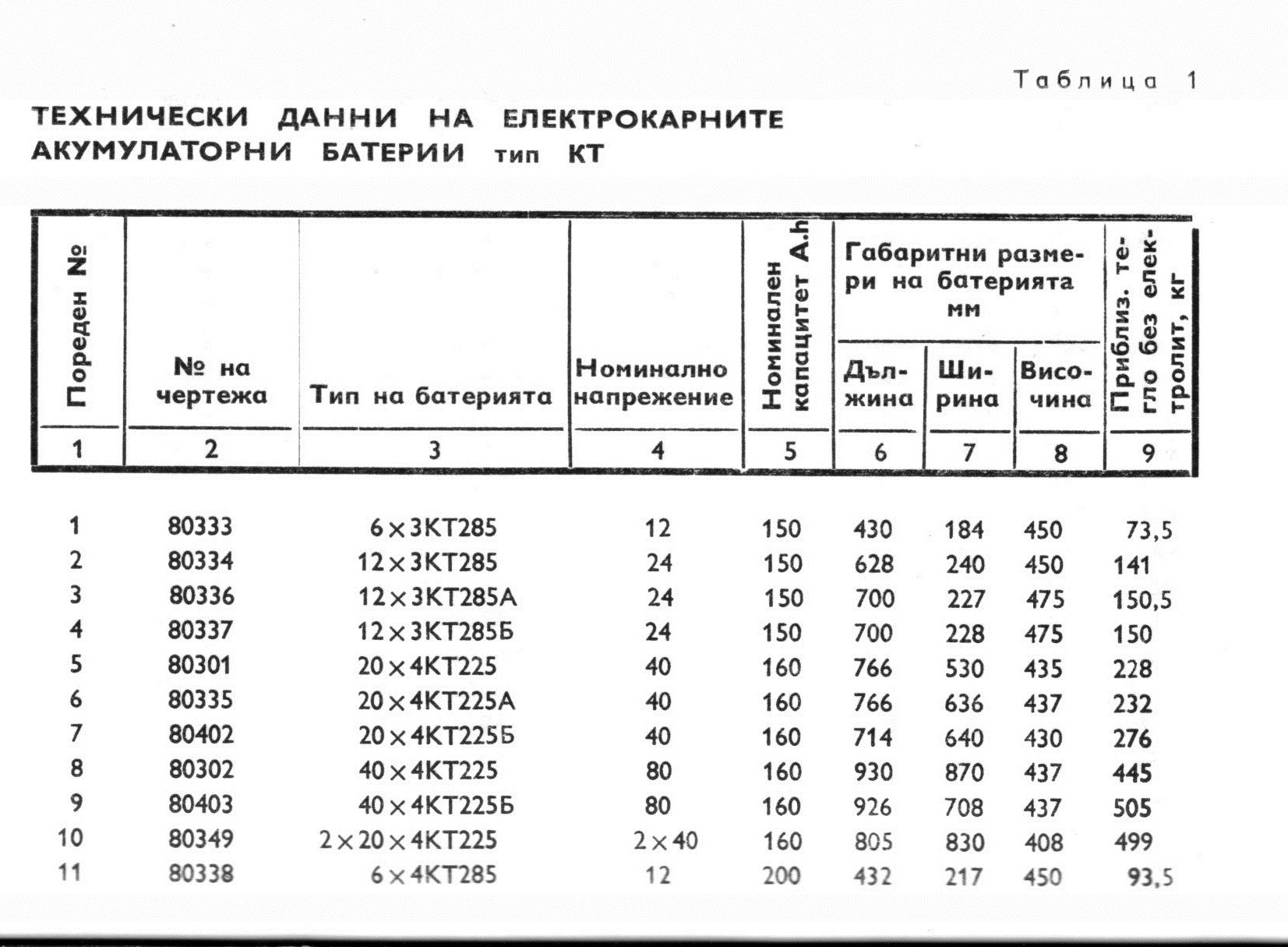
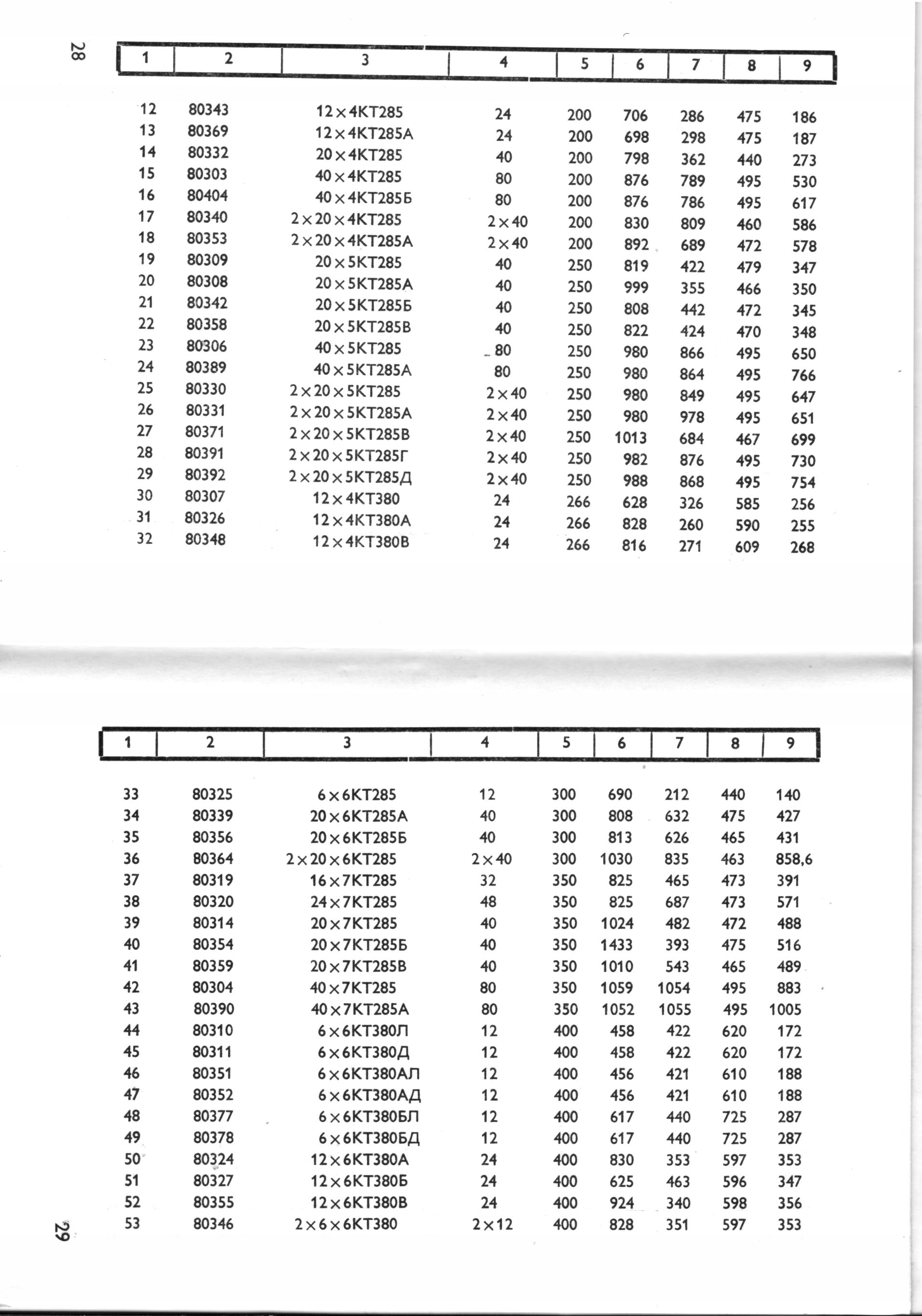
Българските електрокарни акумулаторни батерии тип КТ са произвеждави от Акумулаторния завод Методи Шаторов в Пазарджик. Теотговарят на изискванията на БДС 5845-70 и са предназначени за захранване с електрическа енергия на двигателите на електрокарите. Доставят се в сухо (без електролит) незаредено състояние. Върху табелката на електрокарната батерия са нанесени следните означения:
заводска марка «Балканкар»
тип на батерията
номинален капацитет в амперчаса
номинално напрежение във волта
гъстота на електролита
пореден заводски номер
маркировка на ОТК
КРАТКО ОПИСАНИЕ
Решетъчни плочи, отделени с микропорести сепаратори, игелитови сепаратори и сепаратори от стъклено влакно са монтирани в ебонитовите кутии на елементите на електрокарната батерия.
