В Sandacite.BG сега изнамерихме един малко познат вид електронни лампи – тези с пръчкова конструкция.
Електронни лампи с пръчкова конструкция
Ако си спомняте, преди години Ви направихме една голяма серия статии за всякакви видове електронни лампи, цокли за тях, как се заменят, как се попревят и т.н. Наскоро обаче попаднахме на информация за един вид, който мислим, че не сме разгледали достатъчно подробно, и затова сега ще си наваксаме пропуска.
Става дума за т.н. лампи с пръчкова конструкция. Когато са били разработвани – през 40-те – 50-те г. на ХХ век – е взето предвид, че обикновените лампи с навити решетки притежават редица недостатъци. Траекториите на електроните, движещи се към анода на тези лампи, са твърде различни по дължина и форма. Само малка част от електроните се движат по най-краткия път към анода. Поради различията в тези траектории се затруднява правилното управляване на електронния поток и се увеличава собственият шум в обикновените лампи. Значителна част от електронния поток попада на решетките, които имат положителен потенциал, и образува във веригите им токове, които увеличават разхода на енергия от източника за захранване. В резултат се получава лошо използване на емисията на катода и това пречи да се създадат достатъчно икономични лампи. Производството на лампите с навити решетки тогава е сравнително сложно и все още изисква много ръчен труд. Освен това се получават значителни различия в параметрите на лампите, а тяхната механична устойчивост и сигурност в работата също са недостатъчни.
УСТРОЙСТВО
Устройството на лампите с пръчкова конструкция е такова, че в тях са отстранени до голяма степен посочените по-горе недостатъци. Всяка решетка в тези лампи има конструкция във вид на метални пръчки, между които преминава електронният поток към анода.На горната фигура схематично е показано схематично принципното устройство на лампа с пръчкова конструкция, като за простота е изобразена само половината от лампата. В действителност системата от електродите е разположена симетрично от двете страни на катода и поради това наляво от него се намира втората половина на решетките р1, р2, р3, р4 и анода, които представляват също такива пръчки като показаните на фигурата. Електроните в подобна система се движат от катода към анода по почти успоредни траектории с еднаква дължина. Встрани от катода е разположена управляващата решетка, която е във вид на две пръчки с правоъгълно сечение. По такъв начин тази решетка стои настрана от електронния поток.
Електронни лампис пръчкова конструкция
На пръв поглед може да се помисли, че така тя няма да може да управлява електронния поток. В действителност обаче електрическото поле, създавано от зарядите на решетката р1, влияе твърде ефикасно върху електронния поток, при условие че катодът има малка дебелина. Поради това пръчковата конструкция се използва главно в лампи с пряко отоплявани катоди във вид на тънка жичка За да се разбере по-добре принципът на конструкцията, на нашата фигура 1 не е спазен мащабът. Дължината на пръчките в сравнение с разстоянията между тях в действителност е значително по-голяма. Представа за относителните размери на електродната система и елементите на ламловата конструкдня дава фиг. 2 долу, в която е показано устройството на съветската лампата 1Ж17Б с пряко отопляван катод и пръчкова конструкция. От фигурата се вижда, че екранната и защитната решетка имат по две двойки пръчки, които са заварени в горната си част. В долната част една ог пръчките е изведена навън. От анода е направен извод върху балона. Пръчките на всички електроди преминават през отворите на няколко слюдени плочки, които осигуряват неизменно взаимно разположение на електродите.
Електронни лампи с пръчкова конструкция
Устройство на пентода 1Ж17Б: 1 – траверса на катода; 2 – катод; 3 – трета решетка; 4 – втора решетка; 5 – екран; 6 – анод; 7 – гетер; 8 – слюда; 9 – първа решетка
ПРЕДИМСТВА
Както забелязвате, своеобразната конструкция на електродите на лампите от този тип има за цел осъществяването на по-съвършено управление на електронния поток, основано на принципите на електронната оптика. Тук тази задача е изпълнена успешно. Електроните се движат от катода, към анода между пръчките на решетките и могат въобще да не попадат на решетките с положителни потенциали. Траекториите на електроните са най-къси и имат приблизително еднаква дължина. Електронният поток се получава равномерен и управляването му става по-ефикасно. Значително се подобрява използването на емисията на катода.
В тези лампи са възможни някои по-различни принципи на управление на анодния ток. Например, ако от пръчките на управляващата решетка се направят отделни изводи и на тях се подадат променливи напрежения с различна честота, се получава нов метод за преобразуване на честотата.
Производството на лампите с пръчкова конструкция е значително по-просто от това на обикновените лампи с навити решетки. ,,Пръчковите“ лампи се изработват с машини без съприкосновението на човешка ръка, което осигурява изключителна чистота на производството и висока точност на монтажа. Едновременно с това се намаляват рязко различията в параметрите – те не превишават 5 %. Устойчивостта, сигурната работа и дълготрайността на лампите с пръчкова конструкция са много високи.
Поради доброто използуване на емисията на катода и рационалното управление на електронния поток лампите с пръчкова конструкция са значително по-икономични от обикновените лампи. По-късно са разработени и лампи с батерийно захранване, които при отоплително напрежение 0,625 волта консумират отоплителен ток само 12 милиампера и работят при анодно напрежение 10—15 волта. Това обаче не е граница и съществуват реални перспективи за по-нататъшното намаляване на отоплителния ток и анодното напрежение. При използването в лампите на още по-тънки отоплителни жички отоплителният ток може да се намали до 5 милиампера.
Лампите с пръчкова конструкция имат много интересни свойства. Така например са конструирани лампи, екранният ток на които е равен на нула, т. е. електроните въобще не попадат на проводника на тази решетка. Входното съпротивление на новите лампи е няколкократно по-високо от това на лампите с навити решетки. Шумовете в пръчковите пентоди са приблизително същите както в триодите с обикновена конструкция. Възможно е създаването на лампи с различни по форма характеристики.
НЕДОСТАТЪЦИ
Като недостатък на лампите с пръчкова конструкция може да се посочи трудността за получаването на висока стръмност. В началото на 60-те г. напр. тя не превишава няколко милиампера на волт. Стръмност от този порядък обаче е характерна и за много лампи от обикновен тип. Освен това в редица случаи не е необходима много висока стръмност и може да се получат напълно задоволителни резултати с лампи, които имат средна такава.
Електронни лампи с пръчкова конструкция
Работата по усъвършенствува- нето на лампите с пръчкова конструкция довежда до създаването на лампи с щанцовани решетки. Тези лампи имат всички предимства на пръчковите, само че вместо пръчки за решетките се използва система от рамки, щанцовани от листов метал. Електронният поток преминава през вътрешните отвори на рамките. Принципното устройство на такива лампи е показано на фиг. 3 горе. Конструкцията с щанцовани решетки е по-ефикасна при лампи с косвено отоплявани катоди.
На всички нас са познати разработените много типове батерийни и мрежови лампи с пръчкови и щанцовани решетки, като триоди, двойни триоди, различни пентоди, смесителни лампи и редица други. Те са оформени като свръхминиатюрни лампи с диаметър на балона 10,5, 8,5 и 6,8 мм. Наред със новоразработените модели лампи, във вариант с пръчкови и щанцовани решетки могат да се срещнат също и широкоизвестните 1K1II, 1Б1П, 2П1П, 6Ж1Г1, 6П1П, 6Н15П, 6Н1П, 6Н2П и др.
Разгледайте една доста стара БГ магнитна аларма в Sandacite.BG – Сигнал 2!
Бг магнитна аларма за врата Сигнал 2
Ние тука винаги сме смятали, че трябва да полагаме колкото се може повече грижи за качественото разнообразие на нашата колекция българска техника, т.е. да й намираме възомжно най-разнообразни експонати, които да Ви представяме. Сигналните устройства, алармите и т.н. не са особено застъпени в нашия сайт досега, затова сега ще наваксаме.
Заводът за инструментална екипировка и нестандартно оборудване в Шумен е предприятие, произвеждало много интересни неща, от които обаче засега не сме качили нищичко. :( Днес ще Ви покажем едно тяхно изделие от 1991 г. на име Сигнал 2. Това е алармено устройство, което ще Ви извести пронизително, ако някой тръгне да краде в помещението, където сте поставили джаджата. Такива аларми бяха популярни през 90-те г. при честите битови кражби по магазини и апартаменти.
Както виждаме от снимката горе, сигнализаторът се състои от черна пластмасова кутия с капак, в която има датчик, а той пък се състои от магнитен шнапер, държач с магнитно управляем контакт и 2 свързващи кабела от него към кутията, дълги 2 метра. Задействането на алармата зависи от взаимодействието (т.е. появилото се магнитно поле) между магнитния шнапер и магнитно управляемия контакт, когато се доближат – това поле става причина да запищи алармата, а по-конкретно това става чрез електромагнитното рийд реле РМК 11105, монтирано на платката в кутийката. Кондензаторите пък са на КЕА.
Ето и как работи всичко. Завинтвате кутията отвътре в помещението съвсем близо до вратата и я завинтвате с четирите винта. Слагате в специалния отсек на алармата 2 батерии по 4,5 волта и така получавате 9-волтовото работно напрежение. На снимката виждате превключвател ,,ВКЛ./ИЗКЛ.“. Като натиснете ,,ВКЛ.“, алармата вече е в бойна готовност и трябва за 20 – 25 секунди да затворите вратата и да вдигнете панаира, защото иначе датчикът ще Ви сметне за нежелан посетител и ще завие почти до бога. (Има 0,15-ватово говорителче ВМ67АВ от Завода за високоговорители в Благоевград.) Когато пък сутрин влизате в помещението, за същия толеранс от 20 – 25 сек. трябва да изключите датчика, за да не стане същата патаклама. :) Пискливите звуци на задействаната аларма могат да се спрат само чрез изключване на захранването от превключвателя.
Бг магнитна аларма за вратаСигнал 2
При монтажа е важно да направите следните неща. Пластмасовия държач закрепете към касата на вратата с два от винтовете за дърво, които виждате в найлоновото пликче в комплекта. С другите два винта пък монтирайте магнитния шнапер за вратата – виждате ли го тука долу, те бяха същите на кухненските талашитени шкафчета?