Определен брой елементи, наредени в дървени или метални сандъци, свързани с междуелементни съединители, образуват електрокарната батерия.
Съединителите са заваръчна конструкция. Пространството между кутиите и капачките на елементите е запълнено със заливна смола. Два полюсни извода, означени със знаците (-{-) и (—), служат за присъединяване на кабелните връзки на електрокара към батерията.
СЪХРАНЕНИЕ И ТРАНСПОРТ
Електрокарните акумулаторни батерии се складират в сухи проветриви помещения с постоянна температура от —25°С до + 45°С, отдалечени най-малко на 1,5 м от отоплителни тела и предпазени от преки слънчеви лъчи.
Транспортират се в закрити превозни средства за предпазване от навлажняване. За избягване на механични повреди, батериите трябва да бъдат плътно и неподвижно прикрепени към пода на превозното средство.
Не е допустимо нареждане на батериите една върху друга.
ПОДГОТОВКА НА ЕЛЕКТРОКАРНИТЕ АКУМУЛАТОРНИ БАТЕРИИ ЗА ЕКСПЛОАТАЦИЯ
След разопаковане на батерията и почистване на капачките на елементите и на свързващите съединители от прах, и след като се констатира, че няма видими повреди, вентилите се свалят и се изваждат уплътнителните шайби на отворите.
Акумулаторните елементи се заливат с електролит (киселина сярна акумулаторна) с гъстота 1,275 ± 0,005 при 30°С (за тропически климат 1,230 ± 0,005 при 30° С) и температура в границите от 5’С до 25° С.
Електролитът трябва да покрие предпазната решетка. Същото ниво се поддържа и при експлоатация.
Ако при ареометричните измервания температурата на електролита е по-ниска или по-висока от 30°С, получените стойности за гъстотата трябва да се приведат към температура ЗО° С, като на всеки един градус съответно се извади или прибави константата 0,0007.
П р и м е р:
Ако ареометричното отчитане е 1,245 при 40° С, то гъстотата на електролита при 30°С ще бъде:
1,245 + 0,0007 х (40—30) = 1,245 + 0,0070 = 1,252
Времето за пропиване на плочите е от 3 до 5 часа.
За това време температурата на електролита трябва да спадне до този на околната среда (от+15° С до—25° С). В противен случай, времето за пропиване се продължава до 12 часа. След това се проверява нивото на електролита и в случай че е по-ниско от горепосоченото, се долива електролит със същата гъстота.
Ако пропиването продължи повече от необходимото време, получава се дълбока сулфатизация, която удължава първото зареждане и намалява трайността на батерията.
Повърхността на батерията се избърсва с парцал, навлажнен с разтвор от натриев карбонат (1 кг/10 л. вода), така че в никакъв случай разтворът да не попада вътре в елементите. След това повърхността се изсушава със сух вълнен парцал, за да се избягнат електроутечките и корозията на металните части и сандъка. Металните части се намазват с тънък слой вазелин, който трябва да се поддържа редовно по време на експлоатация.
Вентилите трябва да се поддържат винаги чисти, а отворите им — отпушени.
Забележка:
Описаното почистване с последващо намазване на металните части трябва да се прави след всяко зареждане на батерията.
Проверява се полярността на елементите и правилността на свързването им, след което полюсите на батерията се свързват с едноименните полюси на токоизправителя — плюс с плюс и минус с минус.
Подготовката на електрокарната акумулаторна батерия за експлоатация и нейното зареждане трябва да се провежда от технически компетентно лице, което да води журнал, съдържащ следните данни:
а. При подготовка и зареждане
дата и час на заливане на елементите с електролит;
гъстота и температура на електролита за заливане;
температура в елемента след заливане с електролит и през 1,5—2 часа по време на пропиването — най-малко на 4 елемента от различни места в батерията;
начало и край на зареждането; зареждащ ток и време на измерването; начало и край на разреждането и разреждащ ток;
температура на електролита, измервана през час по време на зареждането и разреждането;
напрежение на всеки елемент в края на всяко зареждане и разреждане;
гъстота на електролита в началото и в края на зареждането.
б. По време на експлоатация
начало и край на зареждането и зареждащ ток;
температура на електролита след работа, преди включване за зареждане;
напрежение на елементите след работа, преди включване за зареждане;
гъстота на електролита преди и след зареждането;
температура и напрежение на елементите след завършване на зареждането;
проведени изравнителни зареждания — тяхната продължителност, напрежение на елементите, гъстота и температура на електролита;
дата и час на получените неизправности на батерията, като се посочат естеството и начина на отстраняването им.
Измерване гъстотата на електролита, температурата и напрежението.
Гъстота
За измерване гъстотата на електролита се употребява ареометър, който трябва да се държи винаги чист, за да се получат точни резултати. Засмуканият електролит трябва винаги да се връща напълно в елемента, от който е взет — без загуби. При зареждане и експлоатационно разреждане, измерването да се извършва на пет последователни едни и същи елементи на батерията. При следващи измервания за препоръчване е елементите да се сменят, като се започне от положителния извод на батерията. По този начин появяващите се съвсем малки загуби се разпределят между отделните елементи.
При изравнително зареждане се измерва гъстотата на всички елементи, като се започне от положителния извод.
Температура
Измерва се съгласно изискванията — в края на зареждането и след разреждането. Използват се термометри с обхват от 0° С до 100° С, градуирани през 1° С. Термометърът трябва да се потопи добре в електролита и да престои няколко минути, след което да се отчете температурата.
Измерването трябва да се извърши най-малко на четири елемента от различни места на акумулаторната батерия, като поне един елемент да бъде от тези, на които е измерена гъстотата. При изравнително зареждане да се спазва същото изискване.
Напрежение
Измерва се под товар преди включване за зареждане и в края на зареждането.
Използва се волтметър с клас на точност най-малко 0,5 и вътрешно съпротивление най-малко 300 ома/волт.
При измерването трябва да се осигури добър контакт, да се изчаква успокоение на стрелката и да се отчита без паралаксни грешки. Отчита се напрежението на цялата батерия и на елемента, на който е измерена температурата от контролната група за гъстотата.
При изравнително зареждане се измерва напрежението на всички елементи, като се започне от положителния полюсен извод, и резултатите се записват под тези за гъстотата на електролита.
Зарядните помещения трябва да бъдат закрити, снабдени с вентилационни уредби за отстраняване на отделящите се газове и с възможност за поддържане на температура от 10°С до 25°С.
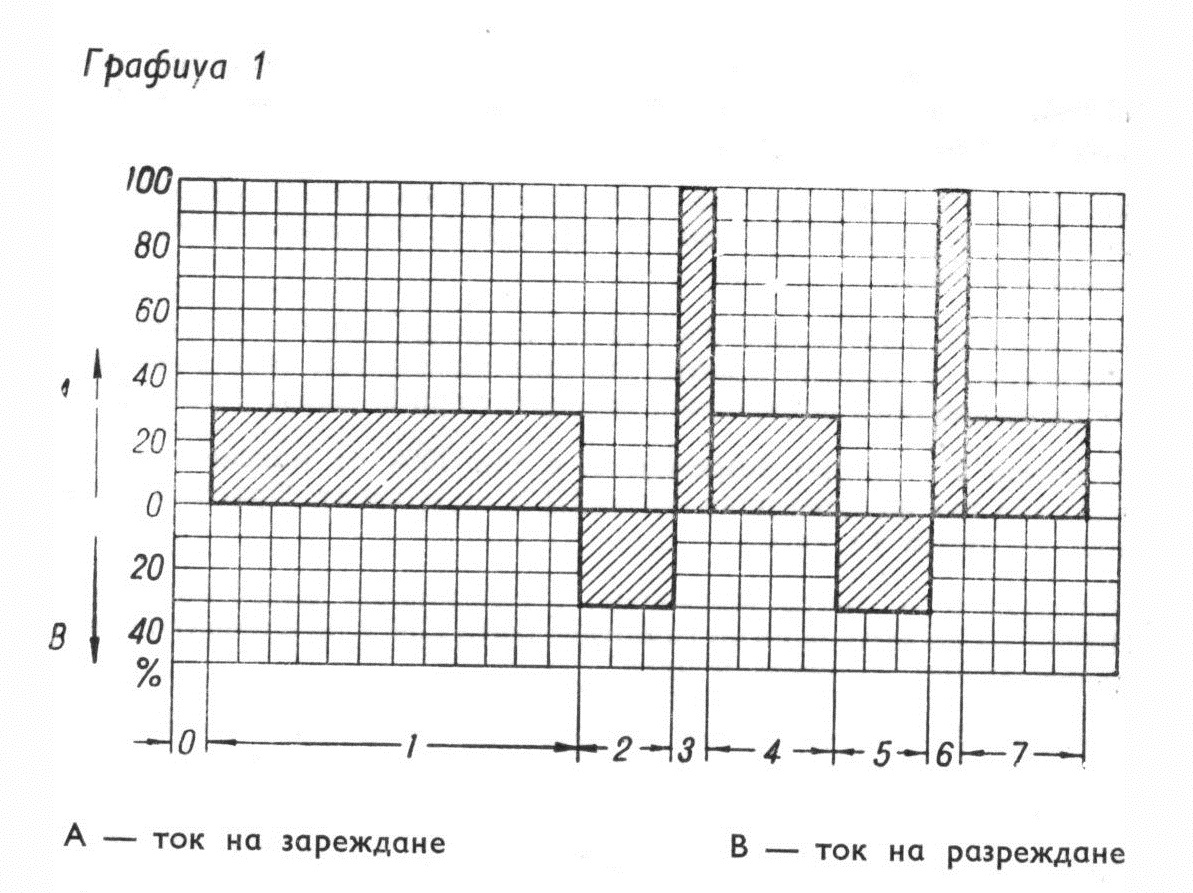
Първоначалната разработка на електрокарните акумулаторни батерии трябва да се извършва съгласно приложената графика 1.
Български електрокарни батерии Балканкар Balgarski elektrokarni baterii Balkankar
Отделните интервали, означени в графиката имат следното значение:
Интервал 0 — време на покой, след като новата батерия е залята с електролит. Продължителност — от 3 до 5 часа, максимум до 12 часа.
Интервал 1 — първо зареждане, с ток, равен на 30 % от максимално допустимия ток на зареждане. Времетраене — около 60 часа.
Забележка:
Стойностите на максимално допустимия ток на зареждане са еднакви с дадените в таблица 2, графа 6.
Интервал 2 — първо разреждане, с ток, равен на 30 % от максимално допустимия ток на зареждане — до достигане на напрежение 1,7 V на елемент. Продължителност — около 15 часа.
Интервал 3 — второ зареждане, с максимално допустимия ток (100%), докато започне газоотделяне (2,4 V на елемент). Продължителност — около 5 часа.
Интервал 4 — продължение на второто зареждане, с ток 30% от максимално допустимия ток на зареждане. Продължителност — около 20 часа.
Зареждането в интервали 3 и 4 се провежда до този момент, докато въведеното в акумулаторната батерия количество електричество достигне два пъти номиналния капацитет при 5-часово разреждане
Интервал 5 — второ разреждане, с ток 30 % от максимално допустимия ток на зареждане — до 1,7 V на елемент. Продължителност — около 15 часа.
Интервал 6 — трето зареждане, с максимално допустимия ток (100%) — до започване на газоотделянето (2,4 V на елемент). Продължителност — около 5 часа.
Интервал 7 — продължение на третото зареждане, с ток 30% от максимално допустимия ток на Зареждане. Продължителност — около 20 часа.
Зареждането в интервали 6 и 7 се провежда до този момент, докато въведеното в акумулаторната батерия количество електричество достигне два пъти номиналния капацитет при 5- часово разреждане.
Забележка:
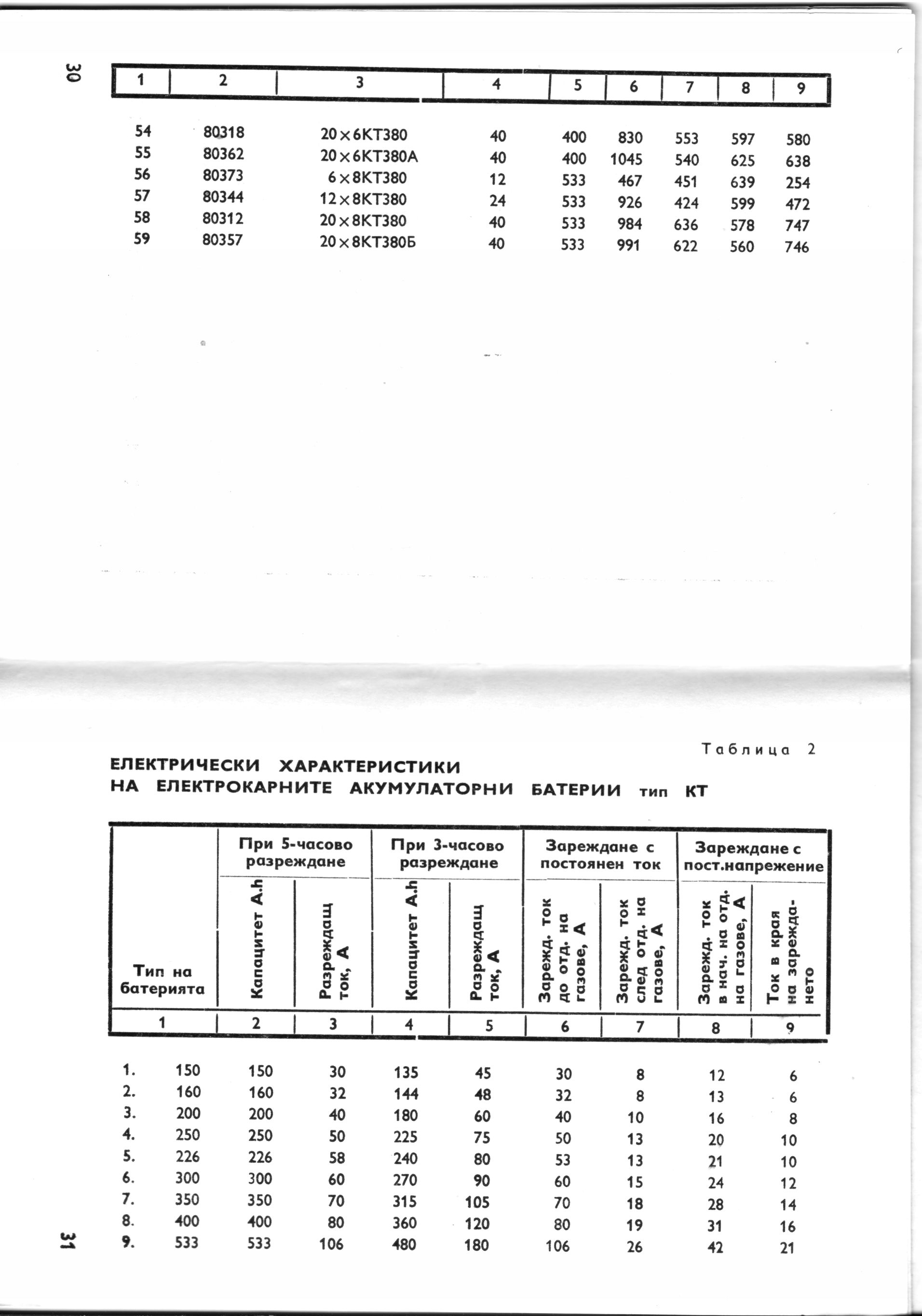
Стойностите на електрическите величини са дадени в таблица 2.