Магнитен датчик за врата
Поначало алармата е пригодена да се монтира на врати, които се отварят навътре. За врати, отварящи се навън, магнитният шнапер трябва да се постави на вратата върху подложка отвътре, така че магнитно управляемият контакт да остане между него и вратата. Това е много важно, защото, както казахме, работата на сигнализатора се основава на полето, която се образува между магнита в шнапера и държача с магнитно управляеми контакт. Затова е и важно така да монтирате тези два елемента, че при отваряне на вратата те да се разминават на разстояние 4 – 8 мм. Ако това разстояние е по-голямо, няма гаранция, че датчикът ще успее да се задейства.
Магнитен датчик за аларма
Къде ще монтирате шнапера и държача, решавате Вие, но за предпочитане е това да бъде в горната част от страната на бравата, за да се осигури по-голяма чувствителност.
Тъй като алармата работи на батерии, силата на пищенето й зависи от това доколко са силни самите те. Когато започнат да се изтощават, звукът също ще започне да отслабва и затова е добре да следите за това и при нужда да ги подмените.
И така, нали запомнихте? Стъпките са в този ред: отваряте вратата, включвате сигнализатора, отваряте вратата!
А, и друго… Ние имаме единствено 2-ката; Сигнал 1 нямаме, ама ако го намерите, не ни забравяйте и ни се обадете. :) Ето и едно друго нещо, пак алармено…
Вижте в Sandacite.BG как се монтира автомобилно радио с нашата много стара дърта стойка.
Бг стойка за автомобилно радио
Както си вървяхме ние из Битака, изведнъж намерихме нещо, което си стоеше в прозрачната пластмасова опаковка така, като че никога не е разпечатвано и използвано… и то наистина не беше! Ако помните, преди години Ви бяхме разказвали за Респром АР`70 – първото българско радио за кола. Е, сега пък намерихме цяла-целеничка стойка за авторадио!
Малко учудващо, но тази джаджа е произведена от Завода за телеграфна и телефонна техника в София. Но нека имаме предвид, че всеки завод е произвеждал и неспецифични за назначението му артикули – напр. ДЗУ Стара Загора е правел КАРТОФОРЕЗАЧКИ. Серийната изработка на тази стойка за авторадио пък започва през 1988 г., а конкретно нашият екземпляр носи дата 3 ноември 1989.
Такаа, а какво стана после! :) С голямо треперене и колебание дали всъщност трябва да го правим, ние разопаковахме вече пожълтялата кутия от тънка пластмаса и извадихме от нея никога неупотребяваната метална стойка. Ето и за какво става дума при нея.
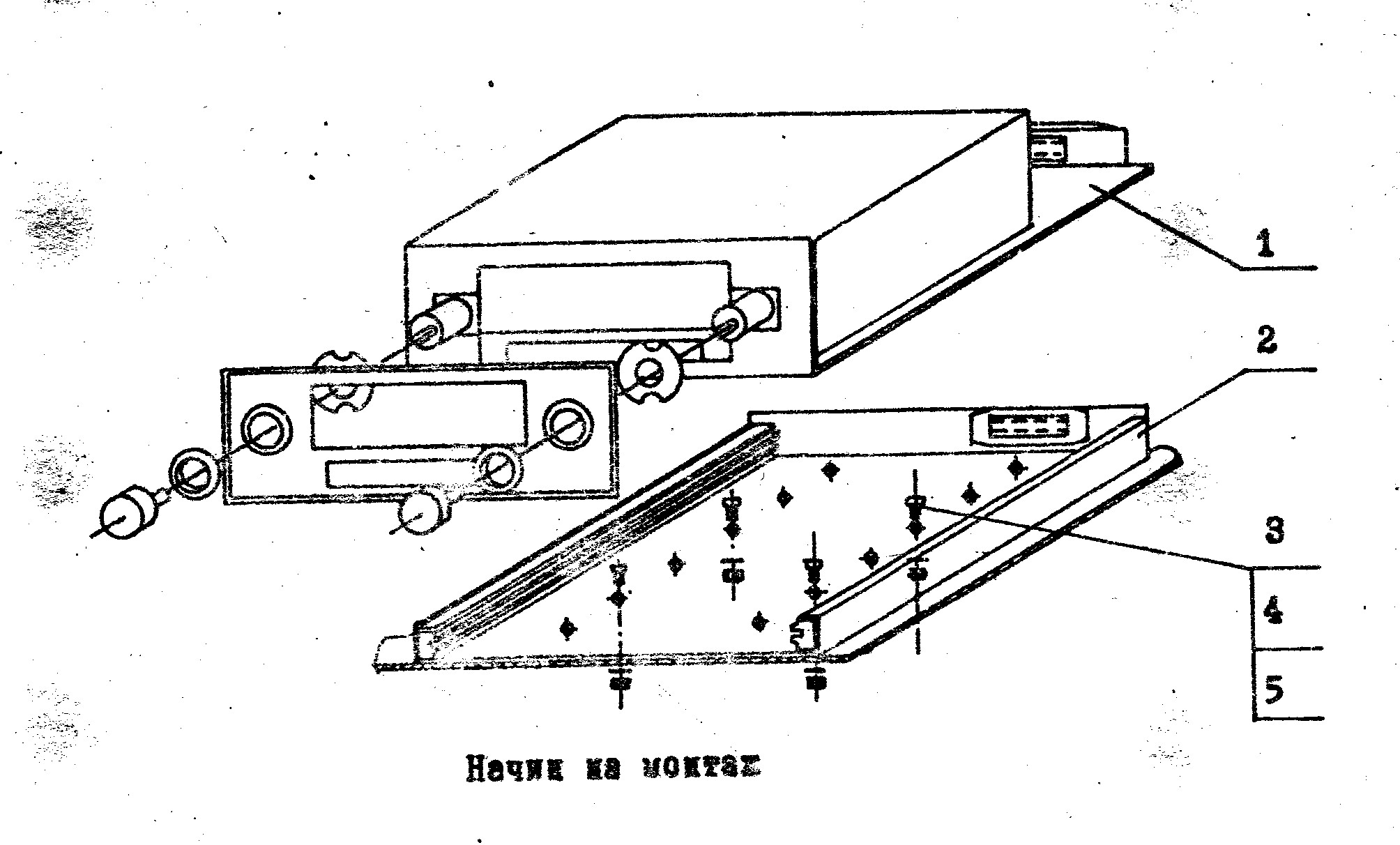
Станокът се състои от две метални касетки, от които едната е поставена на пластмасови релси и се движи в другата навътре-навън. Точно в тази – движещата се – ще поставите авторадиото. Долната (т.н. основа) пък има четири дупки за винтове, чрез които да фиксирате стойката (и поставеното в нея радио) върху повърхността в автомобила, където искате. Стойката се фиксира с 4 броя винтове М4. Има и шайби, и гайки виждате ги на снимката в комплектчето. Ето и схемичка как се монтира радиото в нея и самият станок:
Монтаж на радио за кола
В нея № 1 е самата стойка (това, изтеглящото се), 2 е неподвижната основа, 3 са винтовете М4, 4 – гайките М4, и 5 – шайбите.
Когато плъзнете касетката с вече монтираното радио назад, клемите на електрозахранването отзад ще влязат една в друга и ще дадат контакт, за да се захранва приемникът, който пък при монтажа си касетката вече е бил свързан към нейните клеми. Може би малко трудно го обяснихме, ама вижте снимката – ще Ви стане ясно:
Монтаж на радио за кола
И ето го затворено и електрозахранено:
Монтиране на радио за кола
Е, това е цялата философия по прикачване на музиката Ви за кола. :) Мислим, че успяхме да намерим нещо, което макар и малко, все пак е интересно. Пък и не всеки ден се среща да намериш никога неупотребявана и неразопакована вещ на 30 години!
А ето го и радиото АР`70, за което стана горе дума:
Ухаа, в Sandacite.BG изнамерихме БГ машина за рязане на тухли от 1950-те г.!
Бг машина на рязане на тухли
Знаете ли, добре е да разглеждаме не само готовата продукция за крайните потребители, която българските заводи са произвеждали, а и машините, с които тя е създавана. Това е причината сега да Ви покажем ей туй съкровище – машина за рязане на тухли, която влиза в производство някъде в средата на 50-те г. на ХХ век. Произвеждана е в някогашния Държавен машиностроителен завод ,,Червена звезда“ в Дебелец, които е едно от първите предприятия след национализацията от 1947 – 8 г. – създаден е още през 1951. И нормално – от неговата продукция (строителни машини) има нужда, защото тогава тепърва започват ,,великите строежи на социализма“.
И така, я да разгледаме сега баба Ви тухлорезачката. Как изглежда тя, виждате на горната снимка. Машината е стационарна – не може да се превозва, за разлика от каменотрошачките в предишната ни статия за Дебелец. Използвана е в тухларните. Кой знае колко сгради ни заобикалят, които са построени с тухли от такава тухлорезачка!
За един час тя може да Ви нареже около 6000 броя тухли, които всъщност реже от суровия материал. В дясната й част забелязваме поточната лента, от която те излизат. Днешната ни героиня потребява 2 киловата мрежова мощност и тежи 1600 килограма… май че няма да можем да си я сложим в хола, а? Макар че като размери е съвсем прилична – дълга няма и 2 метра (1900 мм), широка 1280 и висока 1350.
Тази машина е изнасяна за бившия СССР и Северна Африка – Тунис, Алжир, Мароко и въобще този тип страни там. А интересно е, че заводът в Дебелец работи и в момента и изнася производствата си за Белгия, Германия, Англия, Русия, Австрия, Франция. Дано повече такива информации да имаме…
Съжаляваме, че само толкова можем да Ви кажем за тази чудесия… Ако намерим още инфо, ще добавим. Доскоро, чао от нас и имайте предвид, че ако намерите някъде описаната от нас машина, винаги пазим местенце за нея на покрива на блока. :)
Вижте в Sandacite.BG нашия комплект за лепене на вътрешни автомобилни гуми от 80-те г.!