Определяне състоянието на пълна зареденост на акумулаторната батерия.
Батерията се счита за заредена, когато напрежението и гъстотата в продължение на 2—3 часа останат постоянни и газоотделянето е обилно. Тези показатели и температурата се измерват периодично през 1 час към края на посоченото време на зареждане, като данните се нанасят в журнала. Ако зареждането продължи по-дълго време от необходимото, гъстотата на електролита продължава да се увеличава слабо, вследствие на разлагане на водата, което не трябва да се смесва с нормалното й нарастване по време на зареждането.
Забележка:
Зареждане, по-продължително от необходимото, т. е. презареждане; е недопустимо — получава се повишение на температурата и корозия на решетките. г /к
Стойности на измерваните величини при зареден елемент.
а. На гъстотата —1,275 ± 0,010 при зо° С (за тропически климат 1,230 ± 0,010 при 30° С). При температури, различаващи се от посочената, гъстотата да се приведе към нея, както е описано в настоящия раздел, т. 2.
б. На напрежението -2,50V до 2,60V при 35°С или 2,65V до 1,/bV — при батерия, свързана с токоизправителя (под напрежение). Да не се забравя, че напрежението зависи от температурата. г
На температурата – максималната допустима температура е 40 С. При положение, че по време на зареждането температурата надвиши посочената стойност, намалява се зареждащия ток, като пропорционално се увеличава времето на зареждане, или ее прекъсва зареждането до нейното спадане.
Забележка:
По-високите температури при зареждане водят до намаляване трайността на електрокарнатабатерия.
Коригиране на гъстотата — 1,275 ± 0,010 (за тропически климат — 1,230 ± 0,010)
Ако гъстотата след зареждане се различава от изискваната, тя се коригира чрез прибавяне на електролит с гъстота 1,350—1,400 или дестилирана вода. След всяко прибавяне на електролит или вода, зареждането се продължава още 2 часа, с ток 30% от максимално допустимия ток, за пълно хомогенизиране на електролита. След това се отчита получената гъстота.
Проверка и коригиране нивото на електролита.
а) по време на зареждането се проверява редовно нивото на електролита и, ако спадне под посоченото в настоящия раздел, т. 2, коригира се с дестилирана вода;
б) при коригиране на гъстотата се коригира и нивото на електролита.
При спадане на нивото на електролита под горния край на плочите, те сулфатизират, намалява се капацитетът на батерията, а вследствие на това и трайността й.
Батерията, разработена при спазване на всички изисквания, посочени в настоящия раздел, се монтира в електрокара в напълно заредено състояние и с поставени вентили.
Български електрокарни батерии Балканкар Balgarski elektrokarni baterii Balkankar
ЕКСПЛОАТАЦИЯ И ОБСЛУЖВАНЕ НА ЕЛЕКТРОКАРНИТЕ АКУМУЛАТОРНИ БАТЕРИИ
А. РАЗРЕЖДАНЕ
Разреждащият ток на батериите при експлоатация практически е неограничен, но той влияе върху капацитета им. Този ток зависи от степента на натоварване на електрокара. В интерес на капацитета и трайността на батериите трябва да се избягва ток, по-голям от максимално допустимия.
Температура. Капацитетът зависи от температурата. Например при 0° С капацитетът е само 70 % от номиналния. През зимата батериите да не се оставят дълго време на открито, в бездействие.
Заредените батерии да се държат през зимата в отоплявани помещения. При температура —7,7° С електролитът на разредената батерия (1,100) замръзва.
Напрежение. Напрежението при разреждане е толкова по-ниско, колкото е по-голям разреждащия ток. Чрез крайното напрежение се установява границата на разреждане.
Крайно напрежение при разреждане —1,7 V на елемент (за батерията се получава, като се умножи 1,7 V по броя на елементите).
При спадане на напрежението под 1,7 V на елемент, батерията е дълбоко разредена. Вследствие на дълбокото разреждане, плочите се натоварват механически, което води до намаляване трайността на батерията и се затруднява пълното й зареждане.
Не разреждайте батерията повече от 1,7V на елемент.
Забележка:
При разреждане на батерията, тя трябва да се подложи на зареж- дане, колкото е възможно по-скоро (особено през зимата), за да се избегне сулфатизацията й.
Б. ЗАРЕЖДАНЕ
След като батерията бъде разредена до 1,7V на елемент, тя се подлага незабавно на зареждане.
В противен случай се получава механическо натоварване, намаляващо трайността на батерията. Зареждането се провежда по един от двата метода:
При постоянен ток — при регулируемо съпротивление с ток, посочен в таблица 2, до започване на газоотделянето, т. е. докато напрежението стане 2,4V на елемент, измерено под напрежение. След това зареждащият ток трябва задължително да се намали до 25% от неговата първоначална стойност и зареждането да се продължи докато напрежението достигне стойностите, посочени в раздел «Подготовка на електрокарните акумулаторни батерии за експлоатация», т. 11-6.
При постоянно напрежение — при този способ зареждането се провежда през постоянно съпротивление, включено между източника на зареждащия ток и батерията. Съпротивлението се подбира така, че в момента на газоотделяне, т. е. напрежение 2,4 V на елемент, да протича следния ток:
За тип КТ 225 — по З А за всяка положителна плоча в елемент
За тип КТ 285 — по 4 А за всяка положителна плоча в елемент
За тип КТ 380 — по 5 А за всяка положителна плоча в елемент
Забележка:
И при двата метода на зареждане да се спазват изискванията, посочени в раздел «Подготовка на електрокарните акумулаторни батерии за експлоатация.
В. ИЗРАВНИТЕЛНО ЗАРЕЖДАНЕ НА БАТЕРИЯТА
Редовното изравнително зареждане на батерията подобрява работата и увеличава трайността й.
Всяка батерия при зареждане трябва да се доведе до дефинирано заредено състояние. При това обаче, не винаги се извършва пълно химическо преобразуване на активната маса и могат да се проявят неравномерности в зареденото състояние на отделни елементи.
За осигуряване на достатъчна зареденост на всички елементи, трябва да се провежда изравнително зареждане.
След завършване на нормалното зареждане на акумулаторната батерия съгласно настоящия раздел, т. Б, се извършва изравнително зареждане с ток 1/6 до 1/5 от максимално допустимия ток на зареждане, докато гъстотата на електролита и напрежението на елементите останат непроменени в продължение на 4 часа.
Изравнително зареждане се провежда още:
а. Редовно — всеки месец.
б. Ако батерията се използува много малко или електрокарът се движи ненатоварен — всяка седмица.
в. Ако батерията по изключение е била разредена до напрежение, по-ниско от допустимото (1,7V на елемент) — веднага след това.
Г. НЕИЗПРАВНОСТИ НА ЕЛЕКТРОКАРНИТЕ БАТЕРИИ
Износване на батериите — стареене. Стареенето на батериите зависи от начина на експлоатация и обслужване. Стареенето се появява вследствие на механични натоварвания на плочите по време на зареждането (при положителните плочи — и под въздействието на газоотделянето при зареждане), което довежда до загуби на активна маса, отделяща се като шлам на дъното. В резултат на електрохимичните процеси старее и решетката, главно на положителните плочи. За намаление на въздействието на тези фактори е необходимо да се спазва настоящата инструкция.
Къси съединения
Редовният предписан контрол на електрокарните батерии осигурява своевременно откриване и отстраняване на късите съединения. Те възникват при следните случаи:
При допиране на две съседни плочи, когато сепараторите са проведени.
При изпадане на активна маса, която отстрани или на дъното, образува мост между плочите.
При денридопрорастване.
При попадане на метални части в елемента.
Късите съединения рушат плочите и трябва да се отстраняват веднага. Късото съединение се установява по това, че елементите, в които е получено, изостават в газоотделянето към края на зареждането, често пъти загряват и гъстотата на електролита в тях е по-ниска, в сравнение с останалите елементи. Измерваното напрежение в покой с останалите елементи. Измерваното напрежение в покой не показва винаги наличието на къси съединения. След отстраняване на късите съединения се провежда изравнително зареждане.
Сулфатизация
При неправилна експлоатация и съхранение на батерията, става натрупване на оловен сулфат в едрокри- стална форма, който се втвърдява и разрушава активната маса.
Сулфатизиралите батерии имат по-малка трайност.
Отличителни белези на сулфатизацията
а) значително намаляване капацитета на батерията;
б) по-малка гъстота на електролита в заредено състояние;
в) по-високо напрежение на елементите по време на зареждане;
г) по-силно загряване на елементите по време на зареждане. Отстраняване на сулфатизацията
а) ако сулфатизацията е слаба, отстранява се, като след нормално зареждане се проведе изравнително зареждане;
б) при напреднала сулфатизация, батерията трябва да се зареди с ток 1/6 от максимално допустимия ток зареждане, докато гъстотата на електролита се запази постоянна в продължение на 4 часа;
в) при много сулфатизирали плочи, електролитът се излива изцяло от елементите, налива се дестилирана вода и батерията се зарежда с ток, по-малък от 1/6 от максимално допустимия ток на зареждане, докато гъстотата остане неизменна в продължение на 4 часа. След това се прави корекция на електролита и допълнително зареждане с ток 1=0,05.С5А (С5 — капацитет на батерията при 5-часов режим на разреждане.)
Презареждане
Презареждането предизвиква корозия на положителните плочи и разрушаване на активната маса. Допуска се само в случаите, посочени в инструкцията.
Недозареждане
Постоянното недозареждане предизвиква постепенно повреждане на елементите и е една от причините за деформация на плочите. За неговото избягване е необходимо да се провежда изравнителното зареждане, предписано в настоящата инструкция.
Замърсяване на електролита
При експлоатация на електрокарнитебатерии да се поддържа необходимата чистота на електролита, съгласно БДС 1844-67. По време на работа и съхранение елементите да бъдат с поставени вентили. Батерията да бъде покрита.
Въвеждането на чужди примеси в електролита предизвиква и разрушаване на плочите.
Д. ПРИ ЕКСПЛОАТАЦИЯ НА ЕЛЕКТРОКАРНИТЕ АКУМУЛАТОРНИ БАТЕРИИ ‘ НЕ ТРЯБВА ДА СЕ ЗАБРАВЯ:
Ежедневно
Да се почистват отворите на вентилите.
Да се свалят вентилите преди зареждането и дасе поставят два-три часа след завършване на зареждането. ^
Да се проверява и поддържа нормално ниво на електролита във всички елементи. Проверката да се извършва с електрическо фенерче.
По време на експлоатация не се допуска доливане с електролит, освен в случаите, когато е установено, че загубите са вследствие на изтичена от кутията.
Нивото на електролита в разработената батерия да се поддържа само с дестилирана вода.
Да се следи и незабавно да се отстраняват късите съединения.
Да се извършват измерванията, изисквани в настоящата инструкция — гъстота, напрежение, температура.
Ако при зареждане температурата се повиши над + 40°С, трябва да се намали зареждащият ток, като съответно се удължи времето на зареждане, или да се изключи батерията.
При включване на батерията към токоизправителя, зареждането да започне, когато се установи, че той е в изправност и съответните полюси са свързани правилно.
Да не се зарежда с ток, по-голям от предписания в инструкцията (таблица 2).
В студено време, особено в началото на експлоатацията (първите 20—25 дни), батерията да се натоварва по-малко, тъй като нейният капацитет е по-малък.
Батерията да не се разрежда повече от 1,7 V на елемент.
Да се поддържа предписаната чистота.
Да не се поставят метални предмети върху повърхността на батерията.
Да се води журнал съгласно изискванията на инструкцията за употреба, в който да се записват всички неизправности и тяхното отстраняване, с дата и час. В журнала да се отбелязват и случаите, в които:
а) някои от елементите изискват често доливане с дестилирана вода;
б) гъстотата на електролита в някой елемент спадне под 1,265;
в) гъстотата в кой да е момент нарасне над 1,285;
г) температурата се повиши над 40° С (за тропически климат — над 50° С).
Ежеседмично
Съединителите и полюсните изводи да се почистват и смазват с тънък слой вазелин.
Да се провежда предписаното изравнително зареждане.
Да се проверява дали газоотделянето на всички елементи е равномерно.
Да се проверява здравината на полюсните изводи и съединителите.
Ежемесечно
Да се извършва изравнително зареждане.
Неизползваните заредени акумулаторни батерии да се подлагат на контролно разреждане, съгласно интервал 2 на графика 1, с последващо зареждане.
Да се измерва зареждащият ток при газоотделянето и в края на зареждането. При по-големи стойности — да се измерва и напрежението на мрежата (на зарядното устройство).
Всички съединителни електропроводящи части да бъдат затегнати, за да се осигури добър контакт. При лош контакт нараства преходното съпротивление и се получава загряване — намалява се капацитетът на батерията и се явява опасност от разтопяване на полюсните изводи. Не е изключен и взрив в батерията, вследствие на образуването на искри.