Авто-1 – за лепене на вътрешна гума
Човек и добре да шофира, накрая пука гума! Това правило толкова добре се спазва, че българската автомобилна промишленост е помислила за него още в средата на 80-те г. Доказателство е новата ни находка, която виждате снимана горе. Вижте как му се радват и те тогава – ,,Ново“! :)
Инженерите са стигнали до извода, че ако спука гума насред пътя, шофьорът и сам може да я закърпи, поне така, че да продължи пътя си до най-близкия сервиз. За тази цел е достатъчно да разполага с тази пластмасова кутийка, наречена ,,Авто-1 – комплект репарационни материали за вътрешни гуми“. Нещото е произведено от ТПК ,,Васил Коларов“ към Главна дирекция ,,Местна промишленост и битови услуги“ на Столичния народен съвет (тогавашната Столична община) и съдържа комплект за репариране (т.е. поправяне) на вътрешни автогуми. Да видим какви са нещата, които ни дават вътре! Ние имахме щастието да намерим комплектчето никога неизползвано и затова можем да го изследваме, запазено както си е било.
Както забелязвате, вътре има 8 гумени парчета с различна форма – две правоъгълни, с размери приблизително 3 х 6 см, и две кръгли с диаметър между 3 и 4 см. Освен това виждаме две ламаринени кръгчета, които са перфорирани така, че от едната страна са грапави (подобно на ренде), а има и метална тубичка с лепило. (Между другото, на пипане тя още е мекичка – значи може би то още не е изсъхнало… Еех, мило ни стана, но и някак тъжно!) За какво ни е всичко това?
Авто-1 – за лепене на вътрешна гума
Първо установете къде точно е пробивът на вътрешната Ви гума. След това вземете все едно кое от ламаринените кръгчета и с острата страна започнете да търкате, докато награпавите мястото около пробойната. Грапавият участък, който ще образувате, трябва да е с размер 2 – 3 мм по-голям от този на гумената лепенка, която предстои да наложите върху него, така че първо добре решете каква гумичка ще използвате – правоъгълна или кръгла.
Сега е време да почистите добре награпавения участък, за да няма върху него малки стружки, твърди боклучета и други подобни, които биха попречили на нашата работа. Когато сте сигурни, че добре сте го почистили, вземете тубичката и намажете с тънък слой лепило. Изчакайте да изсъхне добре (докато не престанат да се разтягат ,,конци“ между слоя и пръста Ви, когато го пипате с ръка). Ако сте сигурни, че вече е изсъхнало, сега отново промажете мястото с тънък слой лепило и пак изчакайте да стане сухо.
Авто-1 – комплект за лепене на гуми
Стигнахме и до следващия етап – вземете избраната лепенка, махнете сребристото фолио от нея и не я пипайте с ръка, само по ръбовете я хващайте – все едно малка грамофонна плоча. Поставете внимателно и точно върху промазания участък гумичката, като за център изберете точката с пробойната. За да залепне добре, прокарайте по нея нещо овално или с цилиндрично сечение – трябва отвсякъде добре да я натиснете, да я валирате, както се казва. Ако нямате на удобно такъв предмет, може и да я натиснете с нещо твърдо. Изчакайте още малко – няколко минути. Ако направите всичко това с необходимата точност, ще сте монтирали правилно лепенката и тя няма да залепва за външната гума на автомобила.
Сега вече би трябвало да имате добре залепена вътрешна гума, която ще Ви позволи да се доберете до сервиз и там да я смените.
Надяваме се, че нашето подробно описание ще Ви е полезно, особено сега, в сезона на усилените пътувания по почивки насам-натам. Лека и безаварийна от нас! :)
Завчера намерихме електронен звънец Канарче и схемата му, сега ги публикуваме в Sandacite.BG да ги видите и Вие.
Домашен звънец Канарче – комплект
Едно от най-популярните малки изделия на българската електротехника преди 1990 г., които обаче останаха известни и по-късно производството им се пое от други фирми, са електронните звънци с мелодия, наподобяваща песен на канарче. Те са произвеждани в Перник от тамошния Завод за токоизправители, който е бил в състава на ДСО ,,Респром“. Най-ранният документ, стандартизиращ изработката на модела, който ще Ви покажем сега, е от 1978 г., обаче досега такъв не бяхме виждали. Нашият е произведен цели десет години по-късно – през ноември 1988. Така че се изкушаваме да датираме началото на производството на този звънец около 1980 г., но нямаме солидни доказателства за това. А иначе отделни схеми за построяване на мелодични звънци (дори с повече от една мелодия) са публикувани в известния вестник ,,Направи сам“ през 80-те г. Там през 1988 напр. е описана схема на звънец за входна врата със седем мелодии.
Най-впечатляващото при нашия екземпляр е, че никога не е бил монтиран – произвели са го и така си е останал. Предвид късната дата на производство, си мислим, че най-вероятно е бил предвиден за някакви бъдещи, но несъстояли се сгради, и затова е останал така никога непродаден и неизползван. Ето го как изглежда кутийката му от твърд картон:
Електронен звънец Канарче
Поначало този звънец работи с напрежение между 8 и 9 волта и затова първо се свързва към звънчев трансформатор. Обикновено тези звънци стояха над входните врати на апартаментите и се задействаха отвън, чрез натискане на бутон за обикновен звънец (тези бутони пък ги прави първо Слаботоковият завод в София, а сетне – Кондензаторният завод в Кюстендил).
Да разопаковаме нашето ново съкровище:
Домашен звънец Канарче
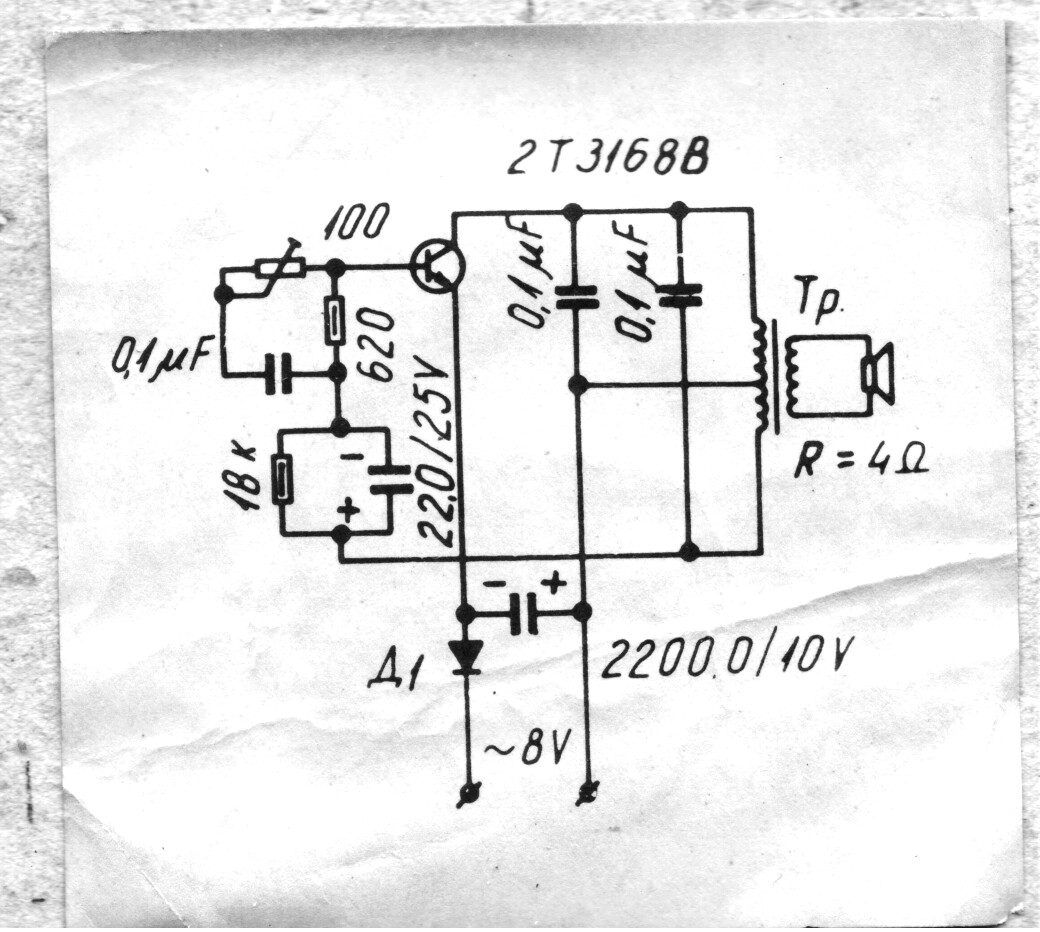
Звънецът съдържа електронна платка, осъществена по следната транзисторна схема:
Звънец Канарче схема
Има и транзистор 2Т3168B вътре, а самият звук се издава от говорителче с импеданс 4 ома.
Самата кутийка е синя, пластмасова – виждате я над схемата горе. Цялото апаратче тежи 200 грама, а размерите му са: дължина 155 мм, височина 83 и дълбочина 39. Ето ги отзад и жичките, с които ще го свържете към трансформатора – даже нещо като фигура са образували:
Домашен звънец Канарче – гръб
Звънецът е имал година и половина гаранция от момента на закупуването си, но не се съмнявайте, че работи и сега. :) Разбира се, гаранционната карта е непопълнена, защото нашият така и е останал непродаден:
Електронен звънец Канарче – гар. карта
Така песента на канарчето ще Ви известява всеки път, когато гости Ви придойдат на вратата да ги черпите бяло сладко. :) Във входното обзавеждане на апартаментите преди 1990 г. задължителна част е и домофонът:
Днес в Sandacite.BG разясняваме какво представляват лампомерите.
Български лампомерИЛ-1
Електронните лампи са най-важните градивни елементи на старите радиоприемници, усилватели, телевизори, първите компютри и ред други устройства. За да сме сигурни обаче, че те са в добро техническо здраве и могат да се монтират с доверие в някой апарат, е нужно да ги проверим със специализиран уред. Тази проверка се нарича с думи като ,,изпробване“, ,,измерване“, ,,мачване“, които можете да чуете в радиолюбителския жаргон. Преди време Ви бяхме говорили за българския лампомер ИЛ-1, но тогава пропуснахме да напишем малко общообразователен материал за тези уреди, както сме правили с други. Сега ще поправим тази грешка – надяваме се да сме от полза.