Всички триещи се части на електрокара трябва да бъдат добре смазани, а гумите — винаги напомпани, за да се избегне претоварване на батерията вследствие на увеличените съпротивления.
Е. РЕМОНТ НА БАТЕРИЯТА
Ремонтът на батерията, по възможност, да се извършва в заредено състояние.
Батериите от типа КТ се произвеждат със съединители от заваръчен тип и заляти със смола капачки на елементите. При необходимост от демонтаж и монтаж на съединителите, се постъпва по един от следните начини:
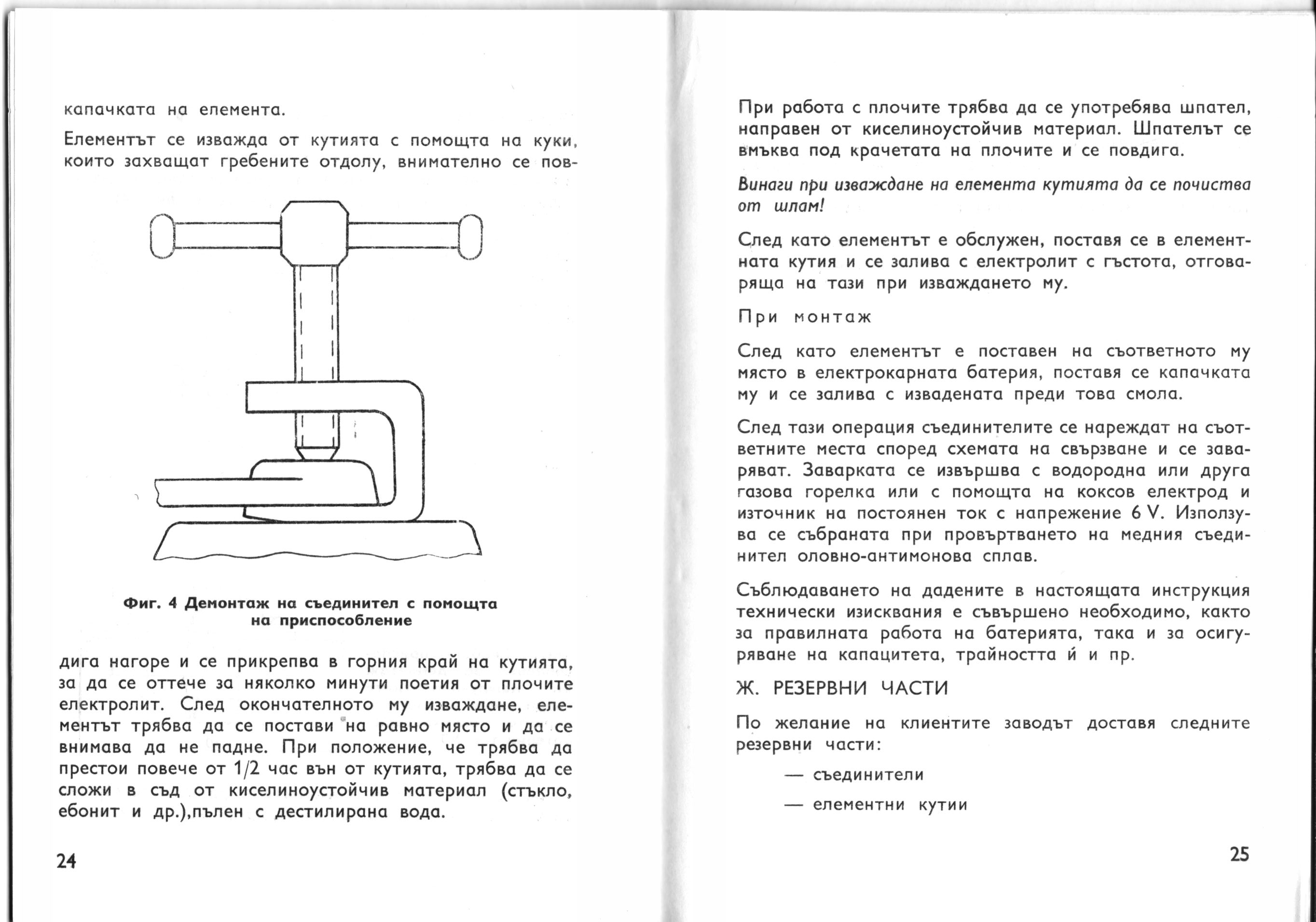
При демонтаж
С преносима ръчна или електрическа бормашина, при диаметър на свредела — за елементи КТ 225 и КТ 285— 019 мм, а за елементи КТ 380—0 24 мм, се провъртва отвор върху мястото на заварката на съединителя с гребена на елемента, докато съединителят се освободи от гребена и може да се извади (фиг. 1).
С помощта на коксов електрод и източник на постоянен ток с напрежение 6 волта се разтопява центърът на заварката до освобождаване на съединителя (долната фигура):
Батерията е изработена съгласно изискванията на чертежите и на БДС 5845-70 (за тип КТ трайност при лабораторни изпитания 800 цикъла до 80% от номиналния капацитет).
При правилно съхранение в сухо състояние и на сухо място, съгласно изискванията на инструкцията, заводът гарантира месеца експлоатация от датата на зареждането, но не повече от ________________________ месеца от деня на продажбата от завода-производител при условие, че се спазва точно инструкцията за първоначалната разработка и за следващата експлоатация на батерията. В случай на спор за действителна се счита датата на производството на батерията.
При представяне на правилно попълнен сертификат за качество, рекламации не се приемат.
Цените на такситата през социализма в Сандъците – Sandacite
Cenite na taksitata prez socializma
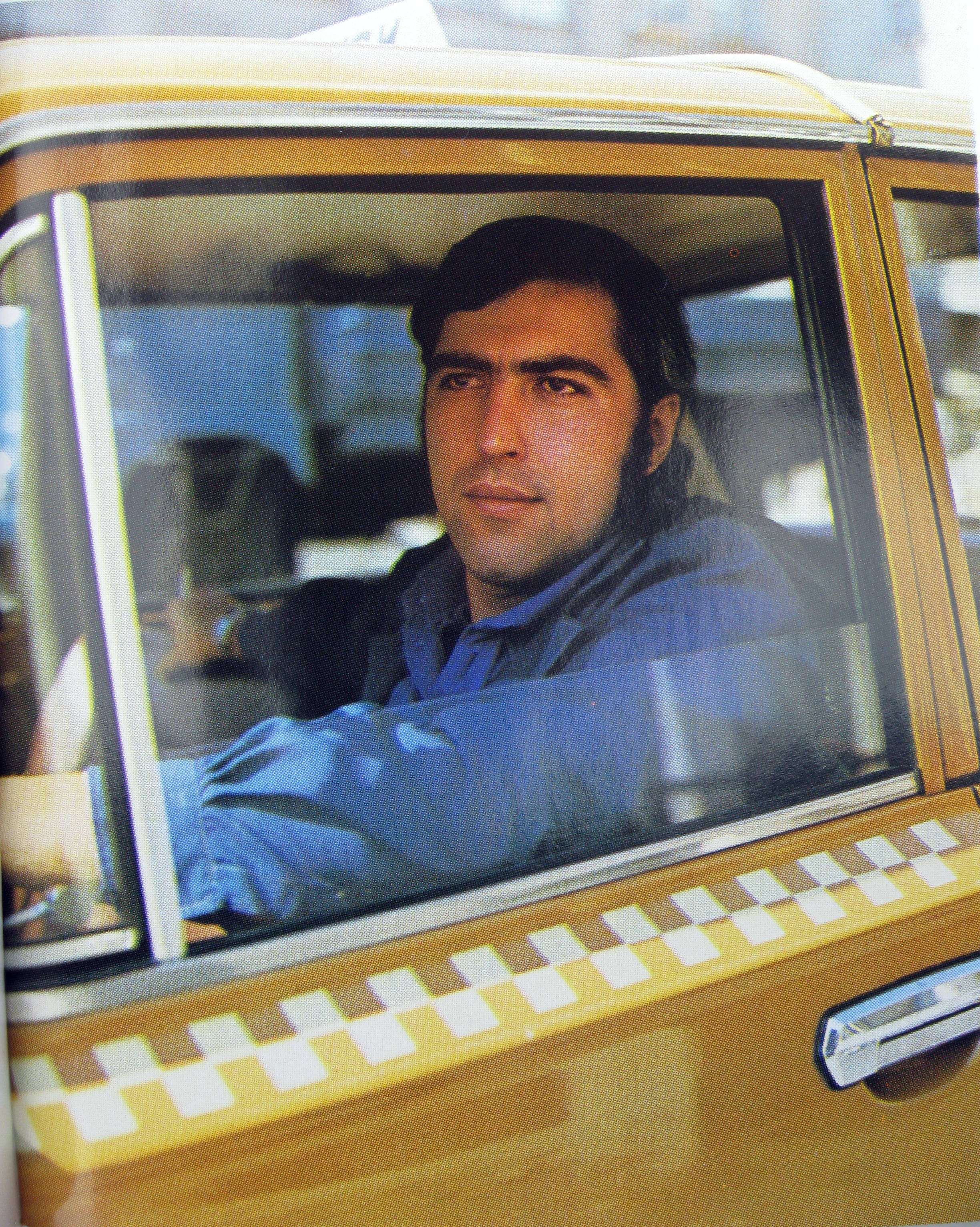
Следният текст е от 1966 г. и ни дава представа как са се формирали и какви са били цените на таксиметровите услуги преди 50 години.
,,При ползуването на таксиметровите автомобили от пътниците се заплаща за всеки изминат километър и за всяка минута престой. Такава тарифна система се нарича комбинирано заплащане. Същността на този начин на заплащане се състои в това, че при спиранията (при светофарите, на кръстопътищата, при спирания по искане на пътника) или при движение с много малка скорост заплащането става в зависимост от времето. При движение на таксиметровия автомобил заплащането става в зависимост от изминатите километри. За автомобили, които не са снабдени с таксиметров апарат, изминатото разстояние се отчита по километража на автомобила. При автомобили, снабдени с таксиметров апарат, се отчита едновременно изминатото общо разстояние, платения пробег, платения престой и общата сума, която трябва да заплати пътникът, ползуващ таксиметровия автомобил.
Освен прилаганата у нас комбинирана тарифа съществуват сще две системи: 1) заплащане по време и 2) заплащане на километър.
При заплащане по време пътникът плаща стойността ка пътуването в зависимост от времето, през което таксиметровият автомобил е на негово разположение, включително и времето за подаване на автомобила. Заплащането се пресмята по стойността на един автомобилочас.
При заплащане на километър пътникът заплаща стойността на пътуването по разстоянието на превоза. Заплащането в този случай се пресмята по стойността на един автомoбилокилoметър. Последните две системи са по-несъвършени и затова по-рядко се прилагат.
Ползуването на таксиметровите автомобили у нас се заплаща въз основа на единните тарифи в зависимост от изминатото разстояние и големината (броя на местата) на таксиметровите автомобили.
За таксиметровите автомобили до 4 места за пътници се взема първоначална такса 0,30 лв. и по 0,16 лв. за всеки изминат километър.
За таксиметровите автомобили, които имат над 4 места за пътници, се взема първоначална такса 0,40 лв. и по 0,20 лв. за всеки изминат километър.
Престоите по искане или по вина на ползуващия автомобила се заплащат по 0,02 лв. на минута независимо от големината на автомобила. На всеки 100 км пробег пътникът има праьо на 30 минути безплатен престой, като при това се заплаща само първоначалната такса при тръгването.
Когато автомобилът е снабден с таксиметров апарат, пътникът заплаща само сумата, която показва таксиметровият апарат.”
Източник:
Петрушев, Йордан, Кл., Куцаров, Никола Ив., Макавеев, Харалампи П.. Експлоатация, обслужване и ремонт на автомобила :. Учебник за III и IV курс на техникумите по механотехника и по автотранспорт, специалност Автомобили – експлоатация, обслужване и ремонт /. София :, Техника,, 1967., 544 с. :
Болгар ТК-80 е май третата тракторска статия в Сандъците – Sandacite!
Traktor Bolgar TK-80+ rakovodstvo + video
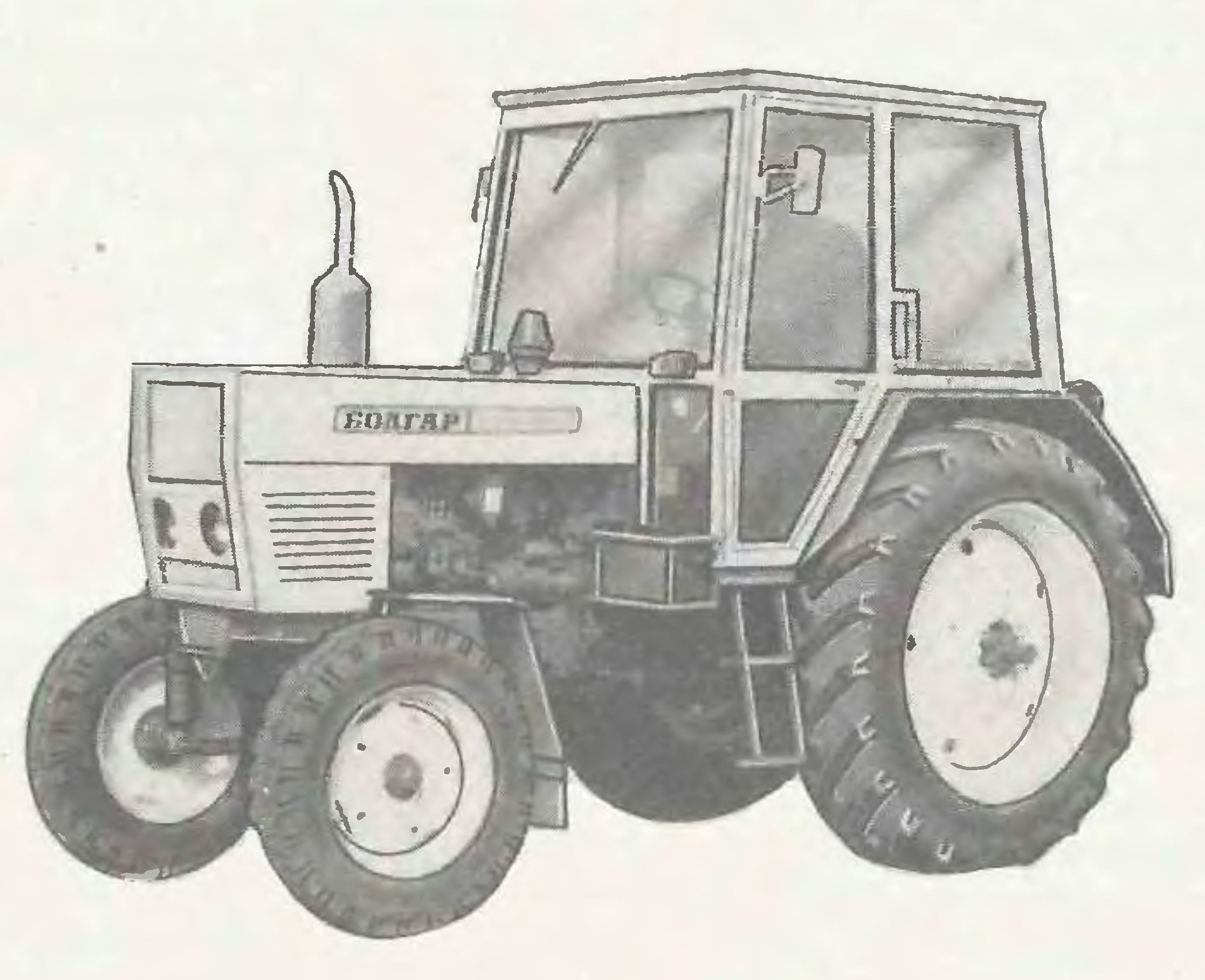
Колесният трактор Болгар ТК-80 е универсален селскостопански трактор от клас 1,4 тс. Произвежда се от 1980 г. в Тракторостроителния завод в Карлово.