Апаратите за изпробване и измерване на електронни лампи са най-различни. Освен по методите за изпробване на лампите, те се различават и по конструктивните си особености, по начина на работа и т.н. Общо за всички видове лампомери обаче е, че те имат измервателни гнезда, в които се поставят изследваните вакуумни прибори. Различен е обаче начинът, по който се нагласява режимът на изследваната лампа за отделните измервания. В зависимост от този начин различаваме няколко вида такива уреди. Ето ги и тях:
лампомер с превключватели. При тези, след като изследваната лампа се постави в съответното гнездо, тя трябва да се нагласи за различните видове измервания и да й се подадат необходимите напрежения. Това се постига чрез отделните превключватели. Различните положения на превключвателите са отбелязани или със стойностите на измервателните напрежения, или с цифри, букви или други знаци. В специални таблици, които вървят към апарата, са дадени положенията, в които трябва да се поставят превключвателите, за да се извърши изпробването. Резултатът от тестовете се отбелязва от измервател, сигнална лампа и т.н.;
лампомер с карти. Тук, след като изследваната лампа се постави в нужното гнездо, тя се нагласява за изпробване чрез специални измервателни карти и щекери. В лампомера са предвидени необходимите букси за измервателните напрежения. За различните видове лампи има отделни карти, на които е означено в кои букси трябва да се поставят щекерите, а резултатът от измерването се отчита с измервателен апарат или сигнални лампи. В лампомера обикновено е предвиден и един превключвател, който служи за нагласяване на изпробването, което искаме да извършим. Благодарение на всичко това работата с тези видове лампомери е по-опростена, отколкото с превключвателния. Българският апарат ИЛ-1, който споменахме в началото, е точно такъв.
лампомер за автоматично изпробване и измерване. При този вид манипулирането е още по-опростено. И при него за отделните видове лампи са изготвени перфорирани карти, обикновено от пертинакс. След като поставим изследваната лампа в съответното гнездо на лампомера, трябва да пуснем измервателната карта в един отвор и да задействаме предвидения за тази цел лост. През дупките на измервателната карта се установяват различни контакти и се включват различни напрежения към изследваната лампа. Следователно това, което при горния вид лампомери се извършва чрез включването на отделни щекери, при този става автоматично. Резултатът от различните изпробвания и тук се установява чрез измервателен апарат и сигнални лампи
Освен за изпробване и измерване на електронни лампи, и трите вида лампомери може да се използват и за други цели, като измерване на токове, напрежения, съпротивления, кондензатори и др.
Е, това е лекцията днес от нас! Станахте ли по-знаещи? Ако сме Ви подействали стимулиращо, тогава вижте това:
В Sandacite.BG подробно проучихме старите касови апарати с ръчка, а сред тях има и български!
Стари касови апарати– каталог
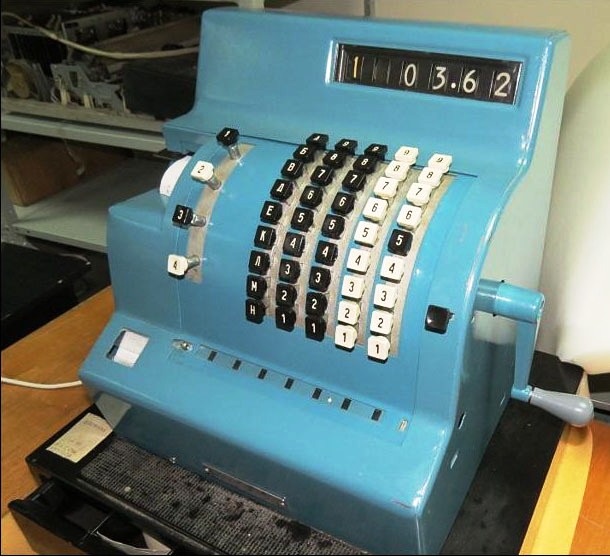
Било е време, когато електронните касови апарати още не са били на въоръжение в магазините, бензиностанциите, ресторантите, хотелите и т.н., а вместо тях са се използвали изцяло механични или електромеханични устройства с тегло 30 – 50 и повече кг, наричани контролно-регистриращи каси. Електромеханичните се задвижват от електродвигател. В тази статия ще покажем най-общите черти на тяхната работа и спецификите им.
Смисълът на здрави метални машини като тях е да осигурят пълна отчетност – в тях касиерът въвежда сумите на извършваните през деня продажби, издава касови бележки и след това може да се получат няколко важни отчета. Напр. какъв стокооборот е осъществен през работния ден, коя смяна колко е продала, кои стоки са се продавали най-много през даден период, кой продавач е продавал най-много, колко клиенти са били обслужени, кои часове са били най-натоварени и т.н. Данните от бележките се отпечатват и на контролна лента (заключена в машината), за да се изясняват евентуални разлики в касовите сметки.
Стари касови апарати Секура (ГДР)
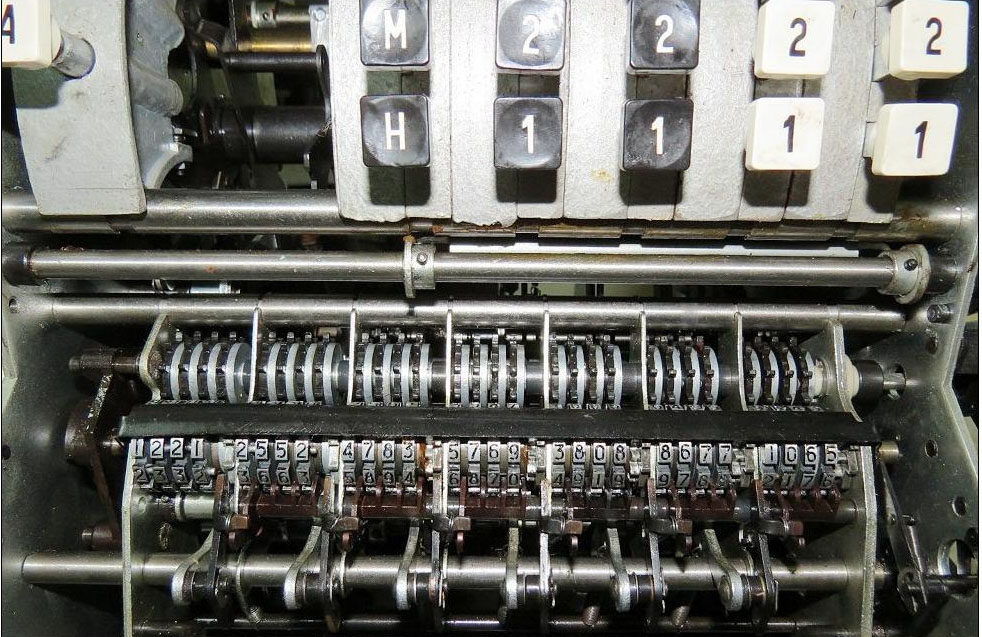
Цената на стоката се набира от цифровите клавиши. Машината има толкова колони (вертикални редове) с цифрови клавиши, колкото цифри има най-голямото число, което може да приеме тя. 4 колони – най-много 4-цифрено число (т.е. най-голямата сума, която може да се маркира, е 99,99), 5 колони – най-много 5 и т.н. За нулите няма клавиши – съответният ред се прескача, а нулата се включва автоматично. Отделени вляво са т.н. функционални клавиши – те задействат електродвигателя, за да се извърши дадена операция. Има клавиши (а някъде са отделни бутони) за разпечатване на касова бележка, за събиране, повторение (когато се купуват стоки с еднаква цена), корекция (за да се поправи погрешно набрана сума, преди да е предадена в сметача) и т.н. Тези клавиатури имат следната особеност: когато при маркиране на цена се натиснат съответните клавиши, те остават в натиснато положение, докато касиерът не задейства клавиша/бутона ,,събиране“ (и след това разпечатване на касова бележка и т.н.) – това е, за да има работещият достатъчно време да провери правилността на маркираната сума, и ако е допуснал грешка, да я коригира (с клавиша за корекция).
Машината ни информира в реално време. Горе има индикаторно прозорче към касиера и клиента, за да виждат ясно и двамата каква е маркираната сума:
Ретро касови апарати– индикатори за набраната сума
От процепа най-вляво излизат касовите бележки, а под него има друго прозорче за наблюдаване контролната лента, на която са отпечатани последните няколко извършени операции. Под клавиатурата пък има един дълъг тесен процеп, за който по-нататък ще Ви кажем каква роля играе.
При този тип каси вдясно се намира една голяма ръчка, чрез която касиерката задвижва касовия апарат, за да не прекъсва работата, ако токът спре. Тези ръчки са знаменити; те остават в представата за този вид електромеханични каси – наричат ги ,,ония с ръчките“. Ръчката задвижва главната ос, за да се завъртят частите на механичния сметач вътре, той да пресметне, да се изпишат числата по индикаторите и т.н.
Ретро касови апарати
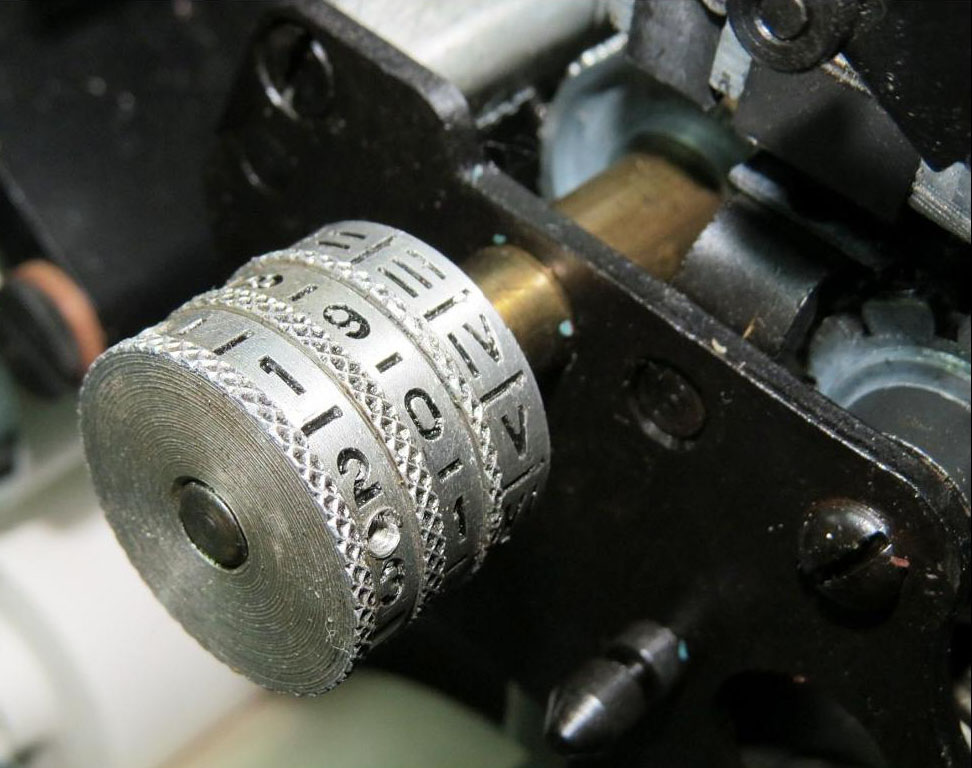
Печатането на бележките се извършва чрез чукови лостове с отлети в краищата им символи; лостовете удрят намастилена лента така, че символите се изпечатват върху хартиена лента, излизаща от ролкодържател. Донякъде е като при пишещите машини. Печатащият механизъм се намира зад странѝцата отляво, която играе ролята на капак и се отключва от касиера със специален ключ. Датата се отпечатва чрез метални кръгове с изпъкнали цифри, които касиерът всеки ден превърта, а в края на месеца – превърта и кръга за отбелязване на месеца:
Ретро касов апарат – датник
Тези каси смятат чрез сложна система от зъбчати колелета, бутала, лостчета, лагери и други механични части, които се намират в сложни връзки помежду си. Ще дадем най-общи сведения и какви възли има машината.