Тракторът е изпълнен по общоприетата схема за селскостопански трактори и има полурамна конструкция. Полурамата се състои от две П-образни греди, съединени в предната си част с лята греда,
Шасито на трактора се състои от полурамата, корпусите на съединителя, скоростната кутя и задния мост. В предната част е монгиран двигателят. Двигателят със задната си плоча е здраво закрепен към корпуса на съединителя и с помощта па шарнирна опора е установен на предната греда. На предната греда са монтирани също така водният и масленият радиатори, транспирантът за регулиране на температурния режим на двигателя и хидроусилвателят на кормилното управление.
Непосредствено зад двигателя са разположени механизмите на трансмисията- съединителят; понижаващият редуктор и скоростната кутия, осигуряващи 18 скорости напред и 4 назад; на лявата страна на корпуса на скоростната кутия може да бъде монтиран (като допълнително оборудване) ходонамалител, който в съчетание с понижаващия редуктор и скоростната кутия осигурява още 4 скорости напред и 4 назад; задният мост с автоматичната система за блокиране на диференциала; задният вал за отнемане на мощности с двускоростния независим (540 и 1000 об/мин) и синхронния (3,5 об/м път) приводи; страничният вал за отнемане на мощност (754 об/мин — без понижаващия редуктор, и 5 0 об/мин с понижаващия редуктор) и ремъчната шайба (859 об/мин на I скорост на ВОМ и 1590 об/мин на II скорост) могат да бъдат монтирани като допълнително оборудване.
Трактор Болгар ТК-80Traktor Bolgar TK-80
При трактораБолгар ТК-80 предните колела са направляващи, а задните — водещи. Колелата са снабдени с пневматични гуми с ниско налягане — размерите на гумите на предните колела са 200—508 (7,5—20) , на задните 400—965 (15,5—38) Р. Като допълнително оборудване могат да бъдат доставени гуми 465-762 (18,4/15-30).
Задните водещи колела са монтирани на полуосите на крайните предавки. Предните направляващи колела са монтирани на шенкелите на предната ос, монтирана шарнирно в ушите на предната греда на полурамата. Масата на трактора се предава на предните колела чрез цилиндрични пружини, които са поместени вътре в подвижните конзоли и осигуряват подресоряване на предната част на трактора Колеята на трактора е променлива и може да се регулира в границите от 1200 до 1800 мм по предните колела и от 1400 до 2100 мм по задните. За предпазване на кабината от опръскване с кал са поставени калници (калниците на предните колела са закрепени към шенкелите, а калниците на задните колела са едно цяло с пода на кабината) U увеличаване на сцепните качества на трактора могат да се поставят допълнителни тежести на задните колела, а за подобряване управляемостта на трактора — допълнителни тежести на предната греда.
Междувременно ето и видео от работния процес при описвания трактор:
Разделно-агрегатната хидравлична система на трактора — с хидроувеличител на сцепното тегло и силов (позиционен) регулатор, позволява работа па трактора със селскостопански машини, оборудвани с опорни колела или без тях. На корпуса на съединителя е монтиран корпусът на хидроагрегатите – маслен резервоар, на който е закрепена хидравличната помпа, разпределителят на хидросистемата хидроувеличителят на сцепното тегло и механизмът за управлението им. Акумулаторът на хидроувеличителя на сцепното тегло е закрепен към левия ръкав и на полуоста на задното колело Изводите от разпределителя на хидросистемата за изнесените цилиндри са разположени в средната част на трактора, на корпуса на хидроагрегатите; от маслопроиводите на левия и тесен цилиндър има допълнителни изводи към задната част на трактора.
Трактор Болгар ТК-80 Traktor Bolgar TK-80
Основният цилиндър и силовият регулатор са поместени на капака на задния мост под пода на кабината. На задната стена на корпуса на идния мост е разположено навесно устройство за навесване на селскостопански машини и оръдия на труда, представляващо от само себе си шарнирен четиризвенник с регулируеми по дължина държани. За работа с прикачни машини към надлъжните рамене на навесния механизъм се монтира напречна греда с прикачна вилка. При транспортни работи може да се постави буксирно устройство и хидравлична кука с управление от хидросистемата,
На трактора Болгар Тк-80 е монтирана пневматична система, осигуряваща управление на спирачките на ремарке с еднопроводна спирачна система.
Електрооборудването е с прав ток с минимално напрежение 12 волта. В системата на електрооборудването на трактора влизат: генератор за променлив ток с вградени изправители, акумулаторни батерии, реле регулатор, електрофакелен подгревател, стартер, фарове, указатели на завит е, стоп сигнали, габаритни светлини, електрическа стъклочистачка, звуков сигнал, плафон, седемщепселна розетка и розетка за преносната лампа, контролно- измерителни прибори и превключваща апаратура.
Трактор Болгар ТК-80 Traktor Bolgar TK-80
Кабината на трактора е херметизирана със защитен скелет и се закрепва към шасито в четири точки на каучукови тампони. Тя е съоръжена е; торсионно едноместна седалка с хидроамортизатор, коя го се регулира съобразно ръста и теглото на тракториста, аптечка, плафон, закачалка за дрехи, стъклочистачки, противослънчева козирка с огледала за обратно виждане.
Вентилацията на кабината в Болгар ТК-80се осъществява чрез отваряне на задното стък ло и покрива на кабината. Вратите имат устройство за фиксиране в отворено положение при влизане в кабината (забранява се да се работи на трактора с отворени врати). За удобство при влизането и излизането от кабината е предвидено преместване на кормилното колело напред. Има също двустъпална стълба с ръчка за хващане. Положението на кормилното колело се регулира вертикално в границите на 120 мм. Двата горивни резервоара с общ обем 130 л и акумулаторните батерии са изнесени вън от кабината.
По желание на клиента (при предварителна заявка) тракторът е можел да се достави с кабина, без кабина или със сенник. Конструкцията на трактора позволява към него да се монтира допълнително работно оборудване (поставя се при отделно заплащане при допълнителна заявка на клиента): ремъчна шайба, страничен вал за отнемане на мощност, ходонамалител, хидравлична прикачна кука, буксирно устройство, допълнителни тежести и колела с гуми 475-762 (18,4/15-30).