Един важен възел е т.н. пресмятащ механизъм, който пресмята стойностите на отделните покупки, направени от един клиент, т.е. изчислява сумата за плащане от него. Тя е отразена и върху касовата бележка, издадена от машината. Когато касиерът свърши с даден клиент, той привежда към нула (изчиства) показанията на пресмятащия механизъм, пресметнал сбора от покупките.
Друго важно място е т.н. събирачен механизъм. Щом дадена сума бъде маркирана и се изпише в индикаторните прозорчета отгоре, тя се обработва от събирачния механизъм. Той я добавя към другите маркирани и така натрупва сумите в една – тя показва колко е навъртеният стокооборот за един отчетен период. Събирачът работи независимо от пресмятащия механизъм.
Ретро касов апарат– събирачен механизъм
Има машини с повече от 1 събирачен механизъм. Те се употребяват, когато машината се използва от няколко касиери (при повече щандове, напр. в универсален магазин – облекло, битова химия, книжарница, грамофонни плочи…). Те могат да бъдат най-много 4. В такъв случай всеки от работещите на касата има отделен ключ за нея, без който не може да я задейства. Всеки работещ получава ключ, с който може да задейства само определения за него събирачен механизъм. Така се разделя отчетността (показателите за работата) на колегата от всеки щанд. Това е един вид способ за идентификация и разделяне на отчетността, защото, ако това го нямаше, разделянето няма да бъде ефикасно.
Казахме, че с клавиатурата на тези каси може да се набере число с максимален брой цифри толкова, колкото клавишни колони (вертикални редове) има клавиатурата. Максималният капацитет са събирачния механизъм пък винаги се прави с 2 цифри по-голям. Напр. при клавиатура с 5 клавишни колони най-големият стокооборот, който може да отчете събирачът, е 7-цифрено число (99999,99). Това е трябвало да се знае от управителите на търговските обекти, за да могат при поръчката на касови машини да изберат най-подходящите според натоварването и оборота, които прогнозират, че ще имат.
Келнерски касов апарат Секура – ГДР, първата половина на 60-те
В разгледаните от нас машини има и други видове броячи, но и тъй като и без това тази статия стана необикновено дълга, ще им обърнем внимание при друг случай.
Под касата виждате и една широка метална основа – това е чекмеджето за монети и банкноти.
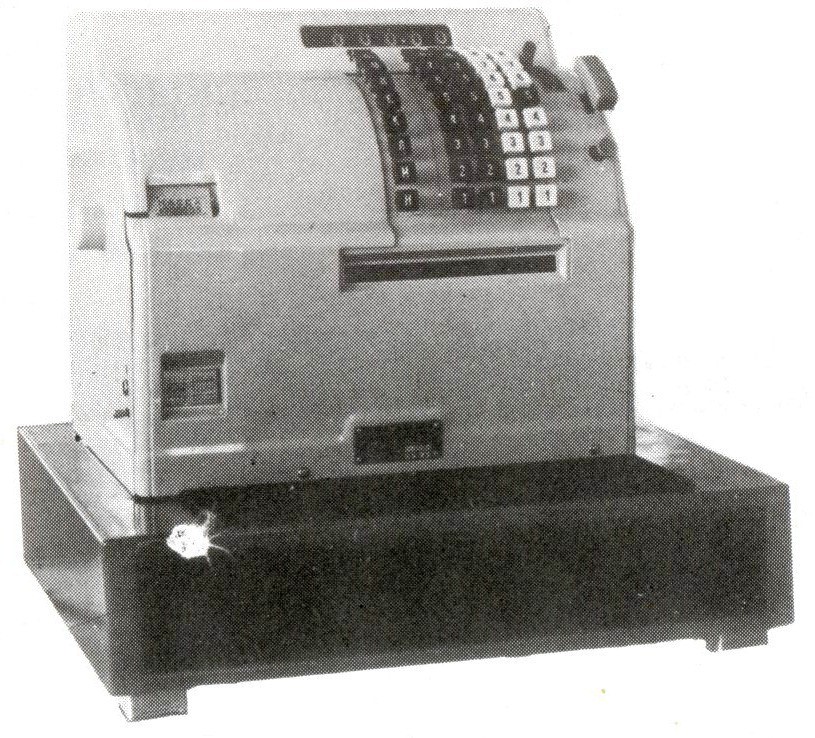
Производството на такива контролно-регистриращи каси в България започва в средата на 60-те г. в завод Оргтехника Силистра. На черно-белите снимки виждаме 2 модела – ,,КП“ и ,,КПМ-ЗХ“. Да ги видим какво могат.
И двете машини имат 4 колони с клавиши от 1 до 9, значи приемат до 4-цифрено число. Най-вляво се виждат отворите им за издаване на касови бележки, а по-долу – прозорчетата за наблюдение на затворената контролна лента.
Касов апаратКП на Оргтехника Силистра, средата на 60-те
,,КП“ ,,отчита суми за няколко покупки“, което явно описва пресмятащ механизъм, и ,,регистрира въвежданите суми в сумиращ отчетник“, което вероятно е събирачният. Няма бутони за различните щандове (касиери, отдели на магазина), значи е предвидена да се ползва в по-малки търговски обекти само от един касиер. След като въведете всички цифри от цената, натискате големия бутон най-вдясно, сумата се пресмята от пресмятащия механизъм и касовата бележка се разпечатва и излиза. Тя съдържа дата, цените на покупките, обща цена, емблема на търговската организация и др. данни. ,,КП“ средно може да разпечата 3600 касови бележки за 8 ч. Ако сгрешите и въведете невярна цифра, само трябва да натиснете малкия бутон под онзи за въвеждане и погрешно набраното ще се анулира. Води се и контролна лента за набираните (т.н. преминаващи) суми, общата сума и т.н.
Процепът под клавиатурата позволява да се видят показанията на главния събирачен механизъм. По време на работа процепът е закрит. Това е така при всички такива машини по принцип. Касиерът не трябва да знае крайния резултат от показанията на събирача, защото нали касата е не само регистрираща, но и контролна. Сутринта управителят (главният касиер) отваря със специален ключ прозореца на събирачния механизъм, за да може касиерът да се увери, че показанията са на нула, т.е. никой преди него не е маркирал на машината. Сетне прозорецът се затваря и остава така до вечерното приключване и отчитане на наличните суми. Тогава касиерът извършва приключването, съставя отчета си и после пак идва главният касиер, отваря го и сваля показанията на събирачния механизъм за проверка. Това е моментът на истината – сравняват се стойностите на отчетените от касиера пари и натрупания в събирача действителен стокооборот за деня – между тях не трябва да има разлика, защото, ако има разминаване, това означава, че касиерът е допускал грешки.
Моделът ,,КП“ обаче няма чекмедже за пари. Работи с обичайното 220 V мрежово напрежение и потребява 50 W мощност. Дълъг е 500 мм, широк 410 и висок 457. Тежи 46 кг.
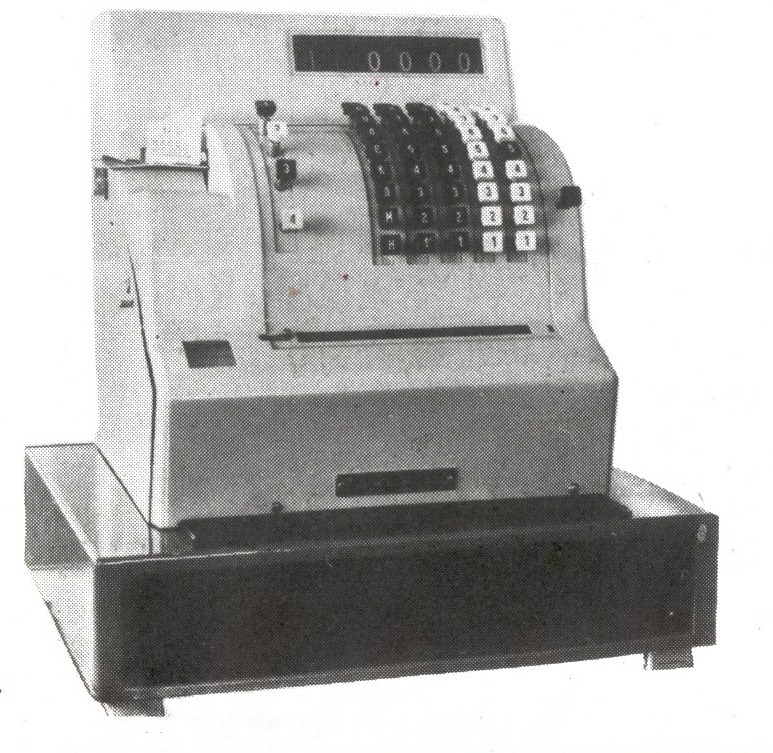
Касов апаратКПМ-ЗХ на Оргтехника Силистра, средата на 60-те
,,КПМ-ЗХ“ и ,,ЗР“ са от онези машини, които могат да се обслужват независимо от 4-ма касиери (щандове) – затова са и 4-те бутона с номера от 1 до 4 в най-лявата колона. Всеки касиер (щанд) си има номер и преди работа натиска своя бутон, за да се отпечатва номерът на издаваните касови бележки; така се улеснява и насочването на евентуални рекламации от клиентите. Всеки колега има свой ключ, без който не може да задейства машината и така никой не може да влиза в работата на другия. Тъй като тази машина има 4 събирачни механизма и се ползва от 4-ма работещи, вечерта всеки от тях прави отчет на продаденото само през своя работен ден и отчетът се сравнява с показанията на събирача, отчел стокооборота само от неговата работа. Иначе не би имало смисъл от разделянето.
Бутонът за корекция на погрешно въведени цифри е на съвсем същото място, а средният брой касови бележки за 1 ч. и тук е 3600. Моделът ,,ЗХ“ има касово чекмедже, а ,,ЗР“ – не. Малко физически данни: ,,КПМ-ЗХ“ е с дължина 492 мм, ширина 402, височина 500 и тежи 40 кг; ,,ЗР“ е дълга 368 мм, широка 347, висока 425 и тежи 36 кг. Електрическите данни са 1:1 с тези на разгледания отгоре модел ,,КП“.
По снимките на двата апарата не забелязваме ръчки за в случай на спиране на тока, но някъде те имат възможност да се откачат, когато не са необходими. Затова сме сигурни, че и тук присъства възможността за задвижване с човешка тяга.
Стар касов апарат – броячи на превъртането на ключове
,,Ръчковият“ вид касови апарати обикновено имат броячи за превъртането на ключовете, за да предупредят за опит за проникване от неоторизирани лица (снимката е от съветската машина А1Т-4-400-2). Когато си намерим цял-целеничък ,,КП“ или ,,КПМ“ пред нас и наяве, ще Ви кажем дали и при тях е така. J
Тези каси съдържат множество триещи се помежду си метални части, които имат нужда стриктно да се чистят с четка от прах и мръсотия. Необходимо е и да захранваме машината с консумативи. От споменатия капак отляво може да се поставят ново руло лента за касови бележки и ново руло контролна лента, когато старите свършат (краят на рулата се вижда, когато се покаже червена маркировка). Отляво се сменя и мастилената лента за печатане на бележките, когато използваната се изхаби, но има и машини, при които лентата по-рядко се сменя, а са продавани с бутилка специално мастило за намастиляването ѝ. Като цяло грижите са много подобни на тези за механизмите на пишещите машини.
Този вид електромеханични контролно-регистриращи каси са използвани в българските търговски обекти до средата на 80-те г., когато вече масово навлизат електронните им наследници от серията ,,Елка“, пак на Оргтехника Силистра. За първата ,,Елка“ можете да прочетете нашата статия тук ==>
В Sandacite.BG днес разучаваме български софтуер за чертане отпреди 30 години на име Плот 1!
Софтуер за чертане Плот 1
Преди 2 – 3 г. доста се бяхме засилили със старите наши компютърни програми, но след това други теми обзеха вниманието ни. Сега обаче е време за реванш и затова днес решихме да Ви представим ей тази прелест!
Програмата Плот 1 е издадена през 1988 г. от Института по техниченска кибернетика и роботика към БАН. Разпространявала се е на 5-,25-инчови дискети.
Предназначението на тази програма е значително да улесни чертожната работа на професионалистите. Програмата много ентусиазирано рекламира възможностите на компютърното чертане – да се редактират чертежи, без да е необходимо тяхното пречертаване отново, автоматично да се размножават често използвани формуляри и фигури, да се правят копия на напълно завършени чертежи и т.н.
Плот 1 може да създава всякакви чертежи. Вижте само колко много – архитектурни, на вътрешно обзавеждане, блок-схеми, графики, организационни диаграми, топографски и морски карти, технически илюстрации, монтажни диаграми, поздравителни картички и чертежи в областта на електрониката, химията, машиностроенето, строителството…
А ето по задълбочени пояснения как работи програмата. Много тогавашни софтуери за чертане са пикселно ориентирани. Това ще рече, че когато начертаете обект, например окръжност, съответните точки (пиксели) стават видими на монитора и стават част от чертежа. Програмата не помни, че тези точки представят окръжност. Ако увеличите обекта и го направите четири пъти по-голям, програмата може само да дублира осветените точки.
От друга страна, Плот 1 е обектноориентиран и ще регистрира въпросния обект като окръжност с определен център и радиус. Ако обектът се увеличи четири пъти, програмата ще използва тези математически дефиниции, за да създаде много по-детайлно изображение.
За да задействате Плот 1 на своя хардуер, той ще трябва да е нещо такова:
Правец 16 (или въобще компютър, програмно съвместим с IBM PC/XT или PC/AT);
512 кб RAM;
2 бр. 5,25-инчови флопидискови устройства или 1 флопидисково устройство и твърд диск тип Winchester – като СМ 5508 демек; :)
графична карта Hercules и CGA монитор или графична карта EGA (с 256 кб графична памет и съответните за такава карта графични монитори);
мишка, съвместима със стандартите на Microsoft, или Koala Pad (друго посочващо устройство от 80-те г.) или дори джойстик
Програмата си има и набор от поддържани принтери и плотери, с който можете да се запознаете в упътването за работа с нея, което сме Ви скенирали по-долу. Поддържа и лазерни принтери, между другото!
В упътването са Ви дадени инструкции как да инсталирате програмата, затова сега ние няма тук да ги повтаряме, ами направо ще се насочим към работния екран на Плот 1.
Софтуер за чертане Плот 1
В най-горната част на екрана се измира полето за менютата, което съдържа имената на всяко меню, показател на количеството използвана памет и цифров часовник. В най-долната част пък е полето за съобщения. В процеса на чертане тук се изписват съобщения, които Ви напомнят каква информация програмата очаква от Вас. Тук се изписва и заглавието на документа чертеж, над който работите в момента. Пространството между полето за менютата и полето за съобщенията представлява същинското поле за чертане:
Показалецът (курсорът) на мишката първоначално ще го видите в полето за чертане. Размахайте мишката и ще видите как курсорът се мести насам-натам. Когато с нея посочите име в полетата горе с менютата, името се осветява:
Софтуер за чертане Плот 1
Тогава можете напр. да кликнете и ще отворите падащото меню. Ето напр. със споменатото вече ,,Черт.“:
Програма за чертане Плот 1
А сега, ако искате да научите повече, Ви представяме ръководство за употреба на чертожен софтуер Плот 1, насочен към професионална употреба ==> Плот 1
Ако се справяте добре, скоро би трябвало вече да можете да чертаете по екрана различни прави и криви линии, напр. така:
Програма за чертане Плот 1
Продължавайте да четете упътването, а ако намерите дискетата с програмата, непременно ни се обадете да си попълним колекцията! :) Примерно това вижте какво ни е хубавко ==>
Sandacite.BG изследваме какво е произвеждал Заводът за абразивни инструменти в Берковица!
Завод за абразивни инструменти – Берковица
Без съмнение този завод (до 1991 г. с името на Димитър Филипов) е едно от най-познатите български предприятия, което за голяма радост работи и сега. Дори и така обаче, не е безинтересно да направим едно кръгче из историята му и да разгледаме някои от неговите продукти в миналите десетилетия, още повече че наскоро си намерихме такива за нашата колекция. Положихме доста труд за тази статия и ще се радваме, ако я оцените. :)
Преди всичко,
КАКВО СА ТВЪРДИТЕ АБРАЗИВНИ ИНСТРУМЕНТИ?
Най-общо казано, такива са острите режещи дискове (брусове…), които се фиксират към ротор на преносна или настолна машина, която ги върти с много висока скорост – хиляди, над 10 – 12 000 оборота/сек. Благодарение на това се постига лесно рязане и обработка на твърди материали – метали и др. Скоростите, при които работят тези дискове, са по-високи от тези на класическите металорежещи машини. Заводът в Берковица става най-известен именно с такива дискове. При тях са важни показатели като най-висока възможна периферна скорост, якост и доколко са уравновесени. По-надолу ще научим повече за видовете абразивни дискове и какви такива са произвеждани в ,,Д. Филипов“.
СЪЗДАВАНЕ
Бъдещият ЗАИ ,,Димитър Филипов“ е създаден с разпореждане № 1998 от 30.ХІІ.1962 г. на Министерският съвет на НРБ. То постановява от 01.І.1963 г. да се образува в гр. Берковица завод под наименование ,,Димитър Филипов“ с предмет на дейност ,,производство на абразивни инструменти“. Заводът да бъде подчинен на Управлението по промишлеността – Михайловград. Нормално, Берковица тогава (а и сега) е в този окръг (област).
Какво налага решението да се открие в България производител от този вид?
Завод за абразивни инструменти – Берковица
До откриването на това предприятие, абразивни инструменти (или са както ги наричат тогава – шмиргели и брусове) се произвеждат тук-там из страната в малък мащаб, от частници в малки работилнички, по много примитивен начин. В последните години преди 1962 към ЗММ (Завод за металорежещи машини) – София, се оформя цех за шмиргели, който произвежда ограничен брой видове такива пособия и задоволява само вътрешнозаводските нужди. С разрастването на машиностроенето в страната ни обаче, нараства и необходимостта от все повече и по-различни видове абразивни инструменти, които са жизненоважни за развиващото се тогава машиностроене. Тези нараснали нужди започват се задоволяват вече главно чрез внос на инструменти от чужбина. Обаче това е скъп импорт и заангажира много ценна валута! Ето защо се налага и откриването на отделно предприятие за серийна изработка на абразивни инструменти в България.
Първите подготвителни работи около строежа започват още на 3.ІІ.1960 год. Първоначално цялата документация е изготвена, предвиждайки създаването не на такъв завод, а на ДХК (Държавен химически комбинат) – цех за шмиргели – който да бъде под ведомството на ДИО „Химическа промишленост“. Обаче когато строителството се завършва и с гореспоменатото разпореждане № 1998 от 30.12.1962 на МС, заплануваният обект се преобразува в предприятието, което упоменахме още в заглавието на статията.
Поради специалното естество на производството, което е ново за страната ни, се поражда необходимост от нови специални машини и обучени специалисти и работници. За целта, както редовно е правено в онази епоха, са ангажирани съветски специалисти – инж. Александър Сергеевич Черноярев, Вениамин Иванович Проворников и инж. Пьотр Михайлович Савченко от различни заводи за абразивни инструменти в СССР – които оазват ценна помощ. Със знанията и опита си те спомагат за оборудването на завода, а инж. Савченко провежда в София (а в периода на пробната експлоатация – и в Берковица) курсове за подготовка на кадри.
Завод за абразивни инструменти – Берковица
През студената зима на 1962 – 1963 г. строителните работи биват окончателно завършени и през март 1963 г., под ръководството на инж. Савченко, новият Завод за абразивни инструменти ,,Димитър Филипов“ е пуснат в пробна експлоатация. От 01.VІ.1963 г. той преминава в пряко подчинение на Комитета по машиностроене. Официалното пускане на завода в експлоатация стана на 25.ІХ.1963 г.
ПРЕДМЕТ НА ДЕЙНОСТ
Според това, което четем в документите от ввремето на откриване, предмет на дейност на ЗАИ ,,Димитър Филипов“ е производството на абразивни инструменти с керамична и магнезитова свръзки, в порядък от 8 мм до 750 мм в диаметър и диамантни инструменти с метална свръзка.
Суровинната основа за производството е следната: абразивни материали – електрокорунд, бял и нормален карборунд – зелен и черен, различни зърнености (всички от вносни източници); и свръзка – материали българско производство.
Завод за абразивни инструменти – Берковица
Производственият процес за основната продукция – абразивни с керамична свръзка – има следната технологична структура:
1. Изготвяне на свръзки в отдел „Свръзки“
2. Смесване на компонентите в смесителния отдел
3. Формоване в отдел „Формовка“
4. Сушене в сушилни
5. Термична обработка в отдел „Термичен“
6. Механична обработка в отдел „Механична обработка“
7. Изпитване на качествените показатели в „Изпитателна станция“
8. Предаване на ДСО „Терснаб“ – база Берковица.
Към основния цех с гореспоменатите отдели са и тези за абразивни инструменти с магнезитова свръзка и за дребна продукция. Диамантните инструментиса са обособени в отделен цех.
Механичната поддръжка на машините и съоръженията в основния цех се извършва от ремонтно-механичния цех, а по електрочастта – от електротехническата работилница при завода. Има също и дърводелна работилница.
Горе прочетохме, че суровинната база идва цялата от износ! Тогава е логично да се запитаме: не става ли прекалено скъпо производството? Ами не – интересно е да се отбележи, че според изчисления, направени в новия завод в началото на 1964 г., произведените абразивни инструменти са от 2 до 3 пъти по-евтини от внесените такива, въпреки че изходните суровини, като електрокорунд и карборунд, са от внос!
ПРОИЗВОДСТВА
Така… а сега да се пренесем десетилетие и нещо напред и да разгледаме някои производства на завода от втората половина на 70-те години!
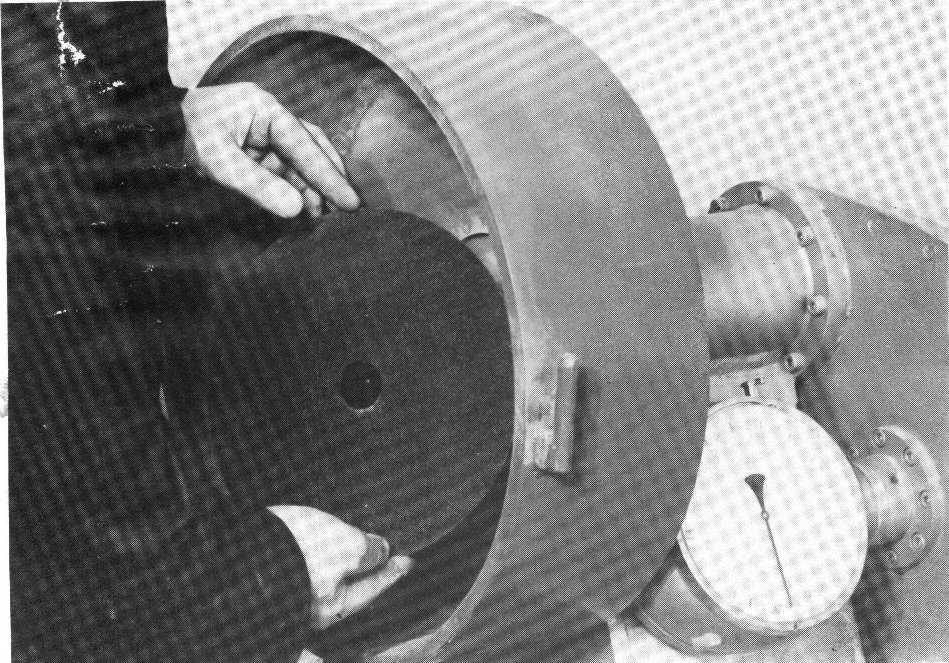
Ние последната събота, докато се разхождахме из Битака, си намерихме ето този абразивен диск – изцяло метален, от началото на 80-те, с работна периферна скорост точно 80 м/сек:
Абразивни дискове – Берковица
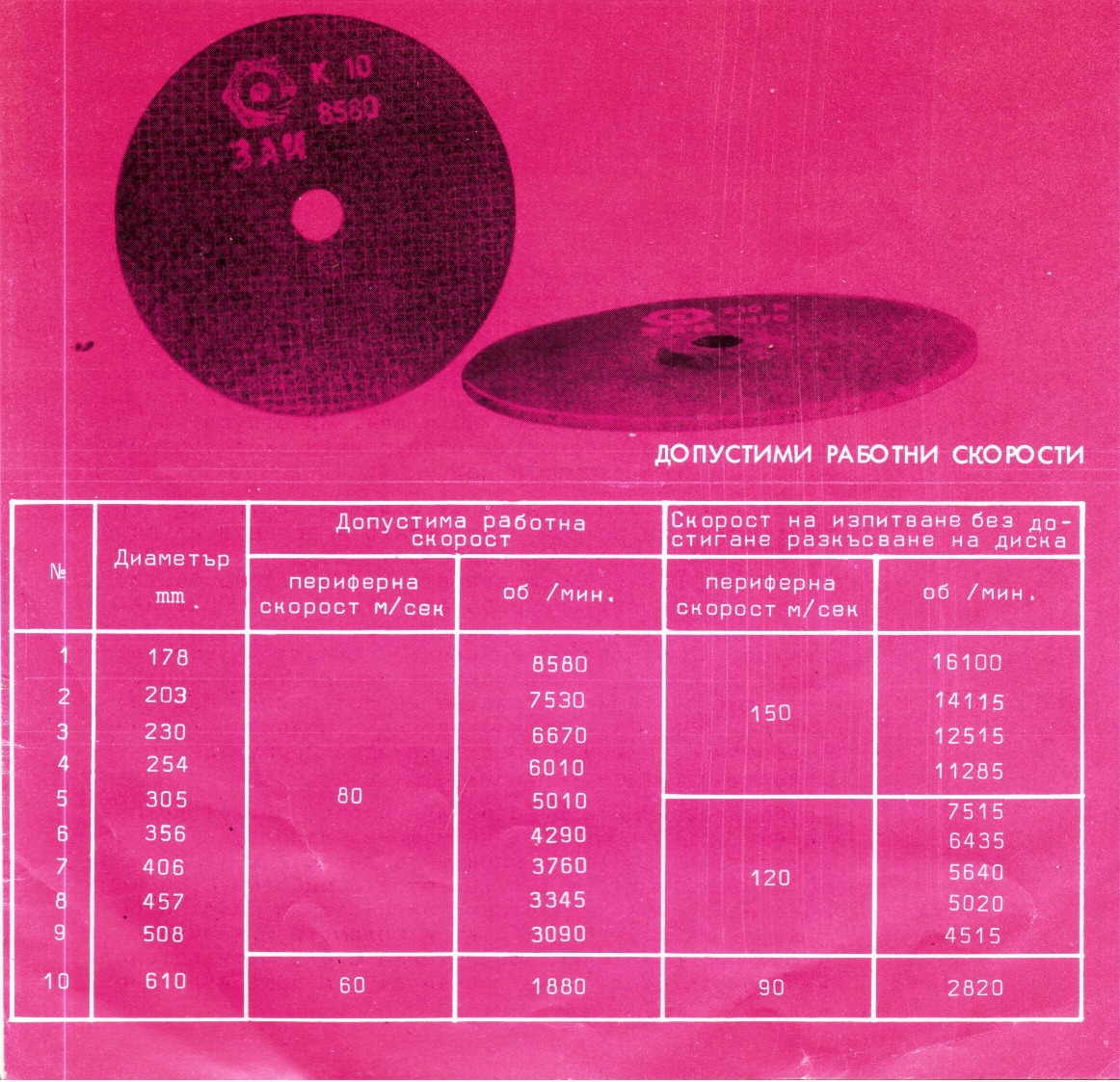
Ето и някои данни за тези дискове като цяло – максимално допустима работна скорост, скорост на изпитване, без дискът да се е разкъсал, и други:
Абразивни дискове – Берковица
Ето четири вида абразивни дискове.
Високоскоростните абразивни дискове са предназначени за грубо обработване, почистване и рязане на детайли от метални (чугун, стомана, алуминий, бронз, мед, месинг) и неметални материали (бетон, мрамор, етернит, гранит, керамика, пластмаси и др.) при работна периферна скорост 80 м/сек. Използват се в машиностроенето, металургията, корабостроенето, строителството и др.
Отрезният абразивен диск се равнява на фрезов инструмент с хиляди режещи зъби, които в процеса на рязане непрекъснато се самозаточват поради откъртване на затъпени и освобождаване на нови остроръбести абразивни зърна. При работа с отрезните абразивни дискове се постигат висока скорост на рязане, правилност и точност на сечението, гладка и чиста отрезна плоскост, неизискваща допълнителна обработка, незначително загряване на материала. Използват се за свободно ръчно рязане с подвижни (ръчни) шлифовъчни машини и на стационарни циркуляри при рязане на големи сечения.
Ето някои данни за конкретни модели на завода:
ВИСОКОСКОРОСТНИ ОТРЕЗНИ ДИСКОВЕ НА ЗАИ – БЕРКОВИЦА
Диаметър
Д
Височина
Н
Отвор
д
178
2,5
22,2
203
2,5
22,2
230
2,5
22,2
254
2,8
22,2
305
3 2
22,2;32
356
3, 6
51
406
4,0
51
457
4,4
51
508
4,8
51
610
7,5
51
Характеристиката на отрезните дискове е в зависимост от предназначението им, вида на материала и характера на работния процес. При избора им трябва да спазваме следните указания:
Грубошлифовъчните абразивни дискове работят на преносими (ръчни) шлифовъчни машини. Използват се за същите цели, както обикновените дискове с керамична и бакелитова свръзка – за грубо обработване, почистване на отливки и заварки. Високата им работна периферна скорост 80 м/сек и голямата механична якост ги правят високоефективни с 4 – 5 пъти по-висока производителност от обикновените абразивни дискове. Ето и характеристики на някои такива модели за завода, който разглеждаме:
Абразивни дискове – Берковица
Характеристиката и на грубошлифовъчните дискове е в зависимост от предназначението им, вида на обработвания материал и изискванията към работния процес. Ето и какво трябва да отчитаме, когато избираме какъв такъв да поръчаме:
Означение на характеристиката на диска
Вид на материала
Предназначение и характер на работния процес
210
Сив и бял чугун. Обикновена и закалена стомана, конструктивна стомана, нормални заваръчни шевове, бронз, месинг, мед
Високопроизводителен, грубошлифовъчен ,,твърд” диск с минимално иконо¬мично износване
220
Инструментална .стомана, неръждаема и киселинно- устойчива стомана, специални и твърди заваръчни шевове
Грубошлифовъчен ,,мек” диск, даващ гладки по¬върхнини без изгаряне на материала
Бетон, цимент, етернит, гранит, мрамор и други скални материали. Алуминий. Пластмаси.
Диск с висока производителност за скални и изкуствени материали, меки метали – алуминий и др.
Скоростните абразивни дискове се изработват с абразивни зърна от елентрокорунд и от силициев карбид, споени с бакелитова свръзка и армиращи материали с високи механични качества. Поради това имат висока механична якост и гарантирана безопасност на труда при работа.
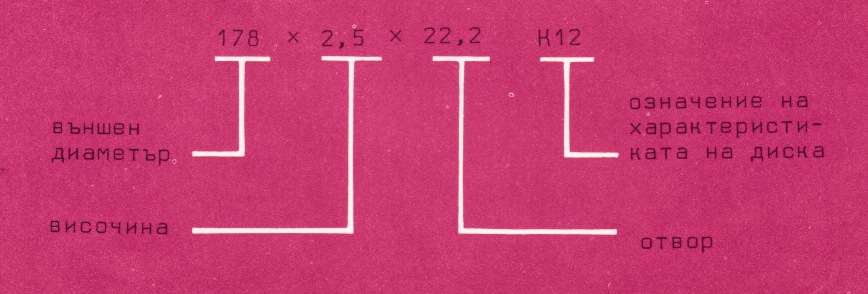
На нашия диск горе сигурно сте забелязали един код от букви и цифри, който носи различна информация за дискав. Това е неговата т.н. сигнатура. Всеки знак в нея има смисъл, дава сведения за характеристиките. Напр. скоростните абразивни дискове се маркират със следните данни:
ЗАИ – завод производител (марка на завода)
178 х 2,5 х 22,2 К12
(външен (височина) (диаметър (означение на
диаметър) на отвора) характеристиката на диска)
Избора на абразивния диск правим в зависимост от материала, който ще обработваме, употребяваната машина и характера на работния процес, като имаме предвид препоръките, които Ви даваме пък ние в тази статия. След направения избор поръчката ни трябва да изглежда напр. така:
Абразивни дискове – Берковица
А сега да видим как продължава историята на завода!
Развитието на НОВИТЕ ТЕХНОЛОГИИ И ПРОИЗВОДСТВА е следното.
От началото на 1969 г. започва производството на абразивни инструменти с магнезитова свръзка.
От четвъртото тримесечие на 1969 г. започва производството на диамантни инструменти с метална свръзка, а през 1976 г. и производство с бакелитова свръзка. От началото на 1974 г. започва редовно производство на скоростни армирани абразивни дискове с бакелитова свръзка по лиценз на фирмата „Слимаверке“ – Швеция. През периода 1981 – 9 г. се извършва обновяване и модернизиране на оборудването в двата цеха на завода с автоматизирани специализирани за абразивното производство машини от специализираните фирми: „Амни“, „Рипъл“, „Дикерхов“, „Комаге“, „Шенк“ от ФРГ. През 1983 г. е построено хале с размери 9 на 138 м за построяване на нова тунелна електропещ. Новата пещ от „Керабедорф“ – ФРГ е построена през 1984 г. и на 08.Х.1984 год. – пусната в пробна експлоатация.
След това е модернизирана и от м. декември 1985 г. пусната в пробна експлоатация и 3000тонна хидравлична преса „Римъл-Дикерхов“. Автоматизирано е изцяло едното работно място за дискове от 300 мм до 450 мм и частично второто за дискове 500 – 600 мм с височина до 300 мм.
Абразивни инструменти
През периода 1989 – 1993 год. се разширява производството на диамантните инструменти с усвояване на турбодискове и сегментни дискове за мрамор-гранит. В керамичното производство се разшири номенклатурата, като са усвоени до 4 мм и диаметър от 600 до 900 мм, за което се монтираха две камерни пещи. Усвоени са и керамични инструменти с височина от 100 до 200 мм. В бакелитовото производство се разшири номенклатурата при неармираните изделия от 3 до 0.5 мм.
В началото на 1990-те г. има спадане на производството на абразивни инструменти, защото те са ползвани в машиностроителните заводи, а много от тях затварят врати през този период…
СВИДЕТЕЛСТВА ЗА ДЕЙНОСТТА
Най-доброто свидетелство за работата на дадено предприятие, разбира се, е неговата продукция. Но ние тук искаме да отбележим и техническата документация, създадена в завода. В резултат на неговата дейност, в ЗАИ – Берковица се създава научно техническа документация, която се дели на две групи:
първа група – технологична документация, се включват целите технологични процеси на различните производства, оформени като заводски нормали и рецептурните състави;
втора група – конструктивната документация, се включва предимно технологичната екипировка, оформена също като заводски нормали и някои бързоизносващи се части на технологичното оборудване
Берконица дискове
В първите години след 1990 г. няма разработвани нови технически документации, само в отделни случай е имало доразработване на някои детайли.
ПРЕОБРАЗУВАНИЯ
Като повечето заводи, работили през периода до 1990 г., и този за абразивни инструменти е многократно преобразуван и включван в състава на различни производствени обединения. Ето по-подробно за това – може пък да е полезно…
От 1.VІІ.1965 г. ЗАИ ,,Д. Филипов“ влиза в системата на ДСО ,,ЗММ“ (Държавно стопанско обединение ,,Заводи за металорежещи машини и инструменти“) – София, а от 01.VІІ.1966 г. работи по нова система на ръководство. След образуването на ДСО ,,Инструментална промишленост“ в Габрово от 01.Х.1974 г. ЗАИ ,,Д. Филипов“ е включен в неговия състав. От 01.ІІ.1977 г. обаче заводът отново е прехвърлен към ДСО ,,ЗММ“ – София, а от 01.ІV.1982 г. влиза в състава на НПК ,,Металокерамика“ – София. От 01.ІІІ.1987 г. заводът преминава на подчинение към новото СО ,,Металокерамика“ и от ,,Завод за абразивни инструменти“ е преименуван в Завод за металокерамика (ЗМК) ,,Д. Филипов“.
А какво се слючва със Завода за абразивни инструменти СЛЕД 1990 г.?
С решение на Окръжен съд – Михайловград № 1787 от 4.ХІ.1991 г., вписано в регистър том 1 стр. 151, партида 10, заводът се преобразува в Еднолично търговско дружество с ограничена отговорност с държавно имущество с наименование ,,ЗАИ“ ЕООД – Берковица с предмет на дейност производство на абразивни инструменти, търговия в страната и чужбина, основна сфера на дейност машиностроителна и металообработваща промишленост и управител Иван Александров Иванов.
Във връзка с Заповед № РД 17-22 от 01.ІІ.1996 г. на Министерство на промишлеността, на основание чл. 261, ал. 2 и чл.147, ал. 2 от Търговския закон и във връзка с чл.10, ал.1 от ПРУПСДП, приет с Постановление на МС № 7 от 1994 г. дружеството се преобразува в Еднолично акционерно дружество (съгласно решение № 17-87 от 13.02.1996 г. на Окръжния съд гр. Монтана.). Решението е публикувано в ДВ, бр.103 от 1997 г.
Михайловградският окръжен съд с решение № 1787 от 13.ІІ.1996 год. регистрира преобразуването на ,,ЗАИ“ ЕООД, със седалище и адрес на управление гр. Берковица, бул. ,,Замфир Попов“, в Еднолично АД с държавно имущество – фирма ,,ЗАИ“ ЕАД и с предмет на дейност: производство на абразивни инструменти, търговия в страната и чужбина.
Дружеството е с капитал 152060000 разпределен в 152060 поименни акции с номинална стойност 1000 лева. То поема всички активи и пасиви, както и други права и задължения на ,,ЗАИ“ ООД гр. Берковица. Управлява се от съвет на директорите: Александър Димитров Попов, Константин Първанов Коцев, Кирил Ников Терзиев и Бранимир Борисов Ангелов и се представлява от Бранимир Борисов Ангелов.
Съгласно Заповед № РД – 21-60 от 24.І.1995 г. на Министерството на промишлеността е открита процедура за приватизация на 90 % от ,,ЗАИ“ АД чрез инвестиционни бонове..
С решение № 638 от 03.VІІ.1996 г. на МС се изменя относителният дял на капитала от държавното участие чрез инвестиционни бонове – 67 процента.
Що се отнася до настоящия момент, ЗАИ – Берковица работи, произвежда активно и в Гугъл може да намерите подробен сайт с информация за него. Не сме го посещавали, но ни се струва един добър пример за запазено българско производство, което не трябва да се изоставя!
Ако тази статия Ви беше интересна, то защо да не разгледате и още една публикувана при нас заводска история…



















